管管对接45度焊接汇总
2025-01-17
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊 2G(焊条电弧焊) 、管状 45 o固定焊 6G (焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般不准 调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选手允 许自带工具规定) 。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转卡, 对认可合格的应签上姓名,对不符合组对要求的应通知选手重新组对,未 经检查合格认可的试件,一律不能用于比赛。 7、试件组对规定如下:

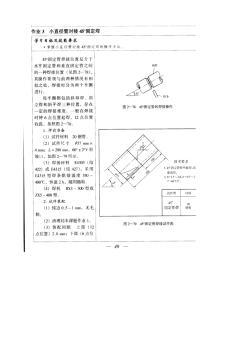
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊2g(焊条电弧焊)、管状45o固定焊 6g(焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组 对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般 不准调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调 换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选 手允许自带工具规定)。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转 卡,对认可合格的应签上姓名,对不符合组对要求的应通知选手重新 组对,未经检查合格认可的试件,一律不能用于比赛。 7、试
管管对接45°固定焊
编辑推荐下载
格式:pdf
大小:27KB
页数:2P
人气:53
 4.4
4.4
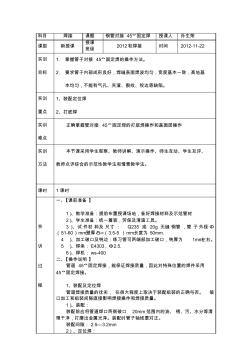
科目焊接课题钢管对接45°固定焊授课人孙生荣 课型新授课 授课 班级 2012秋焊接时间2012-11-22 实训 目标 1.掌握管子对接45°固定焊的操作方法。 2.要求管子内部成形良好,焊缝表面焊波均匀,宽度基本一致,高地基 本均匀,不能有气孔、夹渣、裂纹、咬边等缺陷。 实训 重点 1、装配定位焊 2、打底焊 实训 难点 正确掌握管对接45°固定焊的打底焊操作和盖面层操作 实训 方法 本节课采用学生观察、教师讲解、演示操作、师生互动、学生互评、 教师点评综合的示范性教学法和情景教学法。 课时1课时 实 训 过 程 一、【课前准备】 1)、教学准备:提前布置授课场地,备好焊接材料及示范管材 2)、学生准备:统一着装,劳保及清渣工具。 3)、试件材料及尺寸:q235或20g无缝钢管,管子外径φ (51-60)mm,壁厚δ=(3.5-5)
格式:pdf
大小:88KB
页数:2P
人气:53
4.6
 管道对接全熔透埋弧焊焊接
管道对接全熔透埋弧焊焊接 分析了管道i形坡口对接全熔透埋弧焊的技术难点,提出了技术解决方案,并根据技术解决方案成功地进行了运河循环水管道的焊接。
热门文档 管管对接45度焊接汇总
格式:pdf
大小:85KB
页数:1P
人气:53
4.8
20钢管-管对接的焊接工艺 分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
格式:pdf
大小:22KB
页数:3P
人气:53
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)
格式:pdf
大小:87KB
页数:10P
人气:53
4.7

目录 一、工程概况......................................................................................1 二、施工部署......................................................................................1 三、施工准备......................................................................................1 1、作业准备..................................................................................1 2、生产准备....
格式:pdf
大小:87KB
页数:10P
人气:53
4.7

目录 一、工程概况......................................................................................1 二、施工部署......................................................................................1 三、施工准备......................................................................................1 1、作业准备..................................................................................1 2、生产准备....
精华文档 管管对接45度焊接汇总
格式:pdf
大小:33KB
页数:6P
人气:53
4.7
1.目的和适用范围 1.1目的:控制钢管管口焊接质量 1.2适用范围:适用于钢管(含碳量小于或等于0.30%的碳素钢、低合金结构钢、低 温钢、耐热钢、不锈钢、耐热耐蚀高合金钢)管道接口焊接。 2.编制依据 《工业金属管道工程施工及验收规范》(gb50235-97) 《现场设备、工业管道焊接工程施工及验收规范》(gb50236-98) 3.作业前准备 3.1人员:焊接技术人员—具有1年以上焊接实践; 焊接质检人员—具有焊接经验和技术水平; 无损探伤人员—经国家授权的专业考核机构考核合格; 焊接人员—经相关部门培训并考试合格的焊工; 焊接热处理人员—经专业培训。 3.2焊接设备:电焊机、角磨机、千斤顶、电缆等满足焊接所需要数量的设施设备。 3.3材料:焊条、焊丝、焊剂。材料符合设计文件的规定。材料必须具有制造厂的质量 证明书,其质量不得低于国家现行标准的规定。 3.4

格式:pdf
大小:323KB
页数:10P
人气:53
4.5
焊接工艺评定资料 (wpq) 编号:dz/wpq-17 名称:wcb与a105 用j422手工电弧焊的对接焊工艺评定 执行标准:asme锅炉及压力容器规范1x 《焊接和钎焊评定标准》 母材型号:wcb与a105 焊材型号(牌号):e4303(j422) 完成日期: 大众阀门集团有限公司 wpq资料目录 序号资料名称资料编号页数 1焊接工艺指导书(wps)w/j4-173 2焊接工艺评定报告(pqr)dz/pqr- 17 3 3 评定检验原始记录与报告pqr附录7 ①机械性能报告附-11 ②质量证明书附-21 ③焊工技能资格评定记录附-31 ④试样外观检查记录附-41 ⑤焊材化学成分分析附-51 ⑥焊接操作记录附-61 焊接工艺指导书 wps 编号:w/j4-17 执行标准
格式:pdf
大小:883KB
页数:4P
人气:53
4.6
20钢管道对接埋弧自动焊接温度场模拟 管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法,建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工艺参数的选取起到导向作用.
格式:pdf
大小:437KB
页数:4P
人气:53
4.6
文章编号:1003-1251(2007)02-0038-04 20钢管道对接埋弧自动焊接温度场模拟 董 洁,莫春立,单庆成,王琛元 (沈阳理工大学材料科学与工程学院,辽宁沈阳110168) 摘 要:管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法, 建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度 以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计 算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过 改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工 艺参数的选取起到导向作用. 关键词:焊接;温度场;有限元;热循环 中图分类号:tg444 文献标识码:a thesim
最新文档 管管对接45度焊接汇总
格式:pdf
大小:23KB
页数:1P
人气:53
4.6
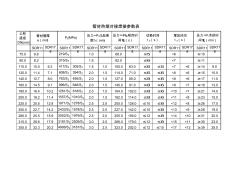
公称 直径 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0
格式:pdf
大小:107KB
页数:2P
人气:53
4.4
多层波纹管直边段对接的焊接工艺评定 近年来,多层膨胀节的应用十分广泛。多层波纹管与单层波纹管相比.有较大的变形补偿能力与强度,同时还可用不同的材料制作波纹管的内层和外层,以适应管道的不同使用环境.尤其在温差较大的换热设备和管道中.多层与单层波纹管相比有更多的优越性.
格式:pdf
大小:659KB
页数:3P
人气:53
4.4
下向焊大口径管对接接头焊接缺陷分析 为提高下向焊大口径管的焊接质量,针对下向焊大口径管的焊接工艺特点,选择适当的射线透照工艺和技术参数,对下向焊大口径管对接焊缝进行100%x射线探伤。通过所拍x光底片,分析焊接时生成缺陷的类型、位置以及产生原因。
格式:pdf
大小:724KB
页数:2P
人气:53
4.8
首先,普及下焊接知识:焊接是通过加热、加压,或两者并用,使两工件 产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用 于非金属。金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。熔 焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊 时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动, 冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高 温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水 蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷, 恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例 如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧 和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛
格式:pdf
大小:11KB
页数:6P
人气:53
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式 和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用 指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2
格式:pdf
大小:11KB
页数:6P
人气:53
4.5
标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用 指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要
格式:pdf
大小:26KB
页数:1P
人气:53
4.7

1 2 4 5 6 7 8 9 10 11 12 13 14 轨道接头对接、接头焊接工时表单位:h/头 序 号 型号截面尺寸(mm) 顶宽×轨高×底宽宽 理论重量 (kg/m) 对接工时 (h/头) 焊接工时 (h/头) 焊后修磨 (h/头) 合计 (h/头) 3.9 p12250×780.730.734 p11(240×95) 2.5 0.680.7 0.824.5 300×85 p18(300×100)3.10.990.87 3p15 280×82 2.70.97 5 p22320×88 3.54 1.1715.7 p24360×98 6.5 p38400×1004.41.811.287.5 1.241.025.8 p30(360×110)3.921.461.12 8.1 p5070×152×1324.922.
格式:pdf
大小:367KB
页数:1P
人气:53
4.5
45号钢的焊接性的研究 电机公司与日本三菱公司合作的核电项目中,汽轮发电机机座的吊攀的母材采用的是45号钢。另外,在韩国党津的水轮机也采用45号钢作为大轴主要材料。此研究主要从45号钢与q235b的焊接;45号钢作为基体母材,堆焊er316焊材,两个方向来研究45号钢的焊接性。
格式:pdf
大小:97KB
页数:未知
人气:53
4.5
热电偶温度套管管座的焊接及热处理工艺 根据大坝电厂4号机汽机侧主蒸汽管热电偶管座焊缝的特点和要求,介绍了主要蒸汽管热电偶管座对接焊缝焊接工艺及热处理工艺措施,为以后解决将原焊缝切割后重新安装新热电及如何保证焊缝质量提供了充分的依据。
格式:pdf
大小:194KB
页数:10P
人气:53
4.7
内蒙古伊东集团东兴化工氯碱 综合利用项目 纯钛管道焊接作业指导书 批准: 审核: 编制: 中国化学工程第十六建设公司 内蒙东兴化工氯碱项目经理部 2011年11月28日 目录 1、编制说明.............................................2 2、编制依据.............................................2 3、钛管的焊接性分析.....................................2 4、焊接施工程序(见下页..................................3 5、焊接工艺.............................................3 6、质量指标和检测手段......................
文辑创建者
我要分享 >
职位:公路工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐