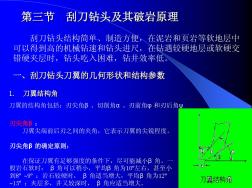
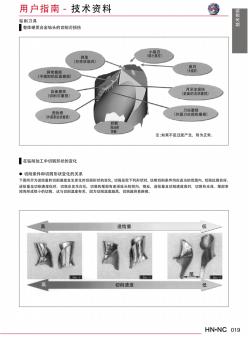
刮刀钻头结构及切削要素的经济性设计
2025-01-17
通过对生产实践经验的积累总结,分析了影响刮刀钻头寿命的因素,提出了改善钻头结构及切削要素的经济性设计方案,通过实际应用,效果很好,钻井施工效率显著提高。
编辑推荐下载
格式:pdf
大小:1.1MB
页数:4P
人气:98
 4.7
4.7

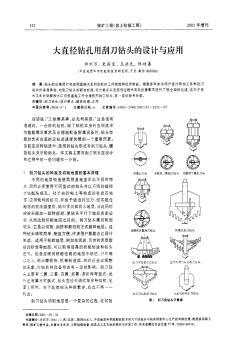
大直径钻孔用刮刀钻头的设计与应用 作者:许刘万,史兵言,王兴无,佟功喜 作者单位:中国地质科学院勘探技术研究所, 刊名:探矿工程-岩土钻掘工程 英文刊名:explorationengineering 年,卷(期):2001(z1) 被引用次数:3次 引证文献(3条) 1.高淑芳.张新华.李斌.马红月基于ansysworkbench的梳齿钻头结构强度分析[期刊论文]-探矿工程-岩土钻掘 工程2013(12) 2.聂金玲天津高新区117大厦超长桩钻孔施工技术[期刊论文]-探矿工程-岩土钻掘工程2012(6) 3.刘志峰.林文惜通过改进刮刀钻头解决硬塑粘土层钻孔施工的难题[期刊论文]-世界桥梁2004(3) 引用本文格式:许刘万.史兵言.王兴无.佟功喜大直径钻孔用刮刀钻头的设计与应用[期刊论文]-探矿工程-岩土钻 掘
格式:pdf
大小:74KB
页数:4P
人气:98
4.4

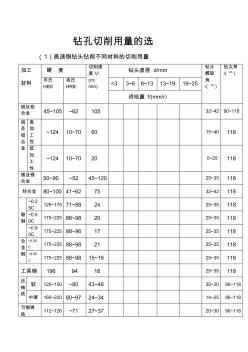
钻孔切削用量的选 加工 材料 硬度 切削速度v/ (m/ min) 钻头直径d/mm 钻头螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合金 45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁合金50~90~5245~1200.080.150.250.400.4825~35118 锌合金 80~10041~62750.080.1
热门文档 刮刀钻头结构及切削要素的经济性设计
格式:pdf
大小:66KB
页数:3P
人气:98
4.8
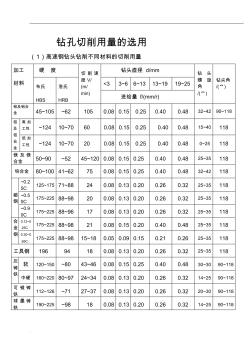
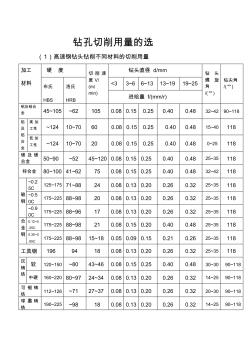
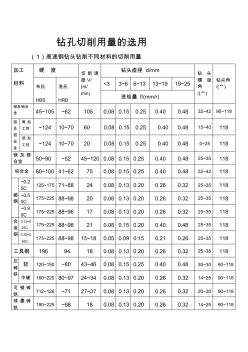
. . 钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35
格式:pdf
大小:66KB
页数:3P
人气:98
4.5

钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118 锌
格式:pdf
大小:379KB
页数:2P
人气:98
4.6
 基于ANSYS的硬质合金钻头切削变形的研究
基于ANSYS的硬质合金钻头切削变形的研究 通过ansys软件对硬质合金钻头在切削过程中的变形进行分析,分析过程中模拟钻头切削环境求出切削过程中钻头最大变形,并对试验值与理论计算值进行对比,确定硬质合金钻头最优的几何角度。根据分析结果试制了硬质合金钻头,进行切削性能试验,为钻头参数化设计提供理论依据。
格式:pdf
大小:632KB
页数:3P
人气:98
4.7
钳工切削刀的典型结构及在生产中的应用 冷冲模上刀口的刀具几何角度经过改进,创造了一种适用于手工加工的钳工刀具,通过几年的实践总结,得出了一整套钳工清角、修型腔、倒圆等钳工加工的方法,阐述了几种典型结构刀具的设计和加工方法。
精华文档 刮刀钻头结构及切削要素的经济性设计

格式:pdf
大小:67KB
页数:3P
人气:98
4.5
钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm钻头 螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb<33~66~1313~1919~25 进给量f/(mm/r) 铝及铝 合金45~105~6210532~4290~118 铝 及 铝 合 金 高 加 工 性 ~12410~706015~40118 低 加 工 性 ~12410~70200~25118 镁及镁 合金 50~90~5245~12025~35118 锌合金80~10041~627532~42118 碳 钢 ~0.2 5c125~17571~882425~35118 ~0.5 0c 175~22588~982025~35118 ~0.9 0c17
格式:pdf
大小:67KB
页数:3P
人气:98
4.7
钻孔切削用量的选 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118 锌
最新文档 刮刀钻头结构及切削要素的经济性设计
格式:pdf
大小:102KB
页数:5P
人气:98
4.3
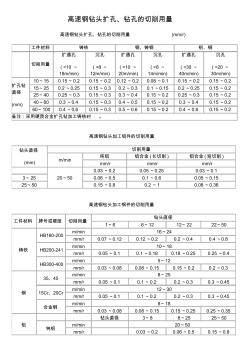
高速钢钻头扩孔、钻孔的切削用量 高速钢钻头扩孔、钻孔的切削用量(mm/r) 工件材料铸铁钢、铸钢铝、铜 切削用量 扩通孔 (=10~ 18m/min) 沉孔 (=8~ 12m/min) 扩通孔 (=10~ 20m/min) 沉孔 (=8~ 14m/min) 扩通孔 (=30~ 40m/min) 沉孔 (=20~ 30m/min) 扩孔钻 直径 (mm) 10~150.15~0.20.15~0.20.12~0.20.08~0.10.15~0.20.15~0.2 15~250.2~0.250.15~0.30.2~0.30.1~0.150.2~0.250.15~0.2 25~400.25~0.30.15~0.30.3~0.40.15~0.20.25~0.30.15~0.2 40~600.3~0.40.

格式:pdf
大小:227KB
页数:3P
人气:98
4.7
切削锥角对螺纹梳刀强度的影响 螺纹梳刀是一种多刀多齿同时加工螺纹的刀具,其加工螺纹的最大优势在于高效率,并且能保证工件的受力平衡。利用刀具受力模型,在ansys中对梳刀进行了有限元模拟,研究了切削锥角对螺纹梳刀强度的影响,结果表明:在不考虑其他因素的情况下,螺纹梳刀应力值最大点出现在第一或第二个刀齿的刀尖处,随着切削锥角的增大,梳刀的应力增大。分析结果可为螺纹梳刀的设计提供理论依据。
格式:pdf
大小:391KB
页数:未知
人气:98
4.7
XQG75球墨铸铁刮刀钻头 用球墨铸铁铸造地质刮刀钻头,比用焊接方法有以下优点:以铁代钢,加工容易,制做成本低。石油地质钻孔的钻进试验表明,这种钻头可取得较好的经济技术效益。
格式:pdf
大小:70KB
页数:未知
人气:98
4.7
瑞典SECO公司推出高切削效率的钨钢钻头CrownLoc 瑞典seco公司推出一种“皇冠(crownloc)”可更换式超微粒多层涂层钨钢钻头,可满足高速钻孔加工及其质量要求。seco皇冠钻头是高品质、高效率的切削刀具,每把刀柄最多可替换6种不同直径的钻头头部,如用一支15mm的钻头刀柄,可替换15mm、15.25mm、15.5mm、15.8mm、15.88mm的不同直径钻头头部,钻头磨耗后即更换一个新钻头,
格式:pdf
大小:357KB
页数:1P
人气:98
4.5
整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头 先进的槽形和排屑槽设计与独特的涂层相结合是corodrill860获得成功的关键。
格式:pdf
大小:66KB
页数:3P
人气:98
4.5
钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35118
文辑创建者
我要分享 >
职位:主任结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐