工程机械齿轮轴加工工艺分析与优化
2024-09-09
通过对齿轮轴加工材料选择、表面化学处理、热处理、切削加工工艺等措施进行分析探讨,总结出已在生产实践中加以实施、能保证加工质量和加工效率的典型齿轮轴优化工艺。

分析了侧板的形状结构、精度要求和加工特征;用2次回火工序消除加工应力,去除侧板平面变形;用加工中心、普通车床分别加工异形截面的侧板外形和内腔,保证了加工精度,提高了效率;根据多次试制经验,设计了侧板的加工工艺。实践证明其工艺设计合理,完全保证了侧板的技术质量和大批量生产要求。
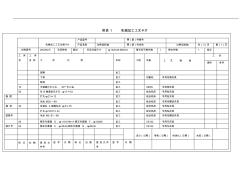
附表1机械加工工艺卡片 机械加工工艺过程卡片 产品型号零(部)件图号 产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共(3)页第(1)页 材料牌号20crmnti毛坯种类型材毛坯外型尺寸φ140mm×685mm每毛坯可制件数1每台件数1备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 型钢金工 下料金工切割机专用切割夹具 除刺金工 10平端面打中心孔,60°中心钻金工x60w专用铣夹具 20在b端面钻孔扩孔φ17×53金工组合机床专用钻夹具 描图扩孔φ21×12金工组合机床专用钻夹具 攻丝m20—6h金工组合机床专用攻螺纹夹具 描校30反装在a端面钻孔φ5×75金工组合机床专用钻夹具 扩孔φ16h7×44金工组合机床专
编辑推荐下载
格式:pdf
大小:82KB
页数:16P
人气:58
 4.6
4.6
太原理工大学阳泉学院 课程设计说明书 班级:04机制三班 姓名:王豆豆 学号:0405110061 指导教师:赵彤涌 成绩 评阅 教师 日期 目录 设计要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 一、零件的分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 ⒈零件的主要技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯....⋯⋯⋯⋯⋯⋯....3 ⒉零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.11 二、工艺规程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11 ⒈确定毛坯的制造形式⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯....11 ⒉基面的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯....11 ⒊制订工艺路线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.12 ⒋机械加工余量、工序尺寸及毛坯尺寸的确定
格式:pdf
大小:318KB
页数:21P
人气:58
4.7
摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切 削机床、公差配合与测量等多方面的知识。 进给箱齿轮轴加工工艺规程及其铣8mm宽键槽的夹具设计是 包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。 在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出 毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线; 接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工 序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计 出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹 具体与机床的连接部件以及其它部件;计算出夹具定位时产生的 定位误差,分析夹具结构的合理性与不足之处,并在以后设计中 注意改进。 关键词:工艺、工序、切削用量、夹紧、定位、误差。 abstrct thisdesigncontenthasinvolvedthemachin
热门文档 工程机械齿轮轴加工工艺分析与优化
格式:pdf
大小:883KB
页数:4P
人气:58
4.6
 预先热处理对工程机械齿轮材料性能的影响研究
预先热处理对工程机械齿轮材料性能的影响研究 预先热处理对金属材料性能有明显影响。采用不同的预先热处理工艺对20mncr5钢工程机械齿轮材料试样进行了处理,并进行了显微组织、表面硬度和耐磨损性能的测试与分析。结果表明,与常规正火处理相比,等温正火处理、均匀化处理后等温正火处理均能有效提高材料的的表面硬度和耐磨损性能,尤其是均匀化处理后等温正火处理的效果更为显著。与常规正火处理相比,等温正火处理25℃试样的磨损体积减小22%、300℃磨损体积减小37%;均匀化处理后等温正火处理试样25℃磨损体积减小58%、300℃磨损体积减小70%。20mncr5钢工程机械齿轮材料的预先热处理工艺优选为900℃×2h均匀化退火后950℃×2h+600℃×1h等温正火的预先热处理。
格式:pdf
大小:4.7MB
页数:41P
人气:58
4.4
机械制造工艺学课程设计 设计说明书 设计“齿轮轴”零件的 机械加工工艺规程 起止日期:2011年12月19日至2011年12月25日 学生姓名 班 学 成 级 号 绩 指导教师(签字) 机械工程学院(部) 2011年12月19日 -1- 《机械制造工艺学》课程设计任务书 2011—2012学年第一学期 机械工程学院机械工程及其自动化专业 机械制造工艺学课程设计 机工091班 课程名称: 设计题目:设计“齿轮轴”零件的机械加工工艺规程 完成期限:自2011年12月19日至2011年12月25日共1周 一、课程概述 课程名称:机械制造工艺学课程设计 总学时数:一周 课程类别:必修专业课 授课专业:机械设计制造与自动化专业
格式:pdf
大小:1.6MB
页数:7P
人气:58
4.5

针对油泵齿轮轴特殊形状设计了齿轮轴精锻模具.通过有限元仿真和精锻实验研究了齿轮轴成形过程和金属流动规律.分析了对油泵齿轮轴精锻工艺中产生齿形角隅填充不满缺陷的原因:角隅填充是成形终了时成形载荷陡增的主要原因之一,由于齿轮轴精锻模具结构的特殊性,其强度无法满足齿形角隅填充所需高成形载荷的需要.基于角隅填充状况,提出了齿形端面斜面分流和环形槽分流,并对传统精锻工艺和两种分流锻造工艺进行了有限元仿真.分析结果表明两种分流方法均能有效减小齿形角隅填充时金属流动阻力,保证齿形良好填充,降低成形载荷,并且斜面分流优于环形槽分流.锻造实验验证了有限元仿真的准确性.
格式:pdf
大小:380KB
页数:5P
人气:58
4.6
工程机械驱动桥准双曲面齿轮的优化选型设计 开发了工程机械驱动桥弧齿准双曲面齿轮优化选型设计系统,按多目标问题的最优化设计方法建立了基本参数的优化设计数学模型,编制了相应的设计程序;通过现场实际使用,取得了良好的效果。
格式:pdf
大小:444KB
页数:10P
人气:58
4.4

齿轮泵体机械加工工艺规程 陕西国防工业职业技术学院 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称泵盖共1页第1页 材料牌号ht300毛坯种类 毛坯外形尺 寸 每毛坯件数 每台 件数 1 备 注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 05选料铸件铸造 10时效热处理 15铣 加工工件表面,保证工件上下表面厚度为64mm。粗铣— 半精铣—精铣。 金工siemens802d φ50mm面铣刀,夹具为通用夹具, 量具为游标卡尺。 20钻、攻丝加工工件m8的螺纹孔,钻—攻螺纹。金工siemens802d φ6.5mm钻头、m8mm螺纹丝锥,夹 具为平口钳、量具为游标卡尺。 25钻加工两个φ5的孔,钻。金工siemens802d φ5mm
精华文档 工程机械齿轮轴加工工艺分析与优化
格式:pdf
大小:321KB
页数:4P
人气:58
4.5
某型发动机离心通风器齿轮轴组件焊接区域裂纹故障分析 介绍了某型发动机的离心通风器齿轮轴组件在焊接区域裂纹故障的现象。通过结构分析、断口金相检查,并对齿轮轴组件进行了强度、固有频率、共振转速计算和动应力试验研究,结果表明该齿轮轴组件焊接区域裂纹故障属高周疲劳破坏;焊缝与工艺挡边相交处的应力集中较高是导致裂纹故障的主要原因。据此提出排故措施,并完善齿轮结构设计,进行了动态特性分析与试验验证,效果良好。
格式:pdf
大小:91KB
页数:1P
人气:58
4.5
浅谈工程机械覆盖件的结构与加工工艺 进入20世纪以来,世界经济一体化加剧,工程机械市场竞争加剧,国内工程机械面临和国际优秀工程机械越来越多的正面交锋,客户也对工程机械产品提出了越来越高的要求,特别是主功能以外的外观造型要求,而覆盖件成品外观的优良,是造型设计优劣的最直接体现。所以,工程机械覆盖件的设计和生产已越来越受到重视。本文主要阐述了工程机械覆盖件结构与加工工艺的特点。
格式:pdf
大小:258KB
页数:4P
人气:58
4.7
超细WC?Co复合粉超音速热喷涂修复煤磨机齿轮轴 利用超音速热喷涂(hvof)技术,试用自制原位反应合成的wc-co复合粉来修复大型煤磨机齿轮轴,并对热喷涂层的显微结构、物相组成和力学性能进行了表征。实验表明,超细wc-co复合粉经超音速热喷涂制备的涂层可与齿轮轴基体结合牢固,显微组织致密,且经高温过程形成脱碳相的含量较低,表面硬度和耐磨性显著提高,能有效修复煤磨机齿轮轴的过量磨损,延长设备服役期,经济效益显著。
格式:pdf
大小:18KB
页数:2P
人气:58
4.4
1 工程机械轮胎的拆装工艺 一、工程机械轮胎的拆卸 1)、设备:机械手气泵合适千斤顶(吊车) 2)、工具:气动扳手套筒气门芯扳手加长杆活动扳手手锤掩车器 撬棍气压表检修牌 3)、材料:气门芯防尘帽专用螺栓及螺母气门杆 4)、工艺流程: 1.任命现场负责人并由其开好现场工作会,做好危险源的辨识及防控措施填 写好工作单,根据维修任务合理安排工作人员,设专人负责各项维修任务。 2.制定专门负责人通知司机下车,挂好检修牌(特殊情况下司机可以上车操 作但需设专人指挥). 3.用三角掩车器将车轮打掩(有铲刀或松土器的将其放下可以不打掩)目测 轮胎外表情况. 4.用千斤顶在指定位置将车支起或用吊车将车吊起在车指定位置处做好支护 工作. 5.进行放气工作,直至其在规定气压值内。 6.拆卸轮胎固定螺栓、螺母,预留左右对称3条螺栓保持紧固状态。 7.
格式:pdf
大小:8KB
页数:1P
人气:58
4.8
组合式凸轮轴加工工艺 摘要:本文介绍了组合式凸轮轴的结构特点及目前国内组合式 凸轮轴的制造技术现状,并结合传统整体式凸轮轴进行了对比分 析,为新产品开发及工艺制定的合理设计提供了可靠的依据。 关键词:内燃机组合式凸轮轴加工工艺 前言 凸轮轴是发动机的重要零部件之一,凸轮轴的结构设计和加工 质量的好坏,对发动机的性能起着极其重要的作用,随着发动机高 速度、高输出功率、低燃油附加性、整车轻量化和低成本投入等的 设计需求,对发动机零部件,尤其是凸轮轴提出了更高的设计要求, 要求其结构紧凑、质量轻便、材料强度高、耐磨性好。而整体式凸 轮轴一般为铸件或锻件,材料组成相同,各方面性能也相同,故无 法达到以上的要求,而组合式凸轮轴无论从性能、成本,还是从质 量方面均是理想的选择;目前国外应用数量已超过50%,但国内只 有约10%。 1.组合式凸轮轴结构特点 1.1产品方面的优势 1.1.1组
最新文档 工程机械齿轮轴加工工艺分析与优化
格式:pdf
大小:427KB
页数:29P
人气:58
4.6

-1- ***建设项目 环境影响报告表 建设项目名称新建机械加工生产线 建设单位(盖章)****公司 编制时间2005年01月18日 ********环境保护局制 一九九九年十月 -2- 基本情况表1 项目名称新建机械加工生产线 建设单位****公司 法人代表――联系人―― 联系电话-邮政编码―― 通讯地址浙江省温州市 建设地点****市****地块 立项审批部门****市****区发展计划委员会批准文号****计[2004]262号 建设性质新建□改扩建□技改行业类别机械制造 总投资5000万元环保投资万元投资比例(%)% 占地面积36111.9平方米房屋建筑面积35128平方米 评价经费1.2万元 年
格式:pdf
大小:726KB
页数:2P
人气:58
4.6
为提高轮式装载机驱动桥螺旋锥齿轮承载能力,文中通过doe实验设计,分析齿轮各项宏观参数对齿轮应力的主效应及交互作用,寻求齿轮强度与成本综合最优的参数组合,并进行加速疲劳台架试验。
格式:pdf
大小:108KB
页数:1P
人气:58
4.3
柴油机用凸轮轴机械加工的创新与发展 本文通过介绍柴油机用凸轮轴的机械加工随着新技术的诞生,加工工艺随着改变的实例,探讨了我国的机械制造行业需要加速转型,加快开发具有自主知识产权的工艺技术和产品的紧迫性和重要意义.
格式:pdf
大小:688KB
页数:4P
人气:58
4.5
基于SLP+SHA的工程机械厂物流分析与优化调整 应用系统化布置设计和搬运系统分析相结合的方法,对某工程机械厂进行物流分析与优化调整。论文在分析工程机械厂的产品、产量、工艺过程等基本要素后,通过物流图和物流-距离图的绘制,对现有布置方案进行评价。最后利用系统化布置设计方法对工程机械厂的总体布置进行优化调整。
格式:pdf
大小:365KB
页数:未知
人气:58
4.3
基于SolidWorks Simulation对齿轮油泵齿轮轴的疲劳分析 齿轮轴是齿轮油泵核心零件之一,为研究其结构的优劣对齿轮油泵使用寿命的影响。首先利用solidworks软件建立齿轮油泵三维实体模型;然后在定义设计疲劳曲线(s-n曲线),利用solidworkssimulation插件对齿轮轴进行疲劳分析,最终得出齿轮轴的对等应力等相关数据,进行有限元分析。研究结果表明,该研究为预测齿轮油泵的疲劳寿命提供了理论依据。
格式:pdf
大小:96KB
页数:1P
人气:58
4.4
机械齿轮钢渗碳热处理变形行为分析 机械齿轮作为机械设备中具有传递动力作用的重要零部件,对其进行渗碳热处理能使其性能发挥最大化.本文主要针对以钒为合金和20cr2ni4a为原型的齿轮钢,对其渗碳热处理变形实验以及相对应的演变规律做了相应的考察和研究,并对研究结果进行了细致地分析和总结,希望能为我国钢铁生产工业提供可靠的理论支持.
格式:pdf
大小:108KB
页数:未知
人气:58
4.7
工程机械斜交轮胎水胎胶的配方优化 对工程机械斜交轮胎水胎胶的配方进行优化。结果表明:通过调整水胎胶配方中的生胶体系、补强填充体系和硫化体系,胶料的抗硫化返原性能提高,硫化胶的300%定伸应力、拉断永久变形和撕裂强度减小,拉断伸长率和回弹值增大,耐热老化性能提高;水胎的使用寿命延长,胶料成本降低。
格式:pdf
大小:178KB
页数:未知
人气:58
4.6
重载汽车齿轮轴用钢SCM440H生产实践 采用特钢50teaf-lf(vd)-260mm×300mm方坯连铸-轧制工艺生产090~0140mm重载汽车齿轮轴用scm440h钢,通过制定可行的生产工艺及控制要点,钢中成分控制(%:0.39~0.41c、0.21~0.26si、0.74~0.76mn、1.00~1.04cr、0.18~0.20mo、0.020~0.030a1),[o]、[n]分别控制在14~161×10^-6、60~75×10^-6,低倍组织≤1.0级,非金属夹杂物a、b≤1.0级、c、d≤0.5级,晶粒度i〉8级、末端淬透性及力学性能等指标均满足用户技术要求。
格式:pdf
大小:120KB
页数:1P
人气:58
4.6

(2)物理性能 成品轮胎物理性能试验结果如表1所示。从 表1可以看出,成品轮胎物理性能达到国家标准 要求。 5 结语 14.00-2424pr工程机械轮胎试制成功,成 品外观质量优良,充气外缘尺寸和物理性能均符 合相应设计和国家标准要求。批量生产后投入矿 区及市场进行产品确认,受到了用户一致好评,该 产品的开发,很好地满足了市场的需要,为企业创 造了良好的经济效益。 表1 成品轮胎物理性能试验结果 项 目实测值gb/t1190—2009 胎面胶性能 邵尔a型硬度/度67≥55 300%定伸应力/mpa9.0≥5.5 拉伸强度/mpa21.5≥16.5 拉断伸长率/%575≥350 阿克隆磨耗量/cm30.233≤0.50 粘合强度/(kn·m-1) 胎面2缓冲层18.
文辑创建者
我要分享 >
职位:建筑方案设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐