钢结构产品包装
2024-06-05
钢 结 构产 品 包 装 1.螺纹类构件 螺纹类构件未粗细不等的圆钢, 不能直接在产品上进行标识。 应 采用废钢板(涂白漆)、镀锌板或不锈钢板,切成 100×100,并在板 的一边打一个 φ10左右的孔用黑色记号笔对构件进行详细标识(工 程名称、构件名称、图号、编号、长度等主要参数) ,用细铁丝挂到 打好捆的构件上。下面对该类构件的包装分别进行说明: 1.1拉条。拉条用电工用塑料扎带进行打捆,每 10根一小捆,每 50 根一打捆。打捆后,两端的螺纹部分用编织袋或彩条布等进行保护。 1.2柱间支撑、水平支撑用铅丝每 5根打一捆,螺纹部分(每根)用 编织袋或彩条布等进行保护。 1.3地脚螺栓用铅丝每 10根打一捆,螺纹部分涂黄油后, 每根地脚螺 栓要用编织袋或彩条布等进行保护。 2大型钢构 2.1钢梁、钢柱根据构件的截面和节点板、端头板、地脚板的具体情 况进行包装,可以每 10根一捆或每 5


文件编号: 产品包装材料 验证报告 拟制日期年月日 审核日期年月日 批准日期年月日 版号生效日期年月日 xxxx有限公司 产品包装材料验证报告 一、总则 1包装材料的要求 依据:yy/t0681.1、yy/t0313、yzb/国xxxx《xxxx》产品注 册标准。 用作制造xxxx的包装材料原料是原始材料,应有原料的来源, 明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2包装材料的设计必须在满足原定用途的条件下,把对使用者或患者 的安全造成危害的可能性降低到最小程度。 2.1包装材料与xxxx的相容性(即包装与医疗器材相互无不良影 响):主要考虑的有:拟包装的医疗器械的大小和形状,对物理和其 它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击, 静电放射的敏感性。 2.2包装
钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品的制 造满足设计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度,防止 不合格品流入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在检定 合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研究及 协商提出处理意见。 四、引用的主要技术标准与规范: 1.gb50205-2001《钢结构工程施工质量验收规范》 2.jgj81-2002《建筑钢结构焊接技术规程》 3.gb50300-2001《建筑工程施工质量验
编辑推荐下载
格式:pdf
大小:269KB
页数:24P
人气:60
 4.7
4.7
钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品 的制造满足设计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度, 防止不合格品流入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在 检定合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研 究及协商提出处理意见。 四、引用的主要技术标准与规范: 1.gb50205-2001《钢结构工程施工质量验收规范》 2.jgj81-2002《建筑钢结构焊接技术规程》 3.gb50300-2001《建筑工程施工质量验收
格式:pdf
大小:1015KB
页数:21P
人气:60
4.4
精心整理 钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品的制造满足设 计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度,防止不合格品流 入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在检定合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研究及协商提出处 理意见。 四、引用的主要技术标准与规范: 1.gb50205-2001《钢结构工程施工质量验收规范》 2.jgj81-2002《建筑钢结构焊接技术规程》 3.gb50300-2001《建筑工
热门文档 钢结构产品包装
格式:pdf
大小:27KB
页数:3P
人气:60
4.6

产品包装实施细则 1目的和范围 对产品进行包装,防止损坏、污染,特制定本细则。 本办法适用于各类产品(服装)的包装。 2职责 2.1车间或库房负责产品包装。 2.2技术质管部负责包装箱设计和包装检验。 2.3供应部负责提供内外包装箱(袋)等材料。 3实施步骤 3.1业务部根据合同或订单要求,发出交货通知。 3.2库房根据通知要求,作好交付产品的配套和包装材料的准备工作。 3.3包装的实施 包装包括单件(套)包装和装箱包装。 3.3.1夏装包装要求 3.3.1.1上衣包装 (1)纸板骨架包装 a.上衣扣好扣子,以纸板作骨架折叠,袖子平展,折叠于纸板背面,领子平整,领口处 呈“▽”字形,整件上衣平展,三折; b.下衣。两裤腿合叠平展后,再三折; c.将上、下前(上衣在上)置于塑料袋中。 (2)有衣架的包装 a.上衣平整套在衣架上,扣好扣,下衣平展悬挂在衣架下部; b.将上下衣装于塑料袋中
格式:pdf
大小:306KB
页数:24P
人气:60
4.6
天津市建工工程总承包有限公司文件题名:钢结构产品制造工程 工艺标准共24页 -361- 钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品 的制造满足设计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度, 防止不合格品流入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在 检定合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研 究及协商提出处理意见。 四、引用的主要技术标准与规范: 1.gb50205-2001《钢结构工程施工质量验收规范》 2
格式:pdf
大小:158KB
页数:4P
人气:60
4.5
文件名称产品包装设计规范总则文件编号 编制人员审核批准 编制日期修订日期实施日期 1.0目的 为了规范公司产品包装作业的运作,保证产品能满足客人的要求,保护产品在运输中不受破坏,特制定本 规范。 2.0适用范围 本规范适用于公司所有产品的包装。 3.0参考标准 gb5033-85出口产品包装用瓦楞纸箱 gb5034-85出口产品包装用瓦楞纸板 4.0内容 4.1产品包装设计原则 4.1.1满足客户要求 所有包装设计特别是每箱的装箱数量必须满足客户要求,在没有征得客户同意下,不可私自作有关改动,如 发现客户要求有较大问题时,可同客户交流后由客户定夺。 4.1.2低成本原则 包装设计时要做到成本最低,效果最好。 4.1.3安全原则 包装设计时必须充分考虑包装材料对所包装产品保护的安全性,不
格式:pdf
大小:187KB
页数:20P
人气:60
4.3
天津市建工工程总承包有限公司文件题名:钢结构安装工程 工艺标准第8页页数:共20页 -385- 钢结构安装工程 一、目的:本标准规定了本公司钢结构产品安装的技术标准,用以保证安装质量满 足设计及规范的要求。 二、适用范围:本标准适用于本公司钢结构产品安装过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构产品安装检验和验收的统一标准。 2.钢结构产品安装工序必须实行“自检、互检和专检”的三级质量检验制度,防 止不合格品流入下道工序。 3.安装检验所使用的仪器、量具等,必须经过专业检定部门检定周期内合格。 四、引用的主要技术标准与规范: 本作业指导书引用的主要技术标准与规范有: 1.gb50205-2001《钢结构工程施工质量验收规范》 2.jgj81-2002《建筑钢结构焊接技术规程》 3.gb50300-2001《建筑工程施
格式:pdf
大小:1.5MB
页数:6P
人气:60
4.5
led灯具产品包装标识佛山联盟标准 前言 本标准按照gb/t1.1-2009《标准化工作导则》的规定编写。 本标准由led灯具产品包装标识佛山标准联盟提出。 本标准起草单位:佛山市技术标准研究院、佛山市照明灯具协会、顺德区照明电器协会、中山大学佛山研 究院、佛山电器照明股份有限公司、佛山市国星光电股份有限公司、佛山市蓝箭电子有限公司、广东昭信 灯具有限公司、广东美的照明电气制造有限公司、佛山市中昊光电科技有限公司、佛山市凯西欧灯饰有限 公司。 标准主要起草人: led灯具产品包装标识通则 1范围 本标准规定了led灯具产品包装标识的基本要求、标识内容。 本标准适用于直接提供给消费者的led灯具产品包装标识,不同产品可根据其产品应用要求,增加其他需 标注的相关性能或信息。 2规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本
精华文档 钢结构产品包装
格式:pdf
大小:8KB
页数:1P
人气:60
4.6
钢结构产品的应用以及特点 近几年,随着国内钢铁工业的资产重组、资源整合、结构调整,钢铁产品和钢铁技术正 在不断提升和发展。在我国当前的钢材消费市场中,建筑业用钢量最大,而其主要的应用形 式就是钢结构产品的应用。 当前我国的钢结构市场产品主要有以下特点 (1)通用中厚板的市场需量较大,产出也大但是附加值相对较低,高强度中厚板、特厚板 的需求在逐步扩张压缩通用中厚板的市场空间; (2)彩色钢板、镀锌板的市场份额基本稳定,行业供给能力逐渐过剩; (3)热轧h型钢的产能急剧扩张,在产品结构中的份额快速提升; 而高层钢结构市场方面,在我国刚刚启动,且进入高层钢结构市场的门槛也较高,竞争厂家较 少,企业竞争主体主要为国内知名的几家公司与国外钢结构公司。空间钢结构技术难度大,资 金要求高,而且对资质的要求也相对较高,所以进入壁垒也较高。 我国钢结构制造产业在上海、浙江
格式:pdf
大小:235KB
页数:3P
人气:60
4.4
结合工程具体实例,分析介绍了钢结构产品在工厂的制作问题,通过控制工序节点,机械设备的选择,管理人员地把控等,对钢结构企业如何更好地提高产品质量作了一些具体阐述。
格式:pdf
大小:325KB
页数:12P
人气:60
4.8
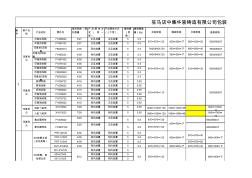
编 号 客户名 称 产品名称零件号 每托层数/每 托数量 产品摆放方 式(同一 层) 产品摆放方式 (上下层) 缠绕膜 (层 数) 缠绕膜重 量(kg)盖板规格 印度后轮毂f18888223/27正反放置正反放置50.5 印度后轮毂f18801223/27正反放置正反放置50.5 印度8孔后轮 毂 f8s002124/36同向放置正反放置50.5950x950x7 印度8孔后轮 毂 f18802224/36同向放置正反放置50.5950x950x7 印度前轮毂f18874224/36正反放置正反放置50.5 印度前轮毂f18781224/36正反放置正反放置50.5 印度前轮毂f18846224/36正反放置正反放置50.5 印度前轮毂f8s009224/36正反放置正反放置5
格式:pdf
大小:29KB
页数:2P
人气:60
4.5
1/2 腻子粉产品包装设计要求(正面) 包装袋大小为*。 腻子粉包装的设计至少要种色调。 分为精品通用型、高级环保型、特级环保型。 将“绿色环保、不含甲醛”、“健康宜居、从“芯”开始”、“天记建 材引领健康环保新潮流”等文字融入其中。 全面执行:质量管理体系 国际环境管理体系 产品标准 包装背面文字 内墙标准腻子粉 产品简介 重庆天记建筑材料有限公司生产的内墙腻子粉,系采用天然复合优质粘合剂,配以多种矿物 精粉,通过科学配方而成的墙面嵌补找平材料。相对于传统腻子粉,该材料<,强度好,避免了 传统强碱性腻子粉对漆面(或墙纸)的可能伤害。由于该材料全部采用天然优质材料,更避免了传 统腻子胶水可能含有的高致癌物质甲醛和高神经毒害物质丙烯酰胺。真正达到了环保要求。 产品特点 良好的粘接性能,强度好,抗开裂性能明显,<,透气性强,无毒无味,不含甲醛及苯等有 害物,施工简单,批刮
格式:pdf
大小:59KB
页数:4P
人气:60
4.4
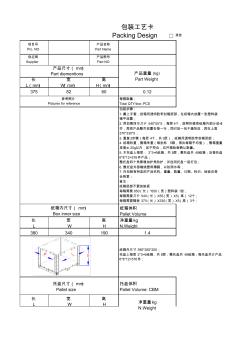
项目号 pro.no 产品名称 partname 供应商 supplier 产品图号 partno 长 l(mm) 宽 w(mm) 高 h(mm) 37582600.12 每箱数量: totalqty/box:pcs 纸箱体积 palletvolume 长 l 宽 w 高 h 净重量kg n.weight 3803401901.4 托盘体积 palletvolume:cbm 长 l 宽 w 高 h 纸箱内尺寸(mm) boxinnersize 纸箱外尺寸390*350*200; 托盘上每层2*3=6纸箱,共8层,整托盘共48纸箱;每托盘共计产品 6*8*12=576件; 托盘尺寸(mm) palletsize 净重量kg n.weight 包装步骤: 1.戴上手套,纸箱用透明胶带封箱底部,在纸箱内放置一张塑料袋 铺平放置;
最新文档 钢结构产品包装
格式:pdf
大小:3.7MB
页数:8P
人气:60
4.3
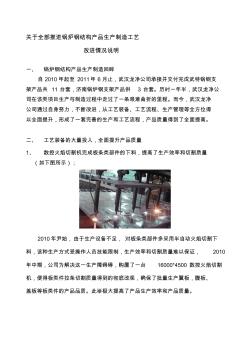
关于全部推进锅炉钢结构产品生产制造工艺 改进情况说明 一、锅炉钢结构产品生产制造回眸 自2010年起至2011年6月止,武汉龙净公司承接并交付完成武特锅钢支 架产品共11台套,济南锅炉钢支架产品供3台套。历时一年半,武汉龙净公 司在该类项目生产与制造过程中走过了一条艰难曲折的里程。而今,武汉龙净 公司通过自身努力,不断改进,从工艺装备、工艺流程、生产管理等全方位得 以全面提升,形成了一套完善的生产和工艺流程,产品质量得到了全面提高。 二、工艺装备的大量投入,全面提升产品质量 1、数控火焰切割机完成板条类部件的下料,提高了生产效率和切割质量 (如下图所示); 2010年尹始,由于生产设备不足,对板条类部件多采用半自动火焰切割下 料,该种生产方式受操作人员技能限制,生产效率和切割质量难以保证,2010 年中期,公司为解决这一生产障碍碍,购置了一台16000*4500
格式:pdf
大小:269KB
页数:24P
人气:60
4.3
钢结构产品制造工程 一、目的: 本作业指导书规定了本公司钢结构制造的技术标准,用以保证钢结构产品 的制造满足设计及规范的技术要求,确保产品质量。 二、适用范围: 本作业指导书适用于本公司钢结构产品制造过程和技术管理的监控。 三、说明: 1.本标准与设计文件一起,作为本公司钢结构制造、检验和验收的统一标准。 2.钢结构制造的生产工序必须实行“自检、互检和专检”的三级质量检验制度, 防止不合格品流入下道工序。 3.制造和检验所使用的仪器、仪表和量具等,必须经过专业检定部门检定,并在 检定合格周期内。 4.当执行本标准发生问题和矛盾时,应及时向设计室和技质科反映情况,通过研 究及协商提出处理意见。 四、引用的主要技术标准与规范: 1.gb50205-2001《钢结构工程施工质量验收规范》 2.jgj81-2002《建筑钢结构焊接技术规程》 3.gb50300-2001《建筑工程施工质量验收
格式:pdf
大小:73KB
页数:13P
人气:60
4.4

1 目录 前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2页 一范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3页 二一般技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2页 三零件加工及装备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6页 四焊接⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9页 五焊接变形的控制与矫正⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯13页 六焊结构件的日处理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14页 七焊接检验⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14页 八焊接安全⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯16页 九相关文件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
格式:pdf
大小:422KB
页数:3P
人气:60
4.5
 价值工程在产品包装上的应用
价值工程在产品包装上的应用 一、概述我厂是生产水轮发电机成套设备的厂家,近年来生产发展较快,技术上也在不断更新,产品包装任务日益繁重。包装所耗费的材料及费用随着生产发展也不断增加。用于产品包装的材料有木材、型钢、竹胶合板、塑料布、油毛毡、铁丝、钉子等材料,其中消耗量最大的为木材和型钢,木材每年消耗量达1200多立方米。型钢每年消耗量达
格式:pdf
大小:202KB
页数:未知
人气:60
4.6
产品包装设计课程“项目化”教学与实训研究 产品设计专业中的包装设计课程是一门具有极强实用性的课程。因此,除了必要的理论性知识一定需要学生掌握,还要进行更多的实践训练以达到学以致用的目的。项目化的教学形式专门基于市场的需求,同时在学生进行岗位实践时把理论知识融入其中,使学生能够在接近真实的情境下累积丰富的经验来提高能力。
格式:pdf
大小:524KB
页数:未知
人气:60
4.5
PLC控制在PVC产品包装线中的设计与应用 某化工厂pvc产品包装线控制系统技术陈旧,已无法满足供应需求,针对上述问题,结合现场工程概况进行了系统组成及功能设计,通过可编程控制器(plc)对该产品包装线的核心环节(装料和封装)进行控制,并工程化实施。实践表明新方案能够满足运行系统高效和可靠的要求。
格式:pdf
大小:6.2MB
页数:17P
人气:60
4.8
山东xxxxxxx有限公司 出口钢结构包装标准化手册 前言 包装最重要的作用就是保护产品。采用合理的包装可使产品 免受或减少破坏和影响,以达到保护产品的目的。为更好地推进 我公司国际化战略,提升公司产品竞争力及品牌形象,我们需要 进一步实现出口项目物资包装的标准化。针对出口项目物资海、 陆、空运输方式复杂、装卸次数多、运输距离远、保管周期长等 实际情况,特总结、分析、汇总、整理出口项目物资包装管理标 准如下: 1、包装的定义 为在流通过程中保护物资、方便贮运,按一定技术方法 而采用的容器、材料及辅助物等的总体名称。也指为了达到 上述目的而采用容器、材料及辅助物的过程中施加一定技术 方法等的操作活动。 2、包装的作用 2.1保护物资免受日晒、风吹、雨淋、灰尘沾染等自然因素的侵 袭,防止沾污、碰撞、挤压、散失以及盗窃等损失; 2.2给流通环节带来方便; 2.3实现物资价值和使
格式:pdf
大小:1.2MB
页数:3P
人气:60
4.7
机电产品包装节材代木科技成果转化研究 我国木材资源短缺,而机电产品包装是使用木材的大户。开展机电产品包装节材代木工作,是缓解木材供需矛盾、发展循环经济、建设节约型社会的必然要求。我国机电产品包装节材代木科技成果的有效转化应通过市场化改革,政府宏观调控等手段,依靠政府、行业协会、企业和科研院所各层面的协同运作。
文辑创建者
我要分享 >
职位:土建项目工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐