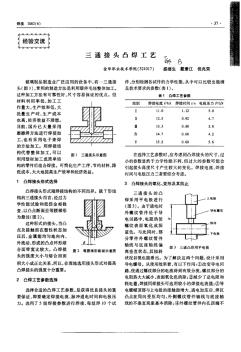
仿形焊接原理在凉篷三通接头焊接中的应用
2025-01-18
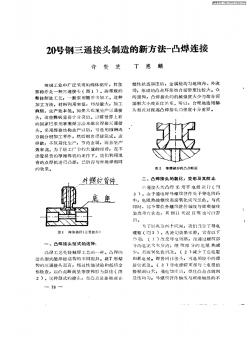
在接插式钢管凉篷的结构中,通常是用三通零件(见图1)把其他直管连接成整体,组成凉篷框架(见图2),框架外面再配以用不同的面料做成的篷布,就可以组合成各种不同用途的帐篷了。


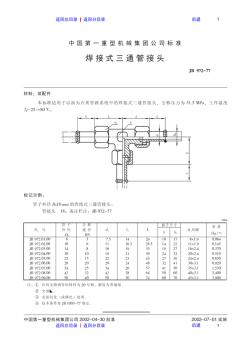
3.8三通接头应用见表3-15 表3-15 应用 管材标准号简图 材料 通径 dn 备注 全部一般应用 钢 不锈钢 ≤50高压管 不锈钢 铜 铜合金 铜q/sws34-003.1-2003 同管材 ≤50一般应用 3.9三通接头结构和基本尺寸 3.9.1钢三通接头的结构和基本尺寸见图3-11和表3-16。 t l d1 h 1/2l d2 图3-11 表3-16 公称通径 dn1/dn2 外径 d1/d2 厚度 t 长度 l 高度 h 公称通径 dn1/dn2 外径 d1/d2 厚度 t 长度 l 高度 h 15/1522/222~35025100/100114/1144.5~9105 20/2027/273~4100/801
编辑推荐下载

热门文档 仿形焊接原理在凉篷三通接头焊接中的应用
格式:pdf
大小:212KB
页数:2P
人气:94
 4.5
4.5
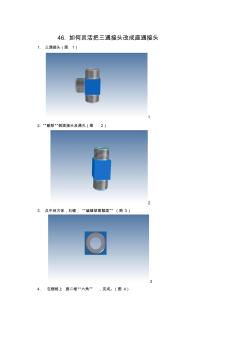
46.如何灵活把三通接头改成直通接头 1.三通接头(图1) 1 2.“删除”侧面接头及通孔(图2) 2 3.点中间方体,右键,“编辑草图截面”(图3) 3 4.在栅格上.画二维“六角”,完成。(图4) 4 5.“旋转向导”,“除料”点六棱体上中点,用“三维球”旋转“栅格”90°,在六棱体上 下画除料倒角部分,渲染,完成(图5) 5
格式:pdf
大小:805KB
页数:3P
人气:94
4.4
 三通接头注射模设计与工艺
三通接头注射模设计与工艺 通过对三通接头的产品结构和注射成型存在的工艺问题研究,选择苯hpvc的成型工艺参数,确定了该塑件的注射模结构为一模一腔。设计了螺纹脱模机构、浇注系统和温度控制系统。结果表明,液压驱动螺纹脱模机构解决了内螺纹成型问题。
格式:pdf
大小:1.2MB
页数:2P
人气:94
4.6
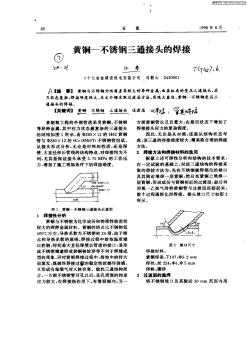
三通接头加工夹具的改进 某工厂接获10万件不锈钢三通接头(如图1)的加工任务,要求交货期为两个月。此时工厂能参与加工的设备主要是数控车床13台,采用传统的加工方法——三爪卡盘很难完全加工好工件;而用四爪卡盘装夹该三通接头加工,工效低,质量很难保证,且成本高,无法满足交货期要求。为此,笔者设计了一套专用夹具。
精华文档 仿形焊接原理在凉篷三通接头焊接中的应用

格式:pdf
大小:38KB
页数:2P
人气:94
4.4
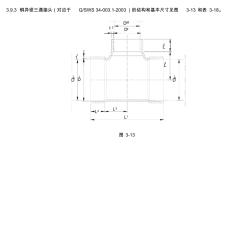
3.9.3铜异径三通接头(对应于q/sws34-003.1-2003)的结构和基本尺寸见图3-13和表3-18。 l1 d1 t1 l2l4 t2 l5 l3 d2 dw2 dw 1 dw 1 图3-13 表3-18 公称通径 dn1/dn2 适用管子外径 dw1/dw2 d1d2l1l2l3t1t2l4l5 重量 (kg) 20/1525/2025.5641726150.25 25/1530/20 20.5 31 1.614 25/2030/25 30.5 25.5 7220 25 1.8 1.8 16 15 0.32 32/1535/2020.5391.614 32/2035/2525.53715 32/2535/30 35.5 30.5 9027 34 1.8 18
格式:pdf
大小:1.3MB
页数:5P
人气:94
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:1.2MB
页数:4P
人气:94
4.5

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
最新文档 仿形焊接原理在凉篷三通接头焊接中的应用
格式:pdf
大小:155KB
页数:3P
人气:94
4.6

焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
格式:pdf
大小:432KB
页数:3P
人气:94
4.4
钢制凸形封头拼接焊接接头的焊接工艺评定 本文按照凸形封头的成形加工工艺、封头材料种类,封头拼接焊接接头的焊接方法和焊后热处理类别,分别叙述封头拼接焊接接头的焊接工艺评定所需项目。

格式:pdf
大小:25KB
页数:5P
人气:94
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:188KB
页数:未知
人气:94
4.5
CO2气保焊在T形接头焊接中的应用 在钢吊车梁制作中,应用co2气保焊进行封底焊的焊接工艺,能够取得较好效果,保证钢制吊车梁的焊接质量。
格式:pdf
大小:142KB
页数:未知
人气:94
4.3
车削T形三通接头的简易夹套 我厂生产的“铁马”重型载重汽车上,有多个大小不一的t字形三通管接头,如图1所示。在车床上车削该工件垂直端时,一般均要采用四爪卡盘夹持工件来进行车削加工。其次,四爪卡盘夹持工件时要进行工件对中的校正调整,显得麻烦费事,影响工效。根据我们加工这类零件的经验,现介绍一种直接用三爪卡盘夹持车削这类零件的简易夹套。
格式:pdf
大小:1.2MB
页数:8P
人气:94
4.6
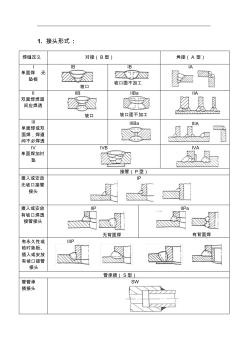
1.接头形式: 焊缝定义对接(b型)角接(a型) i 单面焊无 垫板 ib 坡口 ib 坡口面不加工 ia ii 双面焊焊道 间应焊透 iib 坡口 iiba 坡口面不加工 iia iii 单面焊或双 面焊,焊道 间不必焊透 iiibaiiia iv 单面焊加衬 垫 ivbiva 接管(p型) 插入或安放 无坡口接管 接头 ip 插入或安放 有坡口焊透 接管接头 iip 无背面焊 iipa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 iiip 管承插(s型) 管管承 插接头 sw 2.焊接位置 对接焊缝角接焊缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 g 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1f 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
文辑创建者
我要分享 >
职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐