灌封胶质量检验标准
2025-01-19
灌封胶质量检验标准 近年来聚氨酯工业发展非常迅速,已成为化学工业中增长最快的行业,聚氨酯生产技术也越来越 成熟,产品越来越大众化及应用领域不断扩大 ,适应了时代发展的需求 . 晨旭作为行业技术的领先者和行业标准的第一起草单位 ,为维护聚氨酯市场的正常秩序和客户的 最终利益 ,有责任让客户了解产品的各项性能和劣质产品所带来的损害 , 慎重选择材料。 聚氨酯密封胶检验标准如下 : 1. 绿色环保 , 不含 VOC有机挥发物 .对人体无伤害 . 符合 ROHS标准。 2. 稳定性 , 通过双百实验 (温度 100oC,湿度 100%).在开水中蒸煮 48小时无变化 .。 3. 防水防潮,吸水率< 0.08% 4. 粘结力 . 拉伸等级 >0.8Mpa 断裂伸长率 >103% 5. 防霉 , 长霉等级: 0 级 6. 绝缘性能 . 体积电阻系数: 5.0×1010Ω.M 7. 阻燃

东莞锐嘉精密机械制造有限公司文件编号版次 wi0703-7v:2.2 标题:生效日期 喷涂质量检验标准2015-5-29 page1of4 喷 涂 质 量 检 验 标 准 批准审核 (发行印章) 编制 东莞锐嘉精密机械制造有限公司文件编号版次 wi0703-7v:2.2 标题:生效日期 喷涂质量检验标准2015-5-29 page2of4 一.目的与范围: 本要求规定了喷涂的检验标准和试验方法及抽检比例等,适用于公司零件喷涂后的质量验收. 二.检验内容与验收标准: 1.依图纸要求进行喷涂种类及外观检查. 1.1喷涂种类应与相关工艺图纸加工要求相一致. 1.2喷层应均匀、连续、色泽一致、无夹杂物;无缩孔、起泡、针孔、开裂、脱落、粉化、颗粒、流挂、露 底等缺陷;无特殊要求时一般不能出桔皮现象. 1.3零件的颜色、光泽
编辑推荐下载
格式:pdf
大小:30KB
页数:1P
人气:65
 4.5
4.5
文件名称文件编号 审批 检验对象检验项目检验内容检验方法工具检验标准 尺寸厚度、长度、宽度抽检卡尺厚度误差<0.02mm 表面划伤、划痕、破损、光度 、夹层 目视正常生产后能否去除 材质2cr13、3cr13、430#、304看标签目视符合采购要求 规格厚度、形状、大小等试装或尺量卡尺按样 湿度木材含水量测量≤130 材质、颜色木质及色泽目视对比按样 规格、尺寸长、宽、高测量尺按采购要求 字唛、条码、颜 色 字大小、清晰、错缺、歪斜量度目视尺按样 检验对象检验项目检验内容检验方法工具检验标准 工件尺寸工件尺寸、形状抽检、按样尺不允许缺料、按样 工件批锋切口、批锋、爆边抽检、目视工件不允许爆边 工件表面伤痕、划伤、夹层目视不允许影响最终产品质量 工件形状工件形状、轮廓、深度尺量、
格式:pdf
大小:104KB
页数:4P
人气:65
4.5
东莞锐嘉精密机械制造有限公司文件编号版次 wi0703-7v:2.2 标题:生效日期 喷涂质量检验标准2015-5-29 page1of4 喷 涂 质 量 检 验 标 准 批准审核 (发行印章) 编制 东莞锐嘉精密机械制造有限公司文件编号版次 wi0703-7v:2.2 标题:生效日期 喷涂质量检验标准2015-5-29 page2of4 一.目的与范围: 本要求规定了喷涂的检验标准和试验方法及抽检比例等,适用于公司零件喷涂后的质量验收. 二.检验内容与验收标准: 1.依图纸要求进行喷涂种类及外观检查. 1.1喷涂种类应与相关工艺图纸加工要求相一致. 1.2喷层应均匀、连续、色泽一致、无夹杂物;无缩孔、起泡、针孔、开裂、脱落、粉化、颗粒、流挂、露 底等缺陷;无特殊要求时一般不能出桔皮现象. 1.3零件的颜色、光泽
热门文档 灌封胶质量检验标准
格式:pdf
大小:62KB
页数:14P
人气:65
4.8
xxxxxx有限公司 通用质量检验标准(a版) 1.目的'k.?,x)?-?'~ 在顾客未提出特别要求时,明确本公司生产产品应达到的质量水平 及检验标准,明确原辅材料进货、产品储存运输应达到的质量水平。/^. s2eq1@(2.范围+`4v)o4f6g2u/] 本标准适用于本公司原材料采购、产品生产(含生产工序委外加工)、储 存和运输等过程的质量控制,适用于顾客没有特别规定的产品生产质量控 制与检验,适用于营业部门与顾客沟通、进行业务洽谈时参考,适用于生 产技术部在生产过程中进行工序生产质量控制,适用于生产技术部和品质 部对工序产品或成品进行检验,适用于全质办和品质部对采购、产品生产、 储存和运输等过程进行巡查或抽检。*j$c%g3h*bq:w+a 本标准不涉及公司生产设备及其所需的备件采购、备件委外加工。 3.
格式:pdf
大小:10KB
页数:5P
人气:65
4.5
1 服装质量检验标准 一、总体要求 1.款式配色准确无误; 2.尺寸在允许的误差范围内; 3.做工精良; 4.产品干净、整洁、卖相好。 二、外观要求 1.门襟顺直、平服、长短一致。前抽平服、宽窄一致,里襟不能长于门襟。 有拉链唇的应平服、均匀不起皱、不豁开。拉链不起浪。纽扣顺直均匀、间距相 等。 2.线路均匀顺直、止口不反吐、左右宽窄一致。 3.开叉顺直、注意裂口。 4.口袋方正、平服,袋口不能豁口。 5.袋盖、贴袋方正平服,前后、高低、大小一致。里袋高低。大小一致、 方正平服。 6.领缺嘴大小一致,驳头平服、两端整齐,领窝圆顺、领面平服、松紧适 宜、外口顺直不起翘,底领不外露。 7.肩部平服、肩缝顺直、两肩宽窄一致,拼缝对称。 8.袖子长短、袖口大小、宽窄一致,袖袢高低、长短宽窄一致。 9.背部平服、缝位顺直、后腰带水平对称,松紧适宜。 10.底边圆顺、平服
格式:pdf
大小:87KB
页数:12P
人气:65
4.5
302 1.1砂肋软体排 5.2.1材料 5.2.2施工要求 软体排铺设前,应探查原地基回淤情况,对超过0.5m厚的淤泥应 首先进行清淤。地基整平应首先将围堰区域内基底存在取砂坑填砂 整平,至与周围海床平齐。砂坑底部可采用吹填方式,基底外侧顶 部1.0m应抛填砂袋做压实,取砂坑回填应超出围堰坡趾线不少于 20m,之外自然放坡,并在坡面抛填袋装砂护坡。 土工织物的拼幅和接长,应采用工业缝纫机缝制,所用尼龙线的强 度不小于150n,其缝接方法采用“包缝”或“丁缝”;土工织物本 体及砂肋套等缝接处的强度应大于原土工织物拉伸强度的70%;缝 制允许偏差满足《水运工程土工合成材料应用技术规范》 (jtj239-2005)相关规定。 软体排土工布应加工成铺设块铺设,铺设块的宽度不宜小于6米, 长度应按设计长度预留一定的富裕量;软体排应铺进围堰堤脚线内 不小于6m,余排
格式:pdf
大小:59KB
页数:12P
人气:65
4.4
通用质量检验标准(a版) 1.目的 在顾客未提出特别要求时,明确本公司生产产品应达到的质量水平及检验标准, 明确原辅材料进货、产品储存运输应达到的质量水平。 2.范围 本标准适用于本公司原材料采购、产品生产(含生产工序委外加工)、储存和运输等 过程的质量控制,适用于顾客没有特别规定的产品生产质量控制与检验,适用于营业部门与 顾客沟通、进行业务洽谈时参考,适用于生产技术部在生产过程中进行工序生产质量控制, 适用于生产技术部和品质部对工序产品或成品进行检验,适用于全质办和品质部对采购、产 品生产、储存和运输等过程进行巡查或抽检。 本标准不涉及公司生产设备及其所需的备件采购、备件委外加工。 3.定义 质量标准——原辅材料进货和投入生产要求的质量项目、生产产品要求的质量项目、 储存和运输产品要求的质量项目、部门或车间工序人员工作过程的操作项目,应达到的水平。 检验标准——质管
格式:pdf
大小:76KB
页数:6P
人气:65
4.3
实业有限公司 文件编号版本页次 i-03-01a1 各工序质量检验标准(初稿) 制订单位 质量管理处 发行日期 2010年09月25日 生效日期 2010年10月01日 编写会签审核批准 技术部: 生产部: 质量部: 采购部: 实业有限公司 文件编号版本页次 i-03-01a2 各工序质量检验标准(初稿) 目的 为了提高公司产品的质量,确保我公司产品的使用性能和实用性。 把一切不合格的可能性控制在公司内部解决好。 范围 适用于公司生产部各班组 一:开料班质量检验标准: 1、所有开出的料都必须符合图纸要求的技术尺寸,误差控制在图纸要求的 尺寸范围。 2、所有经等离子、氧乙炔切割的材料都必须彻底清渣干净,切割面必须要 保证平、齐、光顺。 3、对原材料存在质量问题的材料应停止开料并及时向上级部门汇报。 4、所有材料经班长质检后报质检人
精华文档 灌封胶质量检验标准
格式:pdf
大小:118KB
页数:14P
人气:65
4.7
鸿嘉源科技整机质量检验标准 拟制:审核:批准: 鸿嘉源科技测试部 地址:宝安西乡固戍愉盛工业区12栋6楼 整机质量检验标准 1.0目的: 1.1本规程规定所有手机的成品品质接收标准,保证交付给顾客的产品都满足品质要求。 1.2将缺陷量化。 1.3提出了尽量客观地判断不符合缺陷的检测方法和标准。 2.0适用范围: 本规程适用于所有包装出货手机的成品检验要求。 3.0定义: 3.1缺陷等级定义: cri:criticaldefect,产品存在对使用者的人身及财产安全构成威胁的缺陷。一旦 发生这种缺陷,会造成所有客户退货 mai:majordefect,产品存在以下六种缺陷,为主要缺陷。 1.功能缺陷影响正常使用 2.性能参数超出规格标准 3.漏元件、配件及主要标识 4.多出无关标识及其他可能影响产品性能的物品 5.包装存在可能影响产品形象的
格式:pdf
大小:24KB
页数:11P
人气:65
4.8
一、吊顶 1、石膏板吊顶:(平面无造形)单位:m*2工艺要求: a现多采用由工厂加工生产的木方拼成网或通过木方与顶棚基层固定。 木方规格:25×30mm网格规格:300×300mm b吊顶纸面石膏一般用9mm厚石膏板并应用防锈螺钉固定在龙骨上。纸 面石膏板应在无应力状态下进行固定,防止出现弯棱凸鼓现象。 c纸面石膏板的长边应沿纵向次龙骨铺设。螺钉与纸面石膏板边距以 15~20mm为宜,钉距以150~170mm为宜,平均布置并与板面垂直,钉头嵌入石膏 板深度以0.5mm~1mm为宜并不使纸面破损,钉眼用石膏腻子抹平。 2、纸面石膏板:(有造形)单位:m2工艺要求: a简单造形处易用石膏板,如造型复杂用胶合板拼接且接缝处应按要求进 行板缝处理。(此项也适用于板材拼封管道,墙面外刷乳胶漆处) c胶合板可用钉子固定,钉距为8~150mm,钉长20

格式:pdf
大小:116KB
页数:6P
人气:65
4.6

顶好居家用品有限公司 文件编号 版次a/0 沙发质量检验标准 页次1 制定日期 1生产检验质量标准(特殊客户质量要求按客户标准) 1.1木架开料(实木) 序号质量检验要求缺陷等级 1不得使用烂木,断裂,严重缺料或树皮,结巴的木方严重问题 2不得使用昆虫尚在侵蚀的木材严重问题 3 实木材料要与物料表要求一致(如松木(本地松木,加拿大松)或杉木、 桦木;特别注意含水率的要求,注:我司出欧洲实木平均含水率在14%以内) 严重问题 4轻微腐朽材的面积不得超过部件面积的15%主要问题 5开料尺寸偏差长,宽在±2mm,厚度在±1mm主要问题 6开料的边缘有轻微的毛边、崩边、锯齿、波浪等外观性问题次要问题 1.2木架开料(板材) 1 板材类型要确认清楚(如mdf、pb板或pw,e0、e1或e2板、carb板、 fsc与非
格式:pdf
大小:3.7MB
页数:8P
人气:65
4.6

板式换热器喷漆外观质量检验规程 版本:2013.001 编制: 审核: 批准: 扬州派斯特换热器有限公司 1目的 确立公司喷漆工艺外观质量检验判定标准,以确保满足产品要求。 2范围 此标准适用于喷漆车间喷涂底漆、面漆的质量检查以及最终成品外观质量检查。 3等级分类 本公司油漆喷涂质量分为三个等级:a面(关键面)、b面(重要面)、c面(一般面)。 a级面(关键面):装配后经常看到的外表面,主要外观,客户一定注意或有要求的面。 b级面(重要面):不经常看到,但在一定条件下能看到的面,侧面或客户能够看到但 不会注意或没有严格要求的面。 c级面(一般面):一般看不到,或只有在装配过程中看到的面,内侧面,客户无法看 到的面。 4外观检验 4.1外观检验时,除了整体的大面外,须注意一些不容易喷漆或比较容易产生 缺陷的角落。 4.2涂层表面光滑、平整、均匀,表面不得有如下缺陷: a)
最新文档 灌封胶质量检验标准
格式:pdf
大小:703KB
页数:8P
人气:65
4.6
![钢构质量检验标准[详]](https://files.zjtcn.com/group1/M00/8D/D9/CgoBZ2A_QeSAK7KNAAA3wttLPKI379.jpg)
...... 学习参考 钢构制作质量检验标准 根据公司现有钢结构加工制作工艺,大致分为:1)拼板;(2)切割(3) 组立(4)埋焊(5)矫正(6)钻孔(7)拼装(8)焊接(9)喷砂(10)油 漆十个工序。针对以上工序参照《钢结构工程施工质量验收规范 gb50205-2001》中相关规范。拟制定各工序质量控制要求和工艺处罚标准。 一、所有工程必须严格按照图纸设计要求进行加工制作。相关标准参照《钢结 构工程施工质量验收规范gb50205-2001》中相关规范。 二、为保证产品质量,应落实好“三检”制度:自检、互检、专职检。各工序 应根据各自工序质量控制标准,严格自检,保证不合格的零部件不向下道工序转 交;工序之间要进行互检,达不到本工序质量要求的零部件不接收;质检人员要 全过程督查,针对各工序出现的问题,及时处理整改并处罚。 三、各工序质量标准 1
格式:pdf
大小:47KB
页数:3P
人气:65
4.5

质量标准文件 q/ft0110 外观件涂镀层质量检验标准 2008年11月日发布2008年11月日执行 北京福田环保动力股份有限公司发动机厂 文件编号:q/ft0110 版本号:a 修订次数:0 外观件涂镀层质量检验标准 发布日期:2008.9.10 执行日期:2008.9.15 第2页共2页 北京福田环保动力股份有限公司发动机厂 1目的 对发动机整机外观件涂层质量进行有效的检验和控制,指导检验人员进行涂层质量检验 的实际操作。 2适用范围 适用于北京福田环保动力股份有限公司发动机外观件涂镀层质量的检测。 3引用文件 q/fteo15-2006发动机整机防锈、包装技术标准 gb/t14293-1998人造气氛腐蚀试验一般要求 gb/t1771-91色漆和清漆耐中性盐雾性能的测定 qc
格式:pdf
大小:13KB
页数:5P
人气:65
4.3

双面多层pcb质量检验标准 双面多层pcb质量检验标准 作者:佚名文章来源:全网电子 范围:本标准适用于对产品的基材、金属涂覆层、阻焊、字符、外型、孔、翘曲度等项目的检验。 当此标准不适于某种手制造工艺或与客户要求不符时, 以与客户协议的标准为准。 1检验要求 3.1基(底)材: 3.1.1白斑网纹纤维隐现 白斑网纹如符合以下要求则可接受: (1)不超过板面积的5% (2)线路间距中的白斑不可占线距的50% 3.1.2晕圈分层起泡不可接受. 3.1.3外来杂物 基材的外来杂物如果符合以下要求则可接受: (1)可辨认为不导电物质 (2)导线间距减少不超过原导线间距的50% (3)最长尺寸不大于0.75mm 3.1.4基材不得有铜箔分层翘起,不得有纤维隐现的现象。 3.1.5基材型号符合规定要求 3.2翘曲
格式:pdf
大小:347KB
页数:33P
人气:65
4.5
建筑幕墙质量检验标准 页码:1/37 1.范围 本标准规定了幕墙制品(深圳)有限公司进行幕墙单元件物料供应、 加工制作过程中的构件、组件各项质量要求。 本标准仅适用于铝质工程有限公司在加工制作过程中对单元件构件、 组件的各项质量控制。 2.引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。 本标准发布时,所示版本均为有效。所有标准都会被修订,使用本标 准的各方应探讨使用下列标准的最新版本的可能性。 jgj/t1392001自2002年3月1日起施行《玻璃幕墙工程质量检验标准》 jgj102-2003《玻璃幕墙工程技术规范》 jg3035-1996《建筑幕墙》 gb3098.1《紧固件机械性能螺栓、螺钉、螺柱》 gb50300建筑工程施工质量验收统一标准 gb/t5237.5铝合金建筑型材 gb/t50205-2001钢结构工程质
格式:pdf
大小:666KB
页数:7P
人气:65
4.5
钢构制作质量检验标准 根据公司现有钢结构加工制作工艺,大致分为:1)拼板;(2)切割(3) 组立(4)埋焊(5)矫正(6)钻孔(7)拼装(8)焊接(9)喷砂(10)油 漆十个工序。针对以上工序参照《钢结构工程施工质量验收规范 gb50205-2001》中相关规范。拟制定各工序质量控制要求和工艺处罚标准。 一、所有工程必须严格按照图纸设计要求进行加工制作。相关标准参照《钢结 构工程施工质量验收规范gb50205-2001》中相关规范。 二、为保证产品质量,应落实好“三检”制度:自检、互检、专职检。各工序 应根据各自工序质量控制标准,严格自检,保证不合格的零部件不向下道工序转 交;工序之间要进行互检,达不到本工序质量要求的零部件不接收;质检人员要 全过程督查,针对各工序出现的问题,及时处理整改并处罚。 三、各工序质量标准 1.拼板质量标准 根据下料清单
格式:pdf
大小:6KB
页数:3P
人气:65
4.3
成品外观质量检验标准 一、面料质量接受标准 1、孔、破洞,不接受(含针孔)。 2、布疵及起结,不超过0.1cm直径。 3、粗纱、抽纱及起横不超过原纱之一倍。 4、色纱不接受。 5、阴阳色、色差不接受。 6、布灰、污渍不接受。 7、倒顺毛、死毛、长短毛及疏密毛不接受。 二、车缝工艺检验标准 1、针步要均匀,疏密相差每英寸不超过1针。(针距一般为:暗线、 级骨线12针/英寸,粗面线8针/英寸。) 2、起珠、跳针及断线不接受,非驳口驳线不接受。 3、间线要顺直,宽窄一致,不接受波浪纹,1/4双线,线与线距离偏 差±0.1cm内可接受。 4、线要按规定要求配色,不接受不符合规定之线色。明线车商标需 用配商标色线。 5、袋盖、领、门襟、介英等需跟实样车,需平整,不能露底、起止 口印,圆方角分明,大小、宽窄、高低不超过1/8,下角不能翘角 及有长短。 6、开袋:四角分明,需平整,袋口不
格式:pdf
大小:41KB
页数:2P
人气:65
4.7
涂装件外观质量检验标准 1适应范围 本标准适用于青云机电有限公司涂装件检验。 2检查的一般条件 2.1对检查场所如未特别指定。则一般应在不直接受日光照射无对检查有不良影 响的热气体、蒸气、灰尘等通风极小的环境中进行检查; 2.2涂装面不干净时,应用棉纱擦拭干净(附:有油脂类时应用溶剂汽油擦拭) 烤漆方式为双组份烤漆; 2.3用作检查的零件中必须从按照所规定的涂装标准制作的成品中抽取; 2.4用于检查的零件经硬化干燥后应按表1所规定的时间放置再作检查。 最少放置时间24h48h72h 干燥方法烘干自然干燥及强制干燥 涂料名称 环氧树脂涂料 聚酯类涂料 氨基醇酸树脂涂料 水容性树脂涂料 硝基漆 高固体份光漆 丙稀酸漆 聚脂类涂料 聚氨酯涂料 3术语含义 3.1.1主视面(a面):在成车状态下,能直接一目了然,用肉眼能看见的地方或直 接受暴风雨侵袭的地方。
格式:pdf
大小:21KB
页数:2P
人气:65
4.3
灌封胶 灌封就是将液态聚氨脂复合物用机械或手工方式灌人装有电子元件、线路的器件内,在 常温或加热条件下固化成为性能优异的热固性高分子绝缘材料。这个过程中所用的液态聚氨 脂复合物就是灌封胶。 封胶简介 灌封胶,用于电子元器件的粘接,密封,灌封和涂覆保护。灌封胶在未固化前属于液 体状,具有流动性,胶液黏度根据产品的材质、性能、生产工艺的不同而有所区别。灌封胶 完全固化后才能实现它的使用价值,固化后可以起到防水防潮、防尘、绝缘、导热、保密、 防腐蚀、耐温、防震的作用。电子灌封胶种类非常多,从材质类型来分,使用最多最常见的 主要为3种,即环氧树脂灌封胶、有机硅树脂灌封胶、聚氨酯灌封胶,而这三种材质灌封 胶又可细分几百种不同的产品。 灌封是聚氨脂树脂的一个重要应用领域。已广泛地用于电子器件制造业,是电子工业不 可缺少的重要绝缘材料。 作用 它的作用是:强化电子器件的整体性,提高对
格式:pdf
大小:28KB
页数:3P
人气:65
4.5
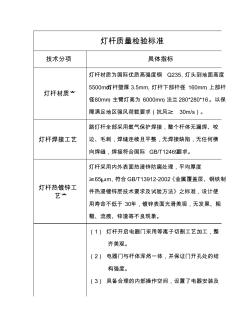
灯杆质量检验标准 技术分项具体指标 灯杆材质* 灯杆材质为国际优质高强度钢q235,灯头到地面高度 5500mm灯杆壁厚3.5mm,灯杆下部杆径160mm,上部杆 径80mm;主臂灯高为6000mm,法兰280*280*16。以保 障满足地区强风荷载要求(抗风≥30m/s)。 灯杆焊接工艺 路灯杆全部采用氩气保护焊接,整个杆体无漏焊、咬 边、毛刺,焊缝连续且平整,无焊接缺陷,无任何横 向焊缝,焊接符合国际gb/t12469要求。 灯杆热镀锌工 艺* 灯杆采用内外表面热浸锌防腐处理,平均厚度 ≥65μm,符合gb/t13912-2002《金属覆盖层、钢铁制 件热浸镀锌层技术要求及试验方法》之标准,设计使 用寿命不低于30年,镀锌表面光滑美观,无发黑、粗 糙、流痕、锌渣等不良现象。 (1)灯杆开启电器门采用等离子切割工艺加工,整 齐美观。 (2)电器门与杆体浑然一体,并保
格式:pdf
大小:89KB
页数:8P
人气:65
4.6
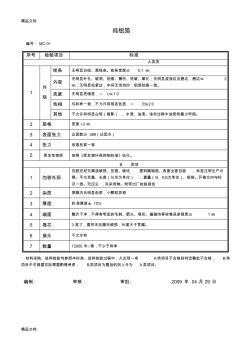
精品文档 精品文档 纯铝箔 编号:mc-01 序号检验项目标准 a类项 1 外 观 线条无明显白线、黑线条。线条宽度≤0.1㎜ 外观 无明显针孔、破洞、划痕、擦伤、死皱、氧化;无明显波浪边及翘边,翘边≤2 ㎜;无明显松紧边,中间无泡泡纱;铝箔纹路一致。 亮度无明显亮暗差,△l≤1.0 色相与标样一致,不允许有明显色差,△e≤2.0 其他不允许有明显白斑(暗影)、水渍、油渍。涂布过程中涂层附着力牢固。 2规格宽度+2㎜ 3表面张力达因数≥38#(达因水) 4张力收卷松紧一致 5挥发性物质按照《挥发物环保控制标准》执行。 b类项 1包装外观 包装完好无潮湿破损、压痕、皱纹.塑料膜端面、表面全面包装.标签注明生产日 期、平方克重、长度(以米为单位)、重量(以kg为单位)、规格。开卷方向与标 识一致。无灰尘,夹
文辑创建者
我要分享 >
职位:电气助理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐