钢板焊剂带约束电弧对接焊工艺试验
2025-01-17
410S不锈钢对焊接热输入敏感,会出现接头脆化现象。本文采用焊剂带约束电弧焊接方法,对410S热轧板进行自动化焊接试验,实现单面焊双面成形,并通过试验得出焊接工艺参数;HAZ粗晶区晶粒长大明显,硬度低,但是这种焊接方法热输入小,约为0.5 k J/mm,热影响区宽度窄,约为1.0 mm,接头抗拉强度不低于母材;HAZ组织为铁素体+马氏体,焊缝组织为铁素体+奥氏体,晶粒度为6~7级,强度高。

 焊剂带约束电弧焊接引弧稳定性与工艺研究
焊剂带约束电弧焊接引弧稳定性与工艺研究 引弧稳定性是制约焊剂带约束电弧焊接方法实现广泛应用的主要因素.为解决引弧不稳定问题,设计了一种焊接控制系统,实现了引弧阶段和焊接阶段独立控制.实验发现:引弧工艺参数是影响引弧稳定性的主要因素,当引弧延时时间为0.8~1.2s、引弧电流为160~170a、引弧电压为22~24v时,能够稳定引弧,电弧不会出现攀升现象,焊缝成形良好.
焊剂带约束电弧焊接引弧稳定性与工艺研究 引弧稳定性是制约焊剂带约束电弧焊接方法实现广泛应用的主要因素.为解决引弧不稳定问题,设计了一种焊接控制系统,实现了引弧阶段和焊接阶段独立控制.实验发现:引弧工艺参数是影响引弧稳定性的主要因素,当引弧延时时间为0.8~1.2s、引弧电流为160~170a、引弧电压为22~24v时,能够稳定引弧,电弧不会出现攀升现象,焊缝成形良好.
编辑推荐下载
格式:pdf
大小:113KB
页数:16P
人气:51
 4.3
4.3

word完美格式 精心整理学习帮手 ××工程 发电厂房土建及金属结构安装工程 钢筋手工电弧搭接焊及帮条焊连接工艺试 验报告 word完美格式 精心整理学习帮手 ××有限公司 ××项目部 二〇一五年五月十二日 批准: word完美格式 精心整理学习帮手 校核: 编写: word完美格式 精心整理学习帮手 目录 1.概述..................................................................................................1 2.试验目的...........................................................................................1 3.试验依据...............
格式:pdf
大小:654KB
页数:4P
人气:51
4.7
焊剂带约束电弧超窄间隙焊接根焊方法 超窄间隙焊接在对接焊接中有着独特的优势。在实际焊接工程中,对接焊有时要求采用单面焊双面成型的方法进行根焊。采用焊剂带约束熔化极电弧超窄间隙焊接的方法,结合在工件背面衬垫焊剂,并用铜板对焊剂加以支撑的背面焊缝强制成型方法进行熔化极电弧根焊试验。结果表明,通过焊剂带约束熔化极电弧,选择合适的焊接电压、焊接电流可以使坡口根部有效熔合;在铜板的快速散热作用下,阻止了工件背面焊剂因热量集中而过量烧损,使熔池下方有焊剂的衬垫而不发生脱落的现象,保证了焊缝背面成形良好。最终实现了焊剂带约束熔化极电弧超窄间隙焊接单面焊双面成形。
热门文档 钢板焊剂带约束电弧对接焊工艺试验
格式:pdf
大小:306KB
页数:3P
人气:51
4.4
仰焊位板对接焊条电弧焊探讨 板件对接仰位水平固定焊条电孤单面焊双面成形技术,是焊接位置中最困难的一种,也是每一个焊接操作者都应掌握的基本技能。笔者根据多年的技能大赛经验,以及多年焊工培训教育工作的体会,总结出心得体会,与焊接同行们交流、切磋,并且提出了在根焊、填充焊、盖面焊以及关于熔孔的控制方案等方面的技术要领。只要认真按照这些要领去操作,在板件对接仰位水平固定试件的焊接过程中,将获得优质的焊缝。
格式:pdf
大小:1.1MB
页数:1P
人气:51
4.4
浅谈焊条电弧焊板仰对接焊接工艺 低氢纳型焊条,焊接时教材上采用直流反接。如在板对接操作中,采用此工艺打底层操作中背面出现严重的内凹焊接缺陷。若在焊接中采用直流正接打底层,填充层、盖面层用直流反接,能解决背面内凹、正面焊瘤。本文就手工焊条电弧焊仰对接焊接试板的焊接工艺进行分析探讨。
格式:pdf
大小:105KB
页数:5P
人气:51
4.8
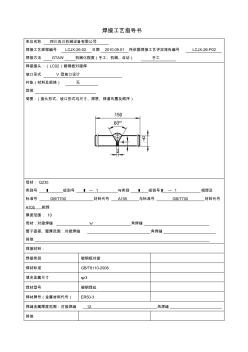
焊接工艺指导书 单位名称四川良川机械设备有限公司 焊接工艺规程编号lcjx-26-02日期2010.09.01所依据焊接工艺评定报告编号lcjx-26-p02 焊接方法gtaw机械化程度(手工、机械、自动)手工 焊接接头:(lc02)碳钢板对接焊 坡口形式v型坡口设计 衬垫(材料及规格)无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 41 0 60° 母材:q235 类别号ⅰ组别号ⅰ—1与类别ⅰ组别号ⅰ—1相焊及 标准号gb/t700材料代号a105与标准号gb/t700材料代号 a105相焊 厚度范围:10 母材:对接焊缝∨角焊缝 管子直径、壁厚范围:对接焊缝角焊缝 其他 焊接材料: 焊接类别碳钢板对接 焊材标准gb/t8110-2008 填充金属尺寸φ3 焊材型号碳
格式:pdf
大小:74KB
页数:未知
人气:51
4.6
焊条电弧焊立对接焊的操作技能 焊条电弧焊是焊工技能训练的基础,而立对接焊又是焊条电弧焊各焊接位置中较难操作的一种,本文从如何掌握立对接焊操作技能进行了研究。给出了工艺参数调整、焊接姿势可行方案。
格式:pdf
大小:196KB
页数:4P
人气:51
4.4
板对板平焊对接焊条电弧焊实训设置及操作要点 0前言高职(专科)焊接技术及自动化专业的实习计划各个学校大同小异,焊接实习项目的设置需要考虑的问题很多:例如经费的多少、指导教师水平高低、场地的大小、设备的数量、学生技能的培养效率、成本的控制等等。要把这些问题综合考虑进去就需要找到所有问题的平衡点。笔者通过长期的焊接专业教学摸索以及到近十几所高职院校考察,在咨询大量从事焊接专业企业技术人员的基础上,总结出了板对板平对接焊条电弧焊的操作要点及技巧,该项目的成本相对较低,而
精华文档 钢板焊剂带约束电弧对接焊工艺试验
格式:pdf
大小:98KB
页数:5P
人气:51
4.5

钢板无坡口双面自动埋弧焊对接 试验计划书 编制: 审核: 批准: 2 内容 焊接工艺认可试验计划书.........................................................................................................1 1.范围...........................................................................................................................................3 1.1焊接方法..................................................................................
格式:pdf
大小:246KB
页数:未知
人气:51
4.5
单电双细丝埋弧焊焊接工艺试验研究 通过单电双细丝与单电单粗丝埋弧焊工艺的对比试验研究,得出:与单电单粗丝埋弧焊工艺相比,单电双细丝埋弧焊的焊接熔敷速度更高。其原因是焊接电流与焊丝直径是影响熔敷速度的主要因素,在同等的焊接电流下,单电双细丝埋弧焊的焊丝直径较小,电流密度更大,因而焊接熔敷速度更高;与单电单粗丝埋弧焊工艺相比,由于单电双细丝埋弧焊可使用较高的焊接速度,因此在焊接电流、电压相同的条件下,单电双细丝埋弧焊可获得更低的焊接热输入和良好的焊接接头冲击韧性。
格式:pdf
大小:57KB
页数:2P
人气:51
4.4
板对接仰位焊条电弧焊 板对接仰位焊条电弧焊容易出现的缺陷有:气孔、夹渣、背部内凹、焊瘤、焊道偏移等,这些缺陷是由于操作人员的操作方法和工艺参数选择不当引起的,其严重影响了焊缝的质量。因此,为获得优质的焊缝,克服上述焊接缺陷,必须合理地选择操作方法和焊接工艺参数。1焊前准备及焊接工艺参数1.1母材、焊机及焊材焊机选用zx7-400,焊条选用j507,直径为3.2mm和4.0mm等,焊前严格按要求烘干焊条,并备好焊条保温筒、扁铲、清渣锤、角向磨光机。2块300mm×150mm×12mm试板,坡口角度为30°±2°,材质为q235-b。用角向磨光机把母材坡口两侧表面正反两面20mm范围内的油锈、污物打磨干净,直至露出金属光泽。
格式:pdf
大小:37KB
页数:未知
人气:51
4.8
重型钢轨对接焊工艺研究 重型钢轨对接焊工艺研究沈阳工业高等专科学校段志刚大连重型机器厂王晖双车翻车机设备中的一个重要部件——端环,是一直径达9米的圆盘形结构。在圆盘形结构的外侧,有一个由两段各长9米的重型钢轨对接焊成一体的圆弧形滚圈。在滚圈的一侧装有齿条,齿条与端环靠精制螺...
格式:pdf
大小:74KB
页数:8P
人气:51
4.7

. . 高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 . . 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 . . 目录 一、工程概况................................................................................ 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、
最新文档 钢板焊剂带约束电弧对接焊工艺试验
格式:pdf
大小:58KB
页数:8P
人气:51
4.4

高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 目录 一、工程概 况......................................................... ....................... 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、试验时间及试验结果⋯⋯⋯⋯⋯⋯⋯⋯
格式:pdf
大小:85KB
页数:2P
人气:51
4.7
对接仰位水平固定板焊条电弧单面焊工艺 板状试件水平固定仰位手工电弧单面焊接,操作难度较大,焊接时由于液态金属和熔渣受重力的作用,容易下坠,从而使正面焊缝形成焊瘤、夹渣,背面焊缝形成凹陷、未焊透等缺陷。本文就其打底层的焊接方法、焊接工艺参数、操作要领和注意事项做一系统的阐述。
格式:pdf
大小:28KB
页数:5P
人气:51
4.8
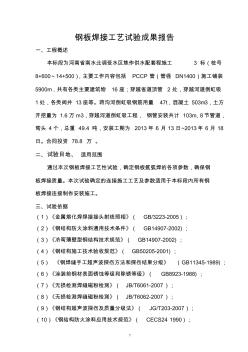
1 钢板焊接工艺试验成果报告 一、工程概述 本标段为河南省南水北调受水区焦作供水配套程施工3标(桩号 8+600~14+500),主要工作内容包括pccp管(管径dn1400)施工铺装 5900m,共有各类主要建筑物16座;穿越省道顶管2处,穿越河道倒虹吸 1处,各类阀井13座等。蒋沟河倒虹吸钢筋用量47t,混凝土503m3,土方 开挖量为1.6万m3,穿越河道倒虹吸工程,钢管安装共计103m,8节管道, 弯头4个,总重49.4吨,安装工期为2013年6月13日~2013年6月18 日。合同投资78.8万。 二、试验目地、适用范围 通过本次钢板焊接工艺性试验,确定钢板氩弧焊的各项参数,确保钢 板焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有钢 板焊接连接制作安装施工。 三、试验依据 (1)《金属熔化焊焊接接头射线
格式:pdf
大小:30KB
页数:6P
人气:51
4.8
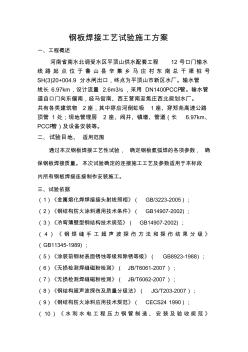
钢板焊接工艺试验施工方案 一、工程概述 河南省南水北调受水区平顶山供水配套工程12号口门输水 线路起点位于鲁山县辛集乡马庄村东南总干渠桩号 sh(3)20+004.9分水闸出口,终点为平顶山市新区水厂。输水管 线长6.97km,设计流量2.6m3/s,采用dn1400pccp管。输水管 道自口门向东偏南,经马街南、西王营南至焦庄西北规划水厂。 共有各类建筑物2座,其中穿应河倒虹吸1座、穿郑尧高速公路 顶管1处;现地管理房2座、阀井、镇墩、管道(长6.97km、 pccp管)及设备安装等。 二、试验目地、适用范围 通过本次钢板焊接工艺性试验,确定钢板氩弧焊的各项参数,确 保钢板焊接质量。本次试验确定的连接施工工艺及参数适用于本标段 内所有钢板焊接连接制作安装施工。 三、试验依据 (1)《金属熔化焊焊接接头射线照相》
格式:pdf
大小:292KB
页数:4P
人气:51
4.7
薄板变形焊条电弧焊矫正试验与工艺 通过采用正交试验优选法对低合金钢薄板焊接变形进行焊条电弧焊矫正,确定其最佳的焊接工艺参数,并用在舟体实际生产中,满足了生产实践应用要求,为今后其他钢结构薄板产品焊接积累了宝贵的经验。
格式:pdf
大小:262KB
页数:4P
人气:51
3
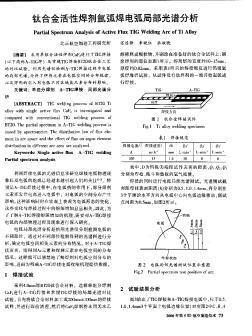
钛合金活性焊剂氩弧焊电弧局部光谱分析——采用单组分活性焊剂caf2进行了tig焊接(以下简称a—tig焊)及常规tig焊接bt20钛合金工艺 的对比试验。利用光谱仪检测a—tig焊接过程中电弧的局部光谱.分析了焊剂元素在电弧空间的分布规律,以及焊剂的引入对电弧不...
格式:pdf
大小:336KB
页数:3P
人气:51
3
埋弧焊烧结焊剂中mno应用的试验分析——通过对烧结焊剂中常用组分mno的物理化学性质的分析,试制了三种烧结焊剂,并进行了接头组织及力学性能的对比试验。结果表明,烧结焊剂中加入适量的mno,对提高焊剂的碱度、增加焊剂还原性、净化焊缝、改善脱渣、成形等工...
格式:pdf
大小:16KB
页数:1P
人气:51
4.6
钢筋搭接焊工艺试验记录表 工程名称***项目搭接焊种类单面搭接焊□双面搭接焊□ 工艺试验日期送检日期操作者姓名焊工姓名岗位证编号焊工证证号 钢筋原材料情况钢筋牌号hrb400e钢筋直径(mm)18炉批号 焊剂厂家焊剂型号合格证编号 电焊机情况电焊机型号焊机容量(kv·a)设备状况良好 搭接焊工艺参数 焊接位置搭接焊电源及极性交流搭接长度(mm) 焊前清理角向磨光机接头处理人工清理焊后处理手工清理 备注 记录人:(可以是资料员或质检员)施工员:技术负责人:
格式:pdf
大小:202KB
页数:8P
人气:51
4.3
钢筋电弧焊工艺性试验方案 一、工程概况: 本标段施工包含渠道(桩号:131+751~138+551)混凝土衬砌、 排水设施等土建施工;1座河渠交叉建筑物(东赵河倒虹吸);1座左 岸排水建筑物(熊庄河倒虹吸);半坡店分水口门1座控制性建筑物; 鸭东三分干倒虹吸等2座渠渠交叉建筑物;安庄南2座跨公路桥等5 座公路桥和小吴庄生产桥等1座,混凝土工程量约11.35万m3,钢筋 约7074t。 二、试验目的: (1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现 场钢筋焊接质量; (2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊 接形式。 三、编制的依据: (1)、《公路桥涵施工技术规范》(jtj041-2000); (2)、《钢筋焊接及验收规程》(jgj18-2003); (3)、招投标文件。 四、施工准备: 1、机械设备 电弧焊的主要设备是z
格式:pdf
大小:1.1MB
页数:4P
人气:51
4.5
闪光对接焊机焊接电工钢板的焊缝质量优化 介绍了用于电工钢带钢焊接的闪光对接焊机的工作原理和特点,分析了造成焊缝断带的原因,并从基板板形、光整效果和焊接工艺参数的选择等方面,找出了解决途径,使焊缝断带率明显降低。
文辑创建者
我要分享 >
职位:岩土加一级结构师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐