国家标准GB1300-1977焊接用钢丝
2024-06-03
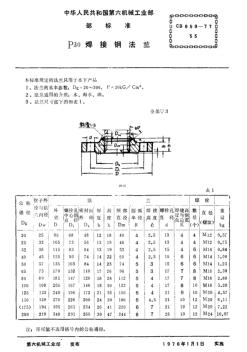
焊接用钢丝 GB 1300—77 钢 种 序 号 钢 号 化 学 成 分 (%) 牌 号 代号 碳 锰 硅 铬 镍 钼 钒 其他 硫 磷 不大于 碳 素 结 构 钢 1 焊 08 H08 ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.040 0.040 2 焊 08 高 H08A ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.030 0.030 3 焊 08 特 H08E ≤0.10 0.30-0.55 ≤0.03 ≤0.20 ≤0.30 0.025 0.025 4 焊 08 锰 H08Mn 0.80-1.10 ≤0.07 ≤0.20 ≤0.30 0.040 0.040 5 焊 08 锰高 H08MnA ≤0.10 0.80-1.10 ≤0.07 ≤0.20 ≤0.30 0.030 0.030 6 焊 15 高 H15A 0.11-0.1

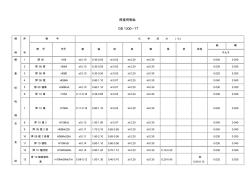
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1

焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/焊接质量保
编辑推荐下载
格式:pdf
大小:30KB
页数:3P
人气:70
 4.5
4.5
宝山钢铁股份有限公司企业标准 q/bqb511-2003 焊接用钢盘条代替q/bqb511-1998 1范围 本标准规定了焊接用钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包 装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的用于制造手工电弧焊焊条芯和气体熔焊、埋弧 自动焊、电渣焊和气体保护焊焊丝的焊接用钢无扭控冷热轧盘条。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适 用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t
热门文档 国家标准GB1300-1977焊接用钢丝
格式:pdf
大小:177KB
页数:7P
人气:70
4.6
中华人民共和国国家标准 gb/t14450—1993 胎圈用钢丝 beadwire 1主题内容与适用范围 本标准规定了轮胎胎圈用钢丝的尺寸、外形、重量、技术要求、试验方法、检验规则、包 装、标志及质量证明书。 本标准适用于制造汽车、拖拉机、飞机及其他运载车辆的轮胎胎圈中钢丝束所用的碳素圆 钢丝。 2引用标准 gb228金属拉伸试验法 gb238金属线材反复弯曲试验方法 gb239金属线材扭转试验方法 gb2103钢丝验收、包装、标志及质量证明书的一般规定 gb4354优质碳素钢盘条 3分类及代号 3.1钢丝按工艺状态分二类: 回火胎圈钢丝(以下简称“回火钢丝”)ht 冷拉胎圈钢丝(以下简称“冷拉钢丝”)lt1) 注:1)冷拉钢丝为保留产品,不推荐使用。 3.2交货钢丝的工艺状态应在订货合同中注明。 4尺寸、外形、重量 4.1尺寸 4.
格式:pdf
大小:8KB
页数:3P
人气:70
4.4
yb/txxxx-xxxx 《刹车软管用碳素钢丝》行业标准 编制说明 1、工作概况 1.1任务来源 刹车线是汽车、摩托车的重要的部件,任何的机械损伤都可能造成安全事故,所以刹车 线的外部有刹车软管保护。刹车软管是碳素钢丝经过压扁后螺旋盘绕,以此为骨架,用橡胶 包覆而成。这就要求刹车软管用碳素钢丝不仅需要合适的强度、弹性、韧性,而且能够保证 其后加工过程所需的塑性变形能力。 刹车软管采用高性能碳素钢丝,运用钢丝螺旋预成型原理,精密设计制造而成。其关键 部件是碳素钢丝,而现行的gb/t4357—2009《冷拉碳素弹簧钢丝》标准无法满足刹车线管 的设计和制造要求,我国尚无刹车软管用碳素钢丝国家和行业标准。从市场经济的发展来看 产品逐步趋向专业化、个性化发展,制定本标准已是必然。制定《刹车软管用碳素钢丝》, 对统一协调、规范化地发展和提高刹车软管的质量水平,
格式:pdf
大小:11KB
页数:6P
人气:70
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式 和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用 指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2
格式:pdf
大小:41KB
页数:7P
人气:70
4.8
. '. 焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表 示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化 表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝 坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使 用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量 要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量 要求 gb/tl2468.4--1998焊接质量保证金属材料
精华文档 国家标准GB1300-1977焊接用钢丝
格式:pdf
大小:139KB
页数:4P
人气:70
4.4

1/4 电梯用钢丝绳 gb8903—88 中华人民共和国冶金工业部1988—02—29批准1989—07—01实施 本标准适用于乘客电梯或载货电梯的曳引用钢丝绳。 本标准不适用于建筑工地升降机,矿井升降机以及不在永久性导轨中间运行的临时性升降机用钢丝绳。 本标准等效采用iso4344—83《电梯用钢丝绳》。 1结构、尺寸、外形和重量 1.1结构和直径 钢丝绳的结构和直径应符合表1的规定。 表1 钢丝绳结构公称直径,mm 6×19s+nf6,8,10,11,13,16,19,22 8×19s+nf8,10,11,13,16,19,22 经供需双方协商,在符合国家有关的安全规程前提下,可提供其他结构、直径的电梯钢丝绳。 1.2直径允许偏差 钢丝绳直径允许偏差应符合表2的规定。 表2 公称直径 mm 允许偏差,
格式:pdf
大小:12KB
页数:6P
人气:70
4.3
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求
格式:pdf
大小:12KB
页数:6P
人气:70
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求
格式:pdf
大小:12KB
页数:6P
人气:70
4.4
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求
格式:pdf
大小:11KB
页数:6P
人气:70
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量要求
最新文档 国家标准GB1300-1977焊接用钢丝
格式:pdf
大小:16KB
页数:16P
人气:70
4.6
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分

格式:pdf
大小:242KB
页数:2P
人气:70
4.5
 GB/T 13793—2008《直缝电钢管》国家标准综述
GB/T 13793—2008《直缝电钢管》国家标准综述 介绍了gb/t13793—2008《直缝电焊钢管》国家标准的修订原则、主要技术内容修改情况等。
格式:pdf
大小:165KB
页数:11P
人气:70
4.5
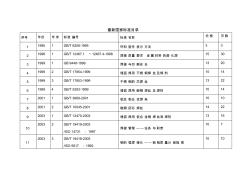
最新国家标准目录 序号年份年序标准编号标准名称价格页数 119951gb/t6208-1995钎料型号表示方法33 219981gb/t12467.1~12467.4-1998焊接质量要求金属材料的熔化焊1530 319991gb9448-1999焊接与切割安全1320 419992gb/t17854-1999埋弧焊用不锈钢焊丝及焊剂1014 519993gb/t17853-1999不锈钢药芯焊丝1322 619994gb/t5293-1999埋弧焊用碳钢焊丝及焊剂1014 720011gb/t3669-2001铝及铝合金焊条1010 820012gb/t10045-2001碳钢药芯焊丝142
格式:pdf
大小:12.2MB
页数:54P
人气:70
4.5
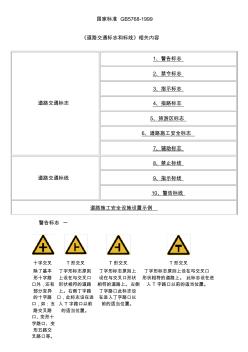
国家标准gb5768-1999 《道路交通标志和标线》相关内容 道路交通标志 1、警告标志 2、禁令标志 3、指示标志 4、指路标志 5、旅游区标志 6、道路施工安全标志 7、辅助标志 道路交通标线 8、禁止标线 9、指示标线 10、警告标线 道路施工安全设施设置示例 警告标志一 十字交叉t形交叉t形交叉t形交叉 除了基本 形十字路 口外,还有 部分变异 的十字路 口,如:五 路交叉路 口、变形十 字路口、变 形五路交 叉路口等。 丁字形标志原则 上设在与交叉口 形状相符的道路 上。右侧丁字路 口,此标志设在进 入t字路口以前 的适当位置。 丁字形标志原则上 设在与交叉口形状 相符的道路上。左侧 丁字路口此标志设 在进入丁字路口以 前的适当位置。 丁字形标志原则上设在与交叉口 形状相符的道路上。此标志设在进 入t字路口以前的适当位置。 五路以上 的路口均 按十字路 口
格式:pdf
大小:44KB
页数:6P
人气:70
4.4

深冲压用冷轧薄钢板和钢带 gb5213-85 本标准适用于汽车拖拉机等工业深冲复杂摘自零折用的低碳优质冷轧薄钢板和钢带 1分类代号 1.1特别高级的精整表面1 高级的精整表面2 较高的精整表面3 1.2钢板和钢带按拉延级别分为三级: 用于冲制摘自最复杂的零件zf 用于冲制拉延很复杂的零件hf 用于冲制拉延复杂的零件f 1.3f 2尺寸外形重量 2.1尺寸及允许偏差 2.1.1.钢板的厚度宽度长度和钢带的厚度宽度应符合gb708-65《轧制薄钢板品种》表1的规定。经供需双方协议, 也可供应非标准规格的钢板和钢带。 2.1.2.成卷供货的钢带内每项应在合同中注明 2.1.3.进取度允许偏差 2.1.3.1钢板和钢带的厚度允许偏差应符合表1规定 公称厚度 厚度允许偏差 宽度≤2000
格式:pdf
大小:13KB
页数:1P
人气:70
4.4
“焊接吊链”国家标准GB/T20652-2006开始实施 由国家质检总局、国家标准委批准、发布的《m(4)、s(6)和t(8)级焊接吊链》gb/t20652-2006国家标准正式颁布并从2007年3月1日开始实施。该标准为推荐性标准,由中煤张家口煤矿机械有限责任公司圆环链分厂负责起草。
格式:pdf
大小:122KB
页数:未知
人气:70
4.6
ER55-Ti焊接用钢的生产试制 利用现有工艺装备,转炉高拉碳补吹氩气,出钢c≤0.04%,p≤0.010%;lf精炼减少钢中气体和夹杂;连铸全程保护浇铸,并采用结晶器和末端电磁搅拌技术,降低钢中夹杂物,提高连铸坯质量;优化孔型设计,控制轧制温度、吐丝温度、冷却速度等控制产品的组织性能及尺寸精度.承钢研发的er55-ti焊接用钢热轧盘条,产品成分达到内控要求,组织正常,性能稳定,表面质量较好,完全满足用户拉拔、焊接要求.
文辑创建者
我要分享 >
职位:水文水资源工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐