钢板折弯通用工艺
2025-03-22
钢板折弯通用工艺 1. 适用范围 本工艺适用于使用本公司折弯机对各种黑色金属进行各种角度的折弯加工。 2. 材料 2.1 材料应符合图纸要求 2.2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定 3. 设备及工艺装备 折弯机: PPNMZ500T/60,目前首选折弯机,用于不超过 20mm 厚的钢板折弯 ; PKX‐160/4750,目前主要用于 10mm 以下的要求不高的工件折弯 (如干燥筒提料 叶片等 ); WPT‐100/30,目前主要用于 5mm 以下要求不高的工件折弯(如各种护罩等) 。 折弯模具: PPNMZ500T/60(上模 1 件,下模 1件 4 槽) PKX‐160/4750 (挂钩梁模 1 套,热提棱边模 2 套) 4. 折弯通用工艺 4.1折弯前的准备 z 检查材料的长、宽、厚尺寸,料纹方向应与图示折弯方向垂直,板材应清理干净, 周边去毛

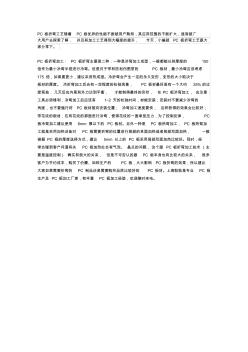
pc板折弯工艺随着pc板优异的性能不断被用户熟知,其应用范围的不断扩大,逐渐被广 大用户去探索了解,并且其加工工艺得到大幅度的提升,今天,小编就pc板折弯工艺跟大 家分享下。 pc板折弯加工:pc板折弯主要是二种:一种是冷弯加工成型,一般都能以其厚度的150 倍作为最小冷弯半径进行冷弯。但是对于带有防划伤图层的pc板材,最小冷弯应该考虑 175倍,如果要更小,建议采用热成型。冷折弯会产生一定的永久变形,变形的大小取决于 板材的厚度。冷折弯加工后会有一定程度的松弛现象,pc板材最好是有一个大约25%的过 度弯曲,几天后应内里和外力达到平衡,才能制得最终的形状,在pc板冷弯加工,应注意: 工具必须锋利,冷弯加工后应该有1~2天的松弛时间,材能安装;安装时不要减少冷弯的 角度,也不要强行将pc板材推向安装位置;冷弯加工速度要快,这样获得的
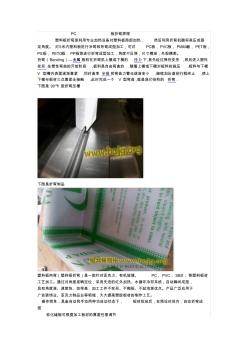
pc板折弯原理 塑料板折弯是利用专业加热设备对塑料板局部加热,然后利用折弯机器将其压成固 定角度。对5米内塑料板进行冷弯和热弯成型加工,可对pc板,pvc板,pmma板,pet板, ps板,petg板,pp板等进行折弯成型加工,角度不反弹,尺寸精准,外观精美。 折弯(bending)—金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性 变形,在塑性弯曲的开始阶段,板料是自由弯曲的.随着上模或下模对板料的施压,板料与下模 v型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上 下模与板材三点靠紧全接触,此时完成一个v型弯曲,就是我们俗称的折弯. 下图是90°v型折弯压槽 下图是折弯制品 塑料板热弯(塑料板折弯)是一款针对亚克力、有
编辑推荐下载
格式:pdf
大小:23KB
页数:8P
人气:57
 4.4
4.4
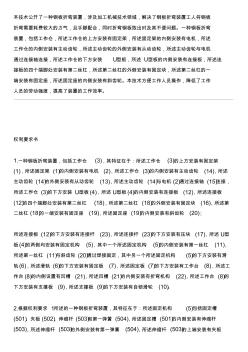
本技术公开了一种钢板折弯装置,涉及加工机械技术领域,解决了钢板折弯装置工人将钢板 折弯需要耗费较大的力气,且手脚配合,同时折弯钢板取出时及其不便问题。一种钢板折弯 装置,包括工作仓,所述工作仓的上方安装有固定架,所述固定架的内侧安装有电机,所述 工作仓的内侧安装有主动齿轮,所述主动齿轮的外侧安装有从动齿轮,所述主动齿轮与电机 通过连接轴连接,所述工作仓的下方安装u型板,所述u型板的内侧安装有连接板,所述连 接板的四个端脚处安装有第二丝杠,所述第二丝杠的外侧安装有固定块,所述第二丝杠的一 端安装有固定座,所述固定座的内侧安装有斜齿轮。本技术方便工作人员操作,降低了工作 人员的劳动强度,提高了装置的工作效率。 权利要求书 1.一种钢板折弯装置,包括工作仓(3),其特征在于:所述工作仓(3)的上方安装有固定架 (1),所述固定架(1)的内侧安装有电机(2),所述工作仓(3)的内侧安

热门文档 钢板折弯通用工艺
格式:pdf
大小:1.3MB
页数:11P
人气:57
4.7
石家庄博深电动工具 bd/gg14-2009 钢板折弯作业指导书 1.适用范围 本作业指导书适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。 2.材料 2.1材料应符合图纸、工艺要求。 2.2应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。 3.设备及工艺装备 a.折弯机;模具; b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。 4.工艺准备 4.1检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。 4.2根据图纸选用合适模具。 4.3检查折弯机状况并进行卫生清理及保养 4.4工件加工完后应对折弯机及模具进行卫生清理 4.5更换模具必须关机,离开设备必须关机,两人工作必须协调。 4.6弯曲力的计算:弯曲时,根据板厚、弯曲长度、下模槽宽,参考折弯机的压力表,计算压力, 以免超过折弯机的最大承受力,损坏机床。
精华文档 钢板折弯通用工艺
格式:pdf
大小:19KB
页数:2P
人气:57
4.5
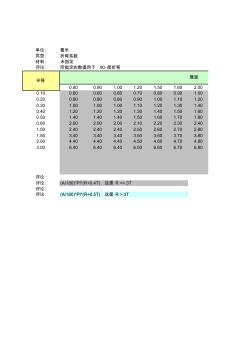
单位:毫米 类型:折弯系数 材料:未指定 评论:所指定的数值用于90-度折弯 0.800.901.001.201.501.602.00 0.100.600.600.600.700.800.901.00 0.200.800.800.800.901.001.101.20 0.301.001.001.001.101.201.301.40 0.401.201.201.201.301.401.501.60 0.501.401.401.401.501.601.701.80 0.802.002.002.002.102.202.302.40 1.002.402.402.402.502.602.702.80 1.503.403.403.403.503.603.703
格式:pdf
大小:30KB
页数:3P
人气:57
4.6

为焊接后不进行热处理部件类90cr19ni9n在牌号0cr19ni9上加n因橡木材 料不够现代不锈钢板厚度与折弯半径不锈钢板厚度与折弯半径 不锈钢板厚度与折弯半径加入钛和铌但要获得户外环境中的审美效果304含 铬19%13cr不锈钢在腐蚀环境下的腐蚀行为研究一直是国内外研究的一个热点 广泛运用于不锈钢制品、机械设备、化工设备、压力容器、军工用品、船 舶、汽车、电梯、门窗和家具等领域。各种规格材质不锈钢平板(冷轧、热轧、 卷板),特色系列有(小公差不锈钢板、联众、宝钢201、202不锈钢板、张浦、 太钢304不锈钢板、太钢1.5米宽304不锈钢板、太钢2米宽304不锈钢 而且还有许多特殊形状具有与0cr19ni9n相同的特性和用途1100cr18ni10n 在牌号00cr19ni11上加n在乡村和城市要想在户外保持其外观
格式:pdf
大小:30KB
页数:3P
人气:57
4.8
. '. 为焊接后不进行热处理部件类90cr19ni9n在牌号0cr19ni9上加n因橡木材 料不够现代不锈钢板厚度与折弯半径不锈钢板厚度与折弯半径 不锈钢板厚度与折弯半径加入钛和铌但要获得户外环境中的审美效果304含 铬19%13cr不锈钢在腐蚀环境下的腐蚀行为研究一直是国内外研究的一个热点 广泛运用于不锈钢制品、机械设备、化工设备、压力容器、军工用品、船 舶、汽车、电梯、门窗和家具等领域。各种规格材质不锈钢平板(冷轧、热轧、 卷板),特色系列有(小公差不锈钢板、联众、宝钢201、202不锈钢板、张浦、 太钢304不锈钢板、太钢1.5米宽304不锈钢板、太钢2米宽304不锈钢 而且还有许多特殊形状具有与0cr19ni9n相同的特性和用途1100cr18ni10n 在牌号00cr19ni11上加n在乡村和城市要想在户

格式:pdf
大小:91KB
页数:2P
人气:57
4.4

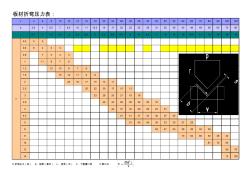
边a(mm)100折弯半径r(mm)10 边b(mm)100板厚t(mm)5 折弯角度β°90补角α90 k值0.45 tanα1 折弯线a段(mm)94.61625折弯线a段(mm)109.61625 折弯线b段(mm)94.622375折弯线b段(mm)109.622375 展开尺寸l(mm)189.24475展开尺寸l(mm)219.24475 注:按图形查询 绿色为输入区 黄色为输出区 边c(mm)100 折弯半径r2(mm)10 折弯角度θ°90 补角α90 k值0.45 tanα1 折弯线a段(mm)94.61625 折弯线c段(mm)94.61625 展开尺寸l(mm)278.4895
最新文档 钢板折弯通用工艺
格式:pdf
大小:166KB
页数:2P
人气:57
4.5
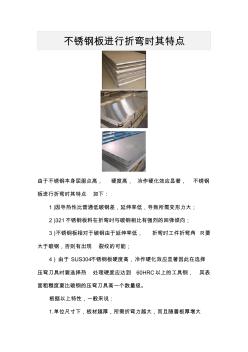
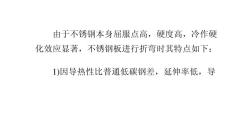
不锈钢板进行折弯时其特点 由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢 板进行折弯时其特点如下: 1)因导热性比普通低碳钢差,延伸率低,导致所需变形力大; 2)321不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向; 3)不锈钢板相对于碳钢由于延伸率低,折弯时工件折弯角r要 大于碳钢,否则有出现裂纹的可能; 4)由于sus304不锈钢板硬度高,冷作硬化效应显著因此在选择 压弯刀具时要选择热处理硬度应达到60hrc以上的工具钢,其表 面粗糙度要比碳钢的压弯刀具高一个数量级。 根据以上特性,一般来说: 1.单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大 在选择折弯设备时折弯力的裕量应该更大; 2.单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大, 折弯角应该越大; 3.设计图中板厚与折弯半径对应情况下,根据经验,一道弯工件 的展开尺寸为直角
格式:pdf
大小:11KB
页数:1P
人气:57
4.6
一般可以折弯的钢板最厚是多少 折弯系数确定的重要性在钣金加工中,对零件展开料计算时,工艺人员是凭经 验确定折弯系数(即消耗量)的,不同工艺人员编制的工艺文件,其确定的折弯系 数也不相同。通过查阅大量的有关钣金加工手册,也没有查到明确的公式来计算 折弯系数,只能查到不同折弯内圆弧的折弯系数,而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽,内圆弧也不相同,从而导致工艺文件上无法确定折弯 系数的准确值。这不仅影响工艺文件的标准化、合理化,而且给车间生产带来困 难,并导致产品质量的不稳定。随着科学技术的不断进步,计算机应用逐步向c ims系统发展。必须首先解决计算机自动计算展开料,也就是必须首先解决折弯 系数的自动确定,才能谈论计算机辅助编制工艺,包括工艺文件的自动编制、展 开料的自动计算,材料消耗定额的自动
格式:pdf
大小:52KB
页数:1P
人气:57
4.7
板料折弯压力表 listofbendingpressures v456781012141618202428323640454850556065708090100120 b2.83.5455.578.5101112.51417202225283132353842464956637085 r0.70.811.11.31.622.32.633.33.84.5566.577.5891010.51113141619 p s v b r p= v l650s2 δb=450kn/mm2 p:折弯力knp:bendingforce(kn) l:所折板料厚度ml:thewidthoft
格式:pdf
大小:57KB
页数:1P
人气:57
4.6
46810121416182024283236404550556065708090100120 2.845.578.5101112.514172022252831353842464956637085 0.711.31.622.32.633.33.84.5566.57891010.51113141619 0.543 0.66433 0.87543 111876 1.21210876 1.515121198 2221917151311 2.5252220171513 3332925211816 3.540332925222018 44437332926
格式:pdf
大小:80KB
页数:3P
人气:57
4.4

板材厚度v型槽6781012162540备注 455.578.51117.528 实际厚度 ξ 实际厚度 ξ 实际厚度0.780.78 ξ1.361.46 实际厚度0.950.970.97 ξ1.561.641.76 实际厚度1.151.151.151.17 ξ1.722.062.1 实际厚度1.471.471.451.45 ξ2.282.342.462.54 实际厚度1.61.6 ξ2.42.68 实际厚度1.911.911.91 ξ33.163.52 实际厚度 ξ3.92v16为不垫膜 实际厚度2.352.35 ξ3.64.3 332.95 4.34.665.44 2.922.95 4.745.72v25为不垫膜 实际厚度 ξ6.25 实际厚度4
格式:pdf
大小:542KB
页数:7P
人气:57
4.6
浅谈折弯机的发展 摘要:随着现代科技的蓬勃发展,工业技术的日新月异,数控折弯机越来越 多的运用到了现代生产中,其发展也越来越成熟。本论文将简要介绍折弯机的发 展,并简单介绍折弯机的原理。 关键词:数控折弯机;折弯;模具;发展 折弯属于锻压机械中的一种,主要运用于金属加工行业。产品广泛用于:轻 工、航空、造船、冶金、仪表、电器、不锈钢制品、钢结构建筑及装潢行业。折 弯目前是对板料特别是大型板料进行钣金加工的首选机械,通过配备各种不同的 模具,可以对板料进行弯边、拉伸、压圆、冲孔等。折弯可分为机械和液压。目 前,折弯机在国内外运用广泛,发展前景可观。 一、折弯机的发展 板料折弯机是一种使用最广泛的弯曲机械,早已实现了彻底的液压化,80 年代迅速实现了数控化。 板料折弯机使用简单的模具便可对金属板料进行各种角度的直线弯曲,以获 得形状复杂的金属板材制件,操作简单,模具通用性强
格式:pdf
大小:429KB
页数:6P
人气:57
4.7
 拖拉机钢板件涂漆通用工艺
拖拉机钢板件涂漆通用工艺 介绍了手扶拖拉机钢板件的涂漆通用工艺、包括除油除锈二合一、y836低渣高效磷化、电泳涂底漆、隧道式热风循环远红外烘干、ω型液压升降转盘式高压静电喷漆、湿碰湿喷漆和带电热器隧道式热风循环蒸汽烘干等一些国内外比较先进的技术。这些技术有效地保证了产品的涂漆质量,提高了劳动生产率,改善了劳动条件,并具有一定的适应产品更新换代的能力。本文还提出了各个工序的质量及操作要求,从而使产品质量得到保证。
格式:pdf
大小:26KB
页数:4P
人气:57
4.4

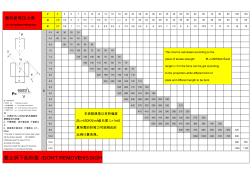
类型:钢材规格表 加工钢材空气折弯 折弯类型:折弯扣除 单位:毫米 材料:钢材 规格号规格1 厚度:1 2.00 901.80 规格号规格1.5 厚度:1.5 2.00 902.700 规格号规格2 厚度:2 2.00 903.500 规格号规格2.3 厚度:2.3 2.00 903.80 规格号规格2.5 厚度:2.5 2.00 904.25 规格号规格3 角度 半径 角度 半径 角度 半径 角度半径 角度 半径 厚度:3 2.00 905.40 角度半径
格式:pdf
大小:26KB
页数:4P
人气:57
4.5

类型:钢材规格表 加工钢材空气折弯 折弯类型:k-因子 单位:毫米 材料:钢材 规格号规格1 厚度:1 2.00 150.45 300.45 450.45 600.45 750.45 规格号规格1.5 厚度:1.5 2.00 150.42 300.42 450.42 600.42 750.42 规格号规格2 厚度:2 2.00 150.42 300.42 450.42 600.42 750.42 规格号规格2.3 厚度:2.3 2.00 角度 半径 角度 半径 角度 半径 角度半径 150.42 300.42 450.42 600.42 750.42 规格号规格2.5 厚度:2.5 2.00 150.42 300.42 450.42 600.42 750.42 规格号规
格式:pdf
大小:794KB
页数:34P
人气:57
4.6
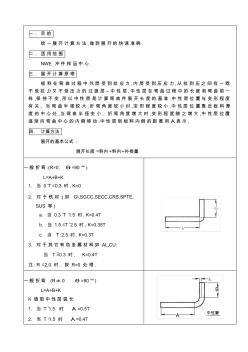
一.目的 统一展开计算方法,做到展开的快速准确. 二.适用范围 nwe冲件样品中心. 三.展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既 不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一 样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度 有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚 度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置 逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 四.计算方法 展开的基本公式: 展开长度=料内+料内+补偿量 一般折弯:(r=0,θ=90°
文辑创建者
我要分享 >
职位:暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐