国家钢铁公司大湖分公司焦化厂的改造
2025-01-23
1996年第1期 . b 1 学 33 · 化学产品回收与深加工 · 周 家钢铁公司大湖分公司焦化厂的改造 1 117/j 。\ 罨 ~ ~ /\ 、l”,|ly \。 。 ·全面采用PLC按制。 (3)焦处理系统 大湖分公司位于密执安州底特律市祖各岛 ·更新了所有的机城和电气设备. (Zug Island),其5号 6m焦炉和化产回收车间 ·安装了可靠的固定叶片式犁式放焦机。 于 1970年 4月开工,于 1986年 12月停产。 ·在焦炉附近新建筛焦楼。 一 为了 ,少 夕 曼 堡芝’,。 童曼釜竺 2煤焦处理车间 司于190年对5号焦炉进行了改造 ,使其生产 一⋯ 一 ⋯ ’ 出足够的焦炭以满足大湖分公司 60 的焦炭 2.1 煤处理系统 需求量。 用卡车将贮煤场的煤运到卸料精斗,然后 作为整个焦化厂的一部分 ,对原有的化产 放到带式输送机上转运至 6

1 7 太钢译文 嫦焦副手改造④ ·5· 美国国家钢铁公司大湖厂焦炉邗22 . 副产品分厂的改造(摘译)22.厂 原大湖厂6米高的5号炉组及其副产品 分厂于1970年4月投产,1986年12月停 产。 1990年,国家钢铁公司开始修复5号焦 炉,其目的在于提供大湖厂所需的6o的焦 炭。 作为炼焦厂总方案的一部分,亦将现有 副产品分厂进行改造。此外,煤备车间亦重 新启用并改造重新更换了整个焦炭处理系 统。 煤备及焦炭处理设备 1.煤备系统。 整个煤备系统六个混合仓中两个给料漏 斗的底部改为震动式,其他四个改用不锈钢 内衬的四棱椎式的漏斗配以空气炮震动式 漏斗设计用于流动性差的中挥发分煤和低挥 发分煤。 还安装了一套新的配煤系统,六个混匀 仓,在给煤时,通过配有称量装置的、用可 调压直流电机传

宣化钢铁公司焦化厂3#焦炉烘炉计方案 前言 烘炉是焦炉投产前重要而复杂的工艺技术过程,其质量的优劣对焦炉的寿命有着至关重 要的影响。因此,对烘炉工作必须予以高度重视,严格按制定的烘炉计划进行焦炉的升温管 理。 新建的焦炉含有数百吨的水分,这些水分要在烘炉初期的干燥期内析出,因此升温要缓 慢。根据国内多家焦炉烘炉的实践经验,干燥期(100℃前)选定为7天。100℃以后升温期 的确定是根据焦炉硅砖膨胀曲线及采用最大日安全膨胀率0.035%计算而得,升温期为51天 (~800℃),之后焦炉转为正常加热。800℃至出焦的时间定为5天,自点火至出焦共计63天。 本方案采用气体燃料,带炉门烘炉(不砌外部小灶及封墙),炉门的下部设计有烘炉孔, 煤气喷嘴插入烘炉孔内在炭化室内燃烧,提供烘炉所需热量。 整个烘炉过程使用高精度的电子采集模块,将分布于焦炉各部位的数百只热电
编辑推荐下载
格式:pdf
大小:299KB
页数:3P
人气:67
 4.6
4.6
为缓解因水资源短缺、水质恶化和排污限制等因素对钢铁生产的影响,在分析某钢铁公司动力厂给排水系统现状的基础上,采取加强管理和循序供水的节水措施对厂区原有给排水系统进行改造,节约新水130万t/a,节省水资源费及排污费218万元/a,循环率达97.2%,取得良好的经济效益和环境效益。
格式:pdf
大小:351KB
页数:1P
人气:67
4.7
为解决钢材供需紧张矛盾.日本新日铁等5家钢铁公司计划投资3240亿日元(包括海外).其中本国投资为2240亿日元,用于提高下道工序生产能力。预计改造完成后,厚板生产能力将增加149万t.汽车用钢板等产品生产能力增加416万t。到2006年.除新日铁在君津和名古屋制铁所分别新增一条薄板生产线外,住友金属也将在鹿岛制铁所新增一条薄板生产线。在2005~2006年期间,
热门文档 国家钢铁公司大湖分公司焦化厂的改造
格式:pdf
大小:230KB
页数:8P
人气:67
4.5
·26·世界钢铁1993年第l期 2fi一 3≤ 霍戈文钢铁公司7号高炉的改造大修 1前言 荷兰霍戈文钢铁公司艾莫伊登厂(荷兰 皇家钢铁公司)7号高炉于1972年n月28 日开工投产。该炉是西欧五座4000m级高 炉中最大的一座,第一代炉役持续了近7年, 共生产铁水1280万t。 第一代炉役期间,炉体最薄弱的部位主 要是双套炉腹冷却系统。因此第一次大修时 炉腹冷却系统采用了霍戈文的新型炉腹设 计,该设计采用密集型冷却板,并配用高导 热性能的耐火材料。第一次大修最高预算为 5000万美元,所以对炉体冷却系统只进行了 很少部分的改造。 第二代炉役l1年,生产铁水2550万t。 不合理的炉身冷却设计和蹩脚的冶炼操作使 砖衬遭受严重磨损。为此,对炉身砖衬进行 三次中修。7号高炉两代炉役概貌见图1。 19
格式:pdf
大小:48KB
页数:1P
人气:67
4.6
 美国钢铁公司、POSCO与世亚钢铁公司的螺旋焊管项目动工
美国钢铁公司、POSCO与世亚钢铁公司的螺旋焊管项目动工 近期,美国钢铁公司、posco以及世亚钢铁公司在美国的合资公司工厂——联合螺旋管厂(unitedspiralpipe)开工建设。美国钢铁公司和posco将各持该厂35%的股份,世亚钢铁公司将持30%的股份。
格式:pdf
大小:9KB
页数:3P
人气:67
4.3
实习时间:10月14日~10月27日 实习地点:石家庄钢铁有限责任公司 专业:电气自动化(冶金方向) 班级:电气二班(冶金方向) 实习学校指导教师:自动化教研室全体教师, 实习目的:提高学生分析问题、解决问题、适应社会的能力,增强学生职业 意识、劳动报告的观点,提高政治思想觉悟,扩大事业,巩固所学理论知识的重 要途径;是提高技能人才的所不可缺少的实践性教学环节。认识实习是教学工作 中的一项重要内容,本次的认识实习是在完成基础课和部分专业课上进行的一次 实践训练。通过实习了解工厂工作环境;了解本专业在工作的作用、地位,熟悉 本专业毕业声在工矿企业可能从事的工作,对所学专业课的实用价值有明确认识; 在学生接触专业课程之前,认识常用的检测元件,控制设备及各种生产机械, 了解工厂自动控制设备的水平与线装。同时,通过实习使同学们有机会较广泛的 接触现场人员,
格式:pdf
大小:411KB
页数:3P
人气:67
4.6
新钢公司焦化厂2号焦炉易地改造工程的探讨 文章对新钢公司2号焦炉易地改造的设计与施工思路进行了探讨。较好解决了新旧系统衔接和生产与施工的矛盾
精华文档 国家钢铁公司大湖分公司焦化厂的改造
格式:pdf
大小:133KB
页数:1P
人气:67
4.4
舞阳钢铁公司二期改造工程竣工 舞阳钢铁公司二期改造工程已正式竣工,于1993年5月6日由冶金部付部长黎明等领导共同剪彩。并对二期工程进行验收签字,参加签字仪式的单位有北京钢铁设计研究总院、宝山钢铁总厂、宝山钢铁集团、第十二冶金建设公司、中色第六建设公司、中国重机公司、第一重型机器厂、舞阳钢铁公司等。
格式:pdf
大小:94KB
页数:1P
人气:67
4.4
·46·连铸2004年第5期 210mm×210mm方坯,钢种包括高碳钢、硼钢、弹簧钢、轴承 钢和易切削钢等。这是该厂正在进行项目改造的核心部分, 此连铸机对康力斯集团来说具有重要的地位。较小断面的 大方坯将由新连铸机取代现有的r16m的大方坯连铸机(可 浇铸560ram×400ram矩形坯)进行生产,并绕过现有的连铸 机,将铸坯直接送入热轧机中。 新连铸机的关键是独立横向中间罐小车交换系统紧邻 新生产线,这将能进行无间断操作。第一、二级自动控制系 统也由达涅利提供。该连铸生产线计划2005年1月运行。 谢艳峰摘自(mfr)2004,2. 塔塔钢铁公司将改造方坯连铸机 奥钢联与印度塔塔钢铁公司签订了改造6流方坯连铸 机的合同,改造包括转炉车间的2号连铸机和贾姆谢布尔厂 的1号连铸机,从而改变方坯连铸机的现状。改造后可高速 浇铸130mm×130ram和150mm×150mm的方坯,同
格式:pdf
大小:64KB
页数:1P
人气:67
4.6

国外信息 ·国外信息· 高速浇注获得优质薄板坯 1999年冉丛涅利公司为意大剁h川埘e公司制造的薄 板坯连铸机中试设备的铸速为8m/rain。两年来该公司用此 设备进行r·系列试验,井得到最佳的技术参数和一致的板 坯质量。凌连铸机结晶器的浇注厚度为62ram.经轻压下板 坯减薄到40ram。进行的主要参数评定和研究,包括结晶器 冷却、结晶器/板坯交互作用、润滑|生保护渣、钢水在结晶器 内的流体力学、板坯沿连铸生产线的热/j学行为、轻压下和 =次拎却等, 目前,连铸上艺稳定可靠,铸坯质量令人满意。通过试 验,泼公司已找出连铸工艺对质量影响的一般件规律,即在 提高铸速情况下板坏表面质量小会变差.反而在某些方面会 使质量得到改善.如振痕深度随铸速的提高而减小;轻压r 和冷却参数的最佳化可眦改进板坯的内部质量,而不会使其 横向几何形状变差;此外还做了更大轻压下量的试验。铸速 8m/rain时铸
格式:pdf
大小:218KB
页数:1P
人气:67
4.3
素体(f)。夹杂物评级:0.5级10个,1级2个。 (3)深加工拉拔试验 0058520炉次«6.5→5.6→4.0→2.4淬火→ 0.95 1.0mm制绳丝 0058525炉次«6.5→5.6→4.0正火→2.4 淬火 →1.0mm制绳丝 0058520炉次«1.0mm制绳丝受验量 56.58t,一次重要用途55.4t,一次重要用途率 97.9%;«0.95mm制绳丝受验量5.32t,一次重 要用途量5.04t,一次重要用途率94.7%。 0058525炉次«1.0mm制绳丝受验量56.75t, 一次重要用途量55.74t,一次重要用途率 98.2%。制绳丝机械性能平均值见表9。 由表9可知,制绳丝强度
格式:pdf
大小:390KB
页数:12P
人气:67
4.6
● 1990年第1期国外钢铁 英国钢铁公司雷德卡厂日产 一万吨铁高炉的改造 [英]josephw.campbel等 [提要]雷蘸卡厂妒缸直径14m、日产10o00t生铁的高炉是世界最大高炉之一.用135天改造完 毕。重新设汁和更换了高炉炉壳、吩却壁及砖衬. 英国钢铁公司雷德卡厂高炉是世界上最 大高炉中的一座,其炉缸直径为14m,生产能 力为10o00t/d。这座高炉的首次设计是在新 日铁1972年投产的第一代大型高炉的基础 上进行的。该炉于1979年l0月开炉,1986 年3月第1炉役结束,总共生产了】500万t 生铁。 这座高炉是雷德卡厂唯一的一座高炉, 是蒂兹赛德厂生产的基础,它的大修是一种 特殊情况因此,应该在尽可能短的时间用 完善的施工方法来完成改造是最重要的。 为了维持蒂兹赛
最新文档 国家钢铁公司大湖分公司焦化厂的改造
格式:pdf
大小:80KB
页数:3P
人气:67
4.3

369 节能项目在江阴华西钢铁公司高线厂的应用 【摘要】为了达到降本节支、节能降耗,华西高线厂对加热炉区的设备进行了大范围的系统节能改造,主要项目为连铸 坯热坯热送、高炉煤气蓄热式加热炉加热、保温移钢辊道、淘汰650轧机等一系列的配套改造,节能降耗效果十分明显,效 果显著。 【关键词】热坯热送蓄热式加热炉出炉保温辊道高压水除鳞移钢机 1.前言 华西钢铁公司高线厂于2001年建成投产,在筹建之初由于没有炼钢,钢坯主要是靠外购,为了满足 不同尺寸钢坯的轧制问题,在连轧前布置了一架650轧机用于开坯,钢坯的加热采用推钢式加热炉(燃重 油),在开厂之初效益还可以,随着2005年炼钢项目的投产及市场竞争的加剧,对加热炉区域的进行技术 改造既有现实条件的可能,同时也是势在必行,在2008年高线厂投入了5000万元的技改资金,对加热炉 区域进行了系统的全面改造,效果十
格式:pdf
大小:104KB
页数:1P
人气:67
4.6
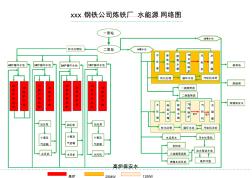
xxx钢铁公司炼铁厂水能源网络图 一泵站 二泵站 1# 高 炉 本 体 1# 高 炉 热 风 炉 2# 高 炉 本 体 2# 高 炉 热 风 炉 3# 高 炉 本 体 3# 高 炉 热 风 炉 4# 高 炉 本 体 4# 高 炉 热 风 炉 1#蓄水池 2#蓄水池 水 处 理 除 盐 水 箱 除 氧 水 箱 13 0 吨 锅 炉 汽 轮 机 冷 凝 器 软化处理循环水池汽轮机冷却 水 处 理 除 盐 水 箱 除 氧 水 箱 75 吨 锅 炉 汽 轮 机 冷 凝 器 软化处理循环水池汽轮机冷却 新料场 脱硫塔 炼钢保安水 一烧圆筒混 二烧圆筒混 生活用水污水处理站 老料场 三烧圆筒混料 喷煤车间风机 1#炉循环水池 浊水泵站水池 高炉冲渣 加压泵 小套及 气密箱 主风机 加压泵加压泵 小套及 气密箱 小套及 气密箱 主风机主风机 2#炉循环水池3#炉循环
格式:pdf
大小:112KB
页数:4P
人气:67
4.6
·10·国外钢铁1992年第l期 克里沃罗格钢铁公司8号高炉的改造 [苏]b.j1.1、lh.c。等 在现有高炉轮流大修时,运用新的先进 方案使之现代化,以提高其技术水平,是改 善高炉生产的主要方向之一。 克里沃罗格钢铁公司容积2700m的8 号高炉是1967年10月23日投产的,炉子有 20个风口.2个铁口和2个渣口,布置在2个 出铁场中。用容量140t的铁水罐车装铁水, 炉渣在炉前粒化,并有容积16.5m的渣罐备 用。 1974年8号高炉曾进行过改造,在改造 时风口数增加到24个,并安装了第三个铁口 (铁沟布置在出铁场的右侧)。 目前,根据类似高炉的操作经验,在大 修时采用一系列新方案,以进一步提高技术 水平和改善8号高炉操作的技术经济指标。 风口数增加到28个,沿炉缸圆周不均匀
格式:pdf
大小:50KB
页数:2P
人气:67
4.4

为崎,, 16-冶金译丛1997年第1期 1f=.7 匹兹堡钢铁公司1995年5号高炉的检修和改造 董丰>葺童 1995年匹兹堡钢铁公司5号高炉大修 是其历史上从未有过的项目,工程量大,是炼 铁工艺的一次根本性改造。 过程 开始时的检修计划是炉腹检修和更换关 键设备。1993年4月,有两座高炉在生产。这 一 计划包括一号高炉增加天然气喷吹、富氧 和热风炉改造,以提高一号高炉产量。计划中 5号高炉要重砌51号热风炉,改单料车上料 为双料车,可移动铁沟、渣沟缩短等出铁场改 造,可调炉喉钢砖、料尺以及运用原有的天然 气喷吹和富氧设施。 这一“保守的工程后来被提到一个新的 水平。原料系统自动化,进一步缩短出铁场, 高压操作及高效pw风口装置,所有回水引 到出铁场平台(原来的布置不便于测水速) 等。出铁场设备基本更换,电动泥跑
格式:pdf
大小:230KB
页数:7P
人气:67
4.3

1993年第5期国外钢铁·3· j\霍戈文钢铁公司7 l。} 号高炉的大修改造 訇1最做 、吖‘、7 w.koenj.vanlaarn.noort等 [■要]为了积曩在短时期内换{十所需辩的经验.霍戈文锕妖司7号高炉在尽可能短的时阃187夭 内竞成大锤改造· 主囊诫,,塑.莲堕堕 荷兰霍戈文钢铁公司艾莫伊登厂7号高炉 1972年11月28日投产,它是西欧5座4000 m级高炉中的第一座。第一代寿命接近7年, 生产l2g0万t铁。 在第一代炉役期闯,证明它的双层炉腹冷 却系统是高炉最薄弱的部分。因此在第一次换 炉村耐,用霍戈文的新式炉腹结构代替了此种 炉腹冷却系统。该结构由密集式冷却板和高导 热性内衬组成。因第一次大修的概算限制在5 千万美元以内,所对妒身的冷却部分也只能
格式:pdf
大小:427KB
页数:2P
人气:67
4.5

去年9月11日,国家体改委正式批准马钢为国家股份制规范化试点企业。为了使股份制试点工作严格按国家体改委提出的“高标准、高起点、高质量、规范化”的要求向前推进,马钢公司思想政治工作研究会专门组织一次大范围的职工思想状况调查,用一个多月的时间,对各类人员采取集体座谈、个别交谈、问卷等多种形式,进行广泛调查,摸清了职工在改制中的思想状况和心态。推行股份制,实行企业重组,对企业来说,是一种企业制度和管理体制的改革;对职工来说,是一次
格式:pdf
大小:247KB
页数:7P
人气:67
4.5
f卜17莹. 钢铁 鼍 技术1996年第6期·11- r767 内陆钢铁公司7号高炉的部分换衬改造 №netn等著k-e恍f亏f 1987年,日产9500t的内陆钢铁公司7 号高炉首次经过了7年的生产之后进行了换 衬改造。该高炉停炉97天,停产期间,内陆钢 铁公司的1、2、5、6,a和b高炉投入生产,填 补了7号高炉停炉带来的减产。26个月以 后,7号高炉的炉腹和炉腰开始了灌浆换衬 工作,以作为定期维修时的维护措施,到 1992年,灌浆间隔是每6周进行一次,炉腰 部分区域的耐材开始脱落,到1992年中期, 炉腹炉腰接口处的表面出现了挠曲变形。此 外,公司已开始着手组建一套粉煤喷吹装置, 以期尽快获得高喷煤比。 在1992年,内陆公司进行生产的高炉有 5号、6号(炉缸直径8

格式:pdf
大小:134KB
页数:5P
人气:67
4.8
一2 违铸,巾l { 湘钢译丛第2期l997目 一疏礅~一 蒂森钢铁公司7-/,∈ 大方坯连铸机的改造 苎=一。ke 德jjerha】dsowka,burckhardandte等著 徐之彪译周奇校 确定目标 杜伊斯哲尔区蒂森例铁公司2#大方 坯连铸机正在实现现代化其日标在于消除 铸坯表面缺陷、【善其纯度,使它的凝固 组织均衡,进一步减少{r心偏析和提高浇铸 速度 概述 为j实现电磁搅拌,在走机六流大方坯 连铸机结f器七都配备i'1动fi_0步lu磁感应 器。连铸机采用j’轻压l、技术最后提到的 措施可从根率r改善备钢种的ij{部结构, 圯其是商碳钢连铸fj『上酃簧驶一台钢 坯导翻支架,_){ilj恐lv删.譬曲馥般俩弯 曲。通过造jm投资将‘唧优呐诗坯质量
格式:pdf
大小:8KB
页数:4P
人气:67
4.4

关于大学生寒假钢铁公司实 践的报告 在隆隆的机器声中,我漫步在一幢幢巨大的车间厂房之间,穿 梭在一根根管道之下,领略真正的创造的伟大。那边铁水顺着下面 的出钢口流下,飞溅出灿烂的火花,红红的铁水经过了一段传运变 黑变硬一根根钢材便由此而成了。一想到我们身边的生活中处处 都是钢铁的身影,就马上感到了这创造的伟大了。农业保证了我们 的吃饭温饱问题,科教文卫事业为我们提供了后方的支援,还有各 种服务行业使生活更加舒适,而真正能带来国家的繁荣和发展的, 能使我国早日成为世界强国的,就是我们的工业。看到邯钢秩序井 然,繁荣炼钢的情景我就为我们祖国的未来充满了希望。 我所学的专业是自动化,这里就是我将来奉献青春的火热田野, 我现在提前置身于这钢筋水泥的围墙之中,心情是无比的激动。我 能有机会熟悉这里的环境,了解生产的工艺流程,实在是难得的很。 我能亲眼看到自动化为
文辑创建者
我要分享 >
职位:道路工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐