钢筋对焊机
2025-03-27
接受人(全员)签字: 注:本交底一式三份,班组、交底人、资料保管员各一份。 6 、操作前应检查对焊机的压力机构是否灵活,夹具是否牢固,气压或液压系统应无泄漏,传动的夹具 是否正常。经过试验确认没有问题后,方可进行焊接。 7 、焊接前,应根据所焊钢筋的截面,调整二次电压。禁止焊接超过对焊机规定直径的钢筋。 8 、断路器的接触点,应每隔 2天用砂纸擦净;电极(铜头)应定期用锉刀锉光;二次电路全部连接螺 栓应定期拧紧,防止松动,避免接触电阻过大发生过热现象;水冷却的温度,不得超过 40℃,排水量应根 据温度调节。 9 、闪光区应设档板,焊接时无关人员不得入内。 10 、发现焊头漏电,禁止使用,并立即拉闸断电,进行更换。二次侧应有空载保护装置。 11 、已焊接好的钢筋,应按其规格长度堆放整齐,挂上标签,并不得靠近易燃物品。 12 、冬季施工时,室温度不低于

钢筋对焊机安全操作规程 aq3.4.2.7 (1)焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、火灾等事 故的安全措施。 (2)对焊机应安置在室内,并应有可靠的接地或接零。电焊导线长度不宜大于30m,当需 要加长导线时,应相应增加导线的截面。当多台对焊机并列安装时,相互间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。 (3)焊接现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔发生器等易燃、易爆物品。 (4)作业前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏, 一切正常后,方可施焊。 (5)焊接前,应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 (6)断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度 不超过40℃,排水量应根据气温
七、操作前应检查对焊机的压力机构是否灵活,夹具是否牢固,气压或液压系统应无泄漏,传动的夹具是 否正常。经过试验确认没有问题后,方可进行焊接。 八、焊接前,应根据所焊钢筋的截面,调整二次电压。禁止焊接超过对焊机规定直径的钢筋。 九、断路器的接触点,应每隔2d用砂纸擦净;电极(铜头)应定期用锉刀锉光;二次电路全部连接螺栓应 定期拧紧,防止松动,避免接触电阻过大发生过热现象;水冷却的温度,不得超过40℃,排水量应根据温 度调节。 十、闪光区应设挡板,焊接时无关人员不得入内。 十一、发现焊头漏电,禁止使用,并立即拉闸断电,进行更换。 十二、已焊接好的钢筋,应按其规格长度堆放整齐,挂上标签,并不得靠近易燃物品。 十三、冬期施工时,室温度不得低于8℃。作业后,应放尽机内冷却水。 十四、焊接较长钢筋时,应设置活动支架,配合搬运的操作人员应站在火花喷射范围以外,防止火花伤人 。 十五、作业后或停电时
编辑推荐下载
格式:pdf
大小:17KB
页数:1P
人气:63
 4.6
4.6
钢筋对焊机安全技术交底 aq3.3.4.7 施工单位: 工程名称 分部分项 工程 钢筋混凝土 (钢筋对焊机) 工种 1.加工场所应有防雨、防潮、防晒,符合防火和安全用电规范要求的工作棚,并备有消防器材。 2.焊接车间(或工场)内,严禁堆放易燃易爆物品,场外5m范围内不准堆放可燃易燃材料杂物或杂草。 3.操作人员必须戴防护眼镜和胶手套,站的地方应垫木板或橡胶板等绝缘材料。应穿胶底鞋,不准赤脚或穿拖 鞋。 4.对焊机应安装在室内,导线绝缘良好无破皮漏电现象,并有可靠的保护接零。当多台对焊机并列安装时,相 互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。闸刀开关与对焊机之间的 导线,应用套管加以保护,接线部份不得有腐蚀和受潮现象。 5.导线的截面应按下表的规定; 对焊机额定功率(kv·a)255075100150200500 一次电压
格式:pdf
大小:27KB
页数:17P
人气:63
4.6
1 2020年4月19日 钢筋对焊机安全操 作规程牌 文档仅供参考,不当之处,请联系改正。 2 2020年4月19日 钢筋对焊机安全操作规程牌 一、焊机应设在干燥的地方,平稳牢固,要有可靠的接地装 置,导线绝缘良好。 二、焊接前,应根据钢筋截面调整电压,发现焊头漏电,应 即更换,禁止使用。 三、操作时应戴防护眼镜和手套,并站在橡胶板或木板上。 工作棚要用防火材料搭设。棚内严禁堆放易燃、易爆物 品,并备有灭火器材。 四、对焊机断路器的接触点、电极(铜头),要定期检查修 理。冷却水管保持畅通,不得漏水和超过规定温度。 文档仅供参考,不当之处,请联系改正。 3 2020年4月19日 混凝土搅拌机安全操作规程牌 一、固定式搅拌机应安装在牢固的台座上。当长期固定时,应埋 地脚螺栓;在短期使用时,应在机座上铺设木枕并找平放稳。 二、固定式搅拌机的操纵台,应使操
热门文档 钢筋对焊机
格式:pdf
大小:5KB
页数:2P
人气:63
4.7
最新整理钢筋对焊机安全操作规程 (1)接送料的工作台面应和切刀下部保持水平,工作台的长度可根据 加工材料长度确定。加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥, 不得任意推拉。 (2)启动前,必须检查切刀应无裂纹,刀架螺栓紧固,防护罩牢靠。然 后用手转动皮带轮,检查齿轮啮合间隙,调整切刀间隙。 (3)启动后,应先空运转,检查各传动部分及轴承运转正常,方可操作。 (4)机械未达到正常转速时不得切料。切断时必须使用切刀的中、下部 位,握紧钢筋对准刀口迅速送入,操作者应站在固定刀片一侧用力压住钢筋,应 防止钢筋末端弹出伤人。严禁用两手分在刀片两边握住钢筋俯身送料。 (5)不得剪切直径及强度超过机械铭牌规定的钢筋和烧红的钢筋。一次 切断多根钢筋时,其总截面积应在规定范围内。 (6)剪切低合金钢时,应更换高硬度切刀,剪切直径应符合机械铭牌规 定。 (7)切断短料时,靠近刀
格式:pdf
大小:18KB
页数:1P
人气:63
4.6
6、操作前应检查对焊机的压力机构是否灵活,夹具是否牢固,气压或液压系统应无泄漏,传动的夹 具是否正 常。经过试验确认没有问题后,方可进行焊接。 7、焊接前,应根据所焊钢筋的截面,调整二次电压。禁止焊接超过对焊机规定直径的钢筋。 8、断路器的接触点,应每隔2天用砂纸擦净;电极(铜头)应定期用锉刀锉光;二次电路全部连接螺 栓应定 期拧紧,防止松动,避免接触电阻过大发生过热现象;水冷却的温度,不得超过40℃,排水量应 根据温 度调节。 9、闪光区应设档板,焊接时无关人员不得入内。 10、发现焊头漏电,禁止使用,并立即拉闸断电,进行更换。二次侧应有空载保护装置。 11、已焊接好的钢筋,应按其规格长度堆放整齐,挂上标签,并不得靠近易燃物品。 12、冬季施工时,室温度不低于8℃。 13、焊接较长钢筋时,应设置活
格式:pdf
大小:14KB
页数:2P
人气:63
4.4
钢筋对焊机安全技术交底 施工单位aq3.3.4、7 工程名称 分部分项 工程 工种 1.加工场所应有防雨、防潮、防晒,符合防火和安全用电规范要求的工作棚,并备有消防器材。 2.焊接车间(或工场)内,严禁堆放易燃易爆物品,场外5m范围内不准堆放可燃易燃材料杂物或杂草。 3.操作人员必须戴防护眼镜和胶手套,站的地方应垫木板或橡胶板等绝缘材料。应穿胶底鞋,不准赤脚或穿拖鞋。 4.对焊机应安装在室内,导线绝缘良好无破皮漏电现象,并有可靠的保护接零。当多台对焊机并列安装时,相互 间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。闸刀开关与对焊机之间的导 线,应用套管加以保护,接线部份不得有腐蚀和受潮现象。 5.导线的截面应按下表的规定; 6.操作前应检查对焊机的压力机构是否灵活,夹具是否牢固,气压或液压系统应无泄漏,传动的夹具是否正常。 经过试验确认没有问题后,方可
格式:pdf
大小:16KB
页数:1P
人气:63
4.7
第1页共1页 钢筋对焊机安全技术交底 施工单位:中铁二局四公司龙海明发项目部 注:本交底一式三份,班组、交底人、资料保管员各一份。 工程名称 中铁二局四公司龙海明 发项目部 分部分项 工程 钢筋工程工种钢筋工 1.加工场所应有防雨、防潮、防晒,符合防火和安全用电规范要求的工作棚,并备有消防器材。 2.焊接场所内,严禁堆放易燃易爆物品,场外5m范围内不准堆放可燃易燃材料杂物或杂草。 3.操作人员必须戴防护眼镜和胶手套,站的地主应垫木板或橡胶板等绝缘材料。应穿胶底鞋,不准赤脚或 穿拖鞋。 4.对焊机应安装在室内,导线绝缘良好无破皮漏电现象,并有可靠的保护接零。当多台对焊机并列安装时, 想互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。闸刀开关与对焊机 之间的导线,应用套管加以瓮中保护,接线部分不得有腐蚀和受潮现象。 5.导线的截面积应
格式:pdf
大小:13KB
页数:1P
人气:63
4.7
钢筋对焊机操作安全技术交底 工程名称: 施工单位建设单位 设备名称作业内容 交底部门交底人施工期限 接受交底班组或员工签名: 使用对焊机应遵守下列规定: 1.对焊机应有可靠的接零保护和漏电保护装置,多台对焊机并列安装时,间距不得 小于3m,并应接在不同的相线上,有各自的控制开关。 2.作业前应进行检查,对焊机的压力机构应灵活,夹具必须牢固,气、液压系统 应无泄漏,正常后方可施焊。 3.焊接前应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的 钢筋。 4.应定期磨光短路器上的接触点、电极、定期紧固二次电路全部连接螺栓,冷却 水温度不得超过400c。 5.焊接较长钢筋时应设置托架,焊接时必须防止火花烫伤其他人员。在现场焊接 竖向柱钢筋时,焊接后应确保焊接牢固后再松开卡具,进行下道工序。 补充作业指导内容:
精华文档 钢筋对焊机
格式:pdf
大小:16KB
页数:1P
人气:63
4.4
1.3.5安全技术交底记录表 编号: 工程名称 巨化集团公司制药厂搬迁 技改项目建筑工程 分部分项 工程名称 作业部位作业内容钢筋对焊机操作工 交底类别岗前安全技术交底交底日期 交 底 内 容 1.对焊机应有可靠的接零保护。多台对焊机并列安装时,间距不得小于3m,并应接 在不同的相线上,有各自的控制开关 2.作业前应进行检查,对焊机的压力机构应灵活,夹具必须牢固,气、液压系统应 无泄漏,正常后方可施焊。 3.焊接前应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢 筋。 4.应定期磨光断路器上的接触点、电极,定期紧固二次电路全部连接螺栓。冷却水 温度不得超过40℃。 5.焊接较长钢筋时应设置托架,焊接时必须防止火花烫伤其他人员。在现场焊接竖 向柱钢筋时,焊接后应确保焊接牢固后再松开卡具,进行下道工序。 交底人 项目技术负责人签名 接受交底负 责人签名
格式:pdf
大小:17KB
页数:1P
人气:63
4.3

钢筋焊接机械安全技术交底 施工单位:工程名称: 施工部位基础底板、梁分(部)项工程钢筋工程 交底内容钢筋焊接与对焊机接受交底人 交底内容: 一、钢筋焊接作业中存在的危险源: 1、对焊机无加工棚及可靠的接地(接零);电焊机无可靠的接地(接零)。一次电源线超长,电源线破损老化, 2、焊机无专用的开关箱,未实行三级配电两极保护。 3、违规接送电源,未按规定穿戴绝缘护具 4、钢筋电渣压力焊,操作不规范 5、焊接后高温的钢筋未加标识或防护 6、钢筋高处绑扎焊接防护不规范,焊接火花飞溅掉落 7、钢筋对焊闪光区未设挡板,焊接火花飞溅 8、进入项目部流动吸烟,进入施工现场不戴安全帽,不系好安全帽带,穿拖鞋、打赤膊,酒后进行违章作业。 以上违章作业可导致触电、高空坠落、物体打击、火灾等安全事故;进入项目部流动吸烟可导致火灾;不按规定佩 带安全防护用品等违章作业,会伤害作业人员,危及到作业人员
格式:pdf
大小:16KB
页数:1P
人气:63
4.7
钢筋对焊机安全技术交底 gdaq330407 施工单位: 工程名称 分部分项 工程 工种 一、进入施工现场必须遵守安全操作规程和安全生产纪律,特种作业人员必须持证上岗。 二、加工场所应有防雨、防潮、防晒,符合防火和安全用电规范要求的工作棚,并备有消防器材。 三、焊接车间(或工场)内,严禁堆放易燃易爆物品,场外5m范围内不准堆放可燃易燃材料杂物或杂草。 四、操作人员必须戴防护眼镜和胶手套,站的地方应垫木板或橡胶板等绝缘材料。应穿胶底鞋,不准赤脚 或穿拖鞋。 五、对焊机应安装在室内,导线绝缘良好无破皮漏电现象,并有可靠的保护接零。当多台对焊机并列安装 时,相互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。
最新文档 钢筋对焊机
格式:pdf
大小:11KB
页数:5P
人气:63
4.5

对焊机 1、电焊机外壳,必须接地良好,其电源的装拆应由电工进行。 2、电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应戴手套侧向操作。 3、焊钳与把线必须绝缘良好,连接牢固,更换焊条应戴手套。在潮湿地点工作,应站 在绝缘胶板或木板上。 4、严禁在带压力的容器或管道上施焊,焊接带电的设备必须先切断电源。 5、焊接贮存过易燃、易爆、有毒物品的容器或管道,必须清除干净,并将所有孔口打 开。 6、在密闭金属容器内施焊时,容器必须可靠接地,通风良好,并应有人监护,严禁向 容器内输入氧气。 7、焊接预热工件时,应有石棉布或档板等隔热措施。 8、把线、地线,禁止与钢丝绳接触,更不得用钢丝绳或机电设备代替零线,所有地线 接头,必须连接牢固。 9、更换场地移动把线时,应切断电源,并不得手持把线爬梯登高。 10、清除焊渣、采用电弧气刨清根时,应戴防护眼镜或面罩,防止铁渣飞溅伤人。 11、多台焊机在一起集
格式:pdf
大小:519KB
页数:11P
人气:63
4.4
对焊机 也称为电流焊机。通过瞬间高电压高电流,使两个互相接触的金属的接触面瞬间 融化并融合。达到把2块金属焊接到一起的目的。 对焊机分类: 对焊机根据焊接方式不同分:闪光对焊机钢筋对焊机铜杆对焊机 闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度 梯度大,热影响区比较小。 焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成 分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。 闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体 金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。 闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳 定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)kva/mm2电功率。 焊接生产率高,焊接一个接头只需几秒至几十秒。 对焊机范围 焊接适用范
格式:pdf
大小:9KB
页数:3P
人气:63
4.3
钢筋气压对焊机加热器使用说明 钢筋气压焊接工作中加热器的操作最为关键重要,整套焊接设备当中加热器也是相对的 易损件,所以焊接操作人员要正确掌握使用方法及维护基础知识,做到会使用会维护,保 证焊接工作顺利进行。 1.钢筋对接机加热器是环状多个焊嘴的焊枪,主要担任钢筋气压对焊的加热焊接,分 为乙炔焊枪和液化气焊枪。按照形状分为直头和弯头两种;按照适合焊接钢筋直径不同焊枪 又分为6嘴,8嘴,10嘴和12嘴几种型号。 气压焊加热器随着焊接钢筋直径越大需焊接时间加长。例如焊接25直径钢筋约需30--40 秒钟。 乙炔加热器参数 12咀----适合焊接直径25—39mm;8咀----适合焊接直径12—29mm; 液化气加热器 10咀----适合焊接直径25—39mm;8咀----适合焊接直径18—30mm;6咀----适合焊接直径 10—2
格式:pdf
大小:13KB
页数:2P
人气:63
4.6
钢筋对焊及机械连接合同书 甲方:(以下简称甲方) 乙方:(以下简称乙方) 甲方因建设需要将钢筋电渣压力焊(柱墙)分 项工程分包给乙方,经甲、乙双方协商,特定如下具体事宜: 1、承包方式: 以包工不包料形式承包给乙方进行施工并以实际完成工程量作 为结算依据(其焊接机具、焊渣、焊条等施工所需用具均由乙方自理)。 钢筋直径大小均按/支计算,机械连接每个, 乙方所需钢筋甲方提供到每个工作面上,分钢筋由乙方自己承担。(送 检试样由乙方提供,但不计费) 2、拨款形式: 地下室顶板完后付80%,上部每月15日左右拨付上月完成工程 量的80%的款项。乙方押金3万元,按地下室顶板完成一个月后付清 (押金)。封顶后付到90%,余10%等工地结算付清。 3、进度与质量: 每个工作面按甲方要求的工期完成,如没按时完成每次罚款 1000元。乙方应按规范要求进行施工,保质、保量、保安全,顺利 完
格式:pdf
大小:266KB
页数:1P
人气:63
4.6
内部管理系列编号:fs-zd-04020 第1页/共1页 钢筋点焊对焊机墩头机操作人员岗 位安全规程 rebarspotweldingbuttwelderpierheadmachineoperatorpostsafety regulations 为规范化、制度化和统一化作业行为,使员工的管理工作有 章可循,提高工作效率和员工责任感、归属感,特此制定。 1.焊机应设在干燥的地方,平稳牢固,要有可靠的接地 装置,导线绝缘应良好。 2.焊接前,应根据钢筋截面调整电压,发现焊头漏电, 应立即更换,禁止使用。 3.操作时必须戴好防护眼镜和手套,并站在橡胶板或木 板上。工作棚要用防火材料搭设。棚内严禁堆放易燃、易爆 物品,并配备按规定规格和数量的灭火器材。 4.对焊机断路器的接触点、电极(铜头),要定期检查修 理。冷却管保持畅通,不得漏水和超过规定温度。 请
格式:pdf
大小:157KB
页数:未知
人气:63
4.8
 MH-36型竖向钢筋对焊机推广应用会在京举行
MH-36型竖向钢筋对焊机推广应用会在京举行 由北京市城建技协、北京市城建总公司与北京市第一通用机械厂联合举办的最新专利产品mh36型竖向钢筋对焊机推广应用交流会于3月21日在北京举行。该机主要特色是轻(主机重8kg),巧(精密机械传动),好(焊接质量可靠),便(单面夹装焊接),快(每班焊200个接头),省(可节省钢材30%)。若在“八五”计划中全国大面积应用,预
格式:pdf
大小:18KB
页数:2P
人气:63
4.6
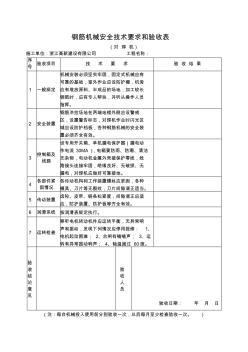
钢筋机械安全技术要求和验收表 (对焊机) 施工单位:浙江高新建设有限公司工程名称: 序 号 验收项目技术要求验收结果 1一般规定 机械安装必须坚实牢固,固定式机械应有 可靠的基础,室外作业应设防护棚,机旁 应有堆放原料、半成品的场地,加工较长 钢筋时,应有专人帮扶,并听从操作人员 指挥。 2安全装置 钢筋冷拉场地在两端地错外侧应设警戒 区,设置警告标志,对焊机作业时闪光区 域应设防护档板,各种钢筋机械的安全装 置必须齐全有效。 3 控制箱及 线路 设专用开关箱、单机漏电保护器(漏电动 作电流30ma),电箱要防雨、防潮、清洁 无杂物,电动机金属外壳接保护零线,线 路接头连接牢固,绝缘良好、无破损、无 漏电,对焊机应做好可靠接地。 4 各部件紧 固情况 各传动机构和工作装置螺丝应坚固,各种 模具、刀片等无裂纹,刀片间隙调正适当。 5传动装置 齿轮、皮带、链条
格式:pdf
大小:6KB
页数:2P
人气:63
4.4
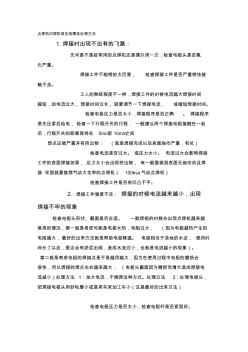
点焊机对焊机常见故障及处理方法 1.焊接时出现不应有的飞溅: 先问是不是经常用的点焊机还是偶尔用一次,检查电极头是否氧 化严重。 焊接工件不能锈的太厉害,检查焊接工件是否严重锈蚀接 触不良。 工人的熟练程度不一样,焊接工件的时候电流越大焊接时间 越短,如电流过大,焊接时间过长,就要调节一下焊接电流,或缩短焊接时间。 检查电极压力是否太小,焊接程序是否正确。焊接程序 是先压紧后给电,检查一下行程开关的行程,一般建议两个焊接电极接触在一起 后,行程开关的距离保持在5mm至10mm之间 焊点压痕严重并有挤出物:(就是焊接完成以后表面烧伤严重,有坑) 检查电流是否过大。或压力太小。电流过大会影响焊接 工件的表面焊接效果,压力太小会出现挤出物,有一般要做到表面无烧伤而且焊 接牢固就要推荐气动大功率的点焊机(100kva气动点焊机) 检查焊接工件是否有凹凸不平。 2.
文辑创建者
我要分享 >
职位:房建市政造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐