钢筋项目工程钢筋闪光对焊工艺标准
2024-06-05
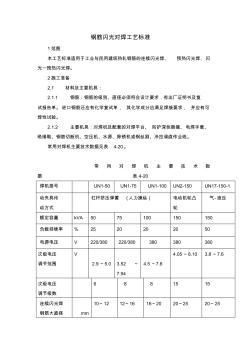
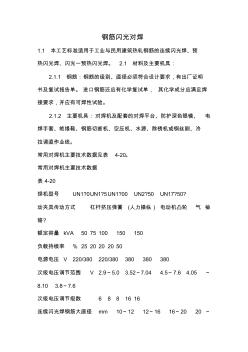
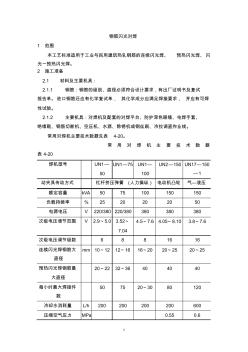
工程名称 中国人民解放军第 91中心医 院综合楼二期 交底部位 地下室 工程编号 日期 2011-10-27 交底内容: 钢筋闪光对焊工艺标准 1、材料要求 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2、主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 冷拉调直作业线。 常用对焊机主要技术数据见表 4—20。 常用对焊机主要技术数据表 4—20 焊机型号 UN1—50 UN1—75 UN1—100 UN2—150 UN17—150—1 动夹具传动方 式 杠杆挤压弹簧 (人力操纵 ) 电动机凸轮 气一液压 额定容量 KVA 50 75 100 150 150 负载持续率 % 25 20 20 20 50 电源电压 V 220/380 220/380 380 380 380 次级电压调节 范围 V 2.9—5.0 3.52—7.0

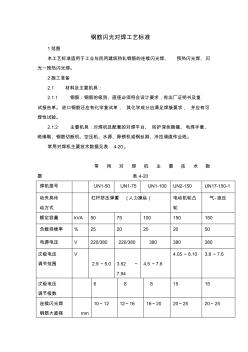
钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复 试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可 焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-100un2-150un17-150-1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮凸 轮 气-液压 额定容量kva5075100150150 负载持续率%
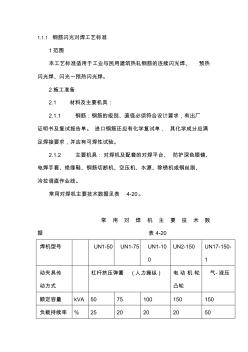
1.1.1钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热 闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂 证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满 足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、 电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、 冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-10 0 un2-150un17-150- 1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮 凸轮 气-液压 额定容量kva5075100150150
编辑推荐下载
格式:pdf
大小:706KB
页数:10P
人气:65
 4.4
4.4
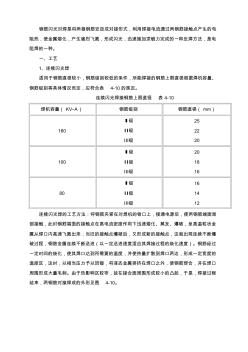
钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两钢筋接触点产生的电 阻热,使金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法,是电 阻焊的一种。 一、工艺 1、连续闪光焊 适用于钢筋直径较小,钢筋级别较低的条件,所能焊接的钢筋上限直径根据焊机容量、 钢筋级别等具体情况而定,应符合表4-10的规定。 连续闪光焊接钢筋上限直径表4-10 焊机容量(kv·a)钢筋级别钢筋直径(mm) 160 ⅰ级 ⅱ级 ⅲ级 25 22 20 100 ⅰ级 ⅱ级 ⅲ级 20 18 16 80 ⅰ级 ⅱ级 ⅲ级 16 14 12 连续闪光焊的工艺方法:将钢筋夹紧在对焊机的钳口上,接通电源后,使两钢筋端面局 部接触,此时钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金 属从焊口内高速飞溅出来;当旧的接触点爆破后,又形成新的接触点
格式:pdf
大小:57KB
页数:7P
人气:65
4.4
钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复 试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可 焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-100un2-150un17-150-1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮凸 轮 气-液压 额定容量kva5075100150150 负载持续率%
热门文档 钢筋项目工程钢筋闪光对焊工艺标准
格式:pdf
大小:81KB
页数:5P
人气:65
4.3
技术、质量交底记录 c2-03 大庆市工程质量监督管理协会监制 工程名称编号 交底项目交底日期年月日 交底内容钢筋闪光对焊工艺标准 文字说明或附图: 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、除 锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(
格式:pdf
大小:83KB
页数:6P
人气:65
4.5
1 2020年4月19日 钢筋闪光对焊工艺 标准 文档仅供参考 2 2020年4月19日 工程名称 河南新龙矿业有限公司梁北 矿井选煤厂主厂房 交底部位配电所主体 工程编号日期月日 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常见对焊机主要技术数据见表4—20。 常见对焊机主要技术数据表4—20 焊机型号un1—50un1—
格式:pdf
大小:89KB
页数:6P
人气:65
4.6
钢筋闪光对焊分项工程质量技术交底技1-5 年月日 工程名称分部工程钢筋混凝土 分项工程名称钢筋闪光对焊 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵
格式:pdf
大小:90KB
页数:6P
人气:65
4.6
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气
格式:pdf
大小:66KB
页数:5P
人气:65
4.4
技术交底记录 年月日 技术负责人:交底人:接收人: 工程名称分部工程 分项工程名称 交底内容: 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)
精华文档 钢筋项目工程钢筋闪光对焊工艺标准
格式:pdf
大小:106KB
页数:8P
人气:65
4.4

工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光— 预热闪光焊。 2施工准备 2.1材料及主要机具: 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动 方式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调 节范围 v2.9—5.03.52—7.0 4 4.5—7.64.05—8.103.8—7.6
格式:pdf
大小:35KB
页数:5P
人气:65
4.7
个人资料总结仅限参考 1/5 钢筋闪光对焊工艺标准414-1996) 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光 焊、闪光一预热闪光焊。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并 应有可焊性实验。rkue0rt0kw 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊 手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业 线。rkue0rt0kw 常用对焊机主要技术数据见表4-20。 常用对焊机主 要技术数据表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧貉? 额定容
格式:pdf
大小:90KB
页数:7P
人气:65
4.6
技术交底记录 工程名称 汉水名城二期南区11#、14#、 16#、19#楼 交底部位结构层梁、板 工程编号02日期2011.11.5 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表1。 常用对焊机主要技术数据表1 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠
格式:pdf
大小:90KB
页数:6P
人气:65
4.7
技术交底记录 工程名称 汉水名城二期南区11#、14#、 16#、19#楼 交底部位结构层梁、板 工程编号02日期2011.11.5 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表1。 常用对焊机主要技术数据表1 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠
格式:pdf
大小:119KB
页数:8P
人气:65
4.6
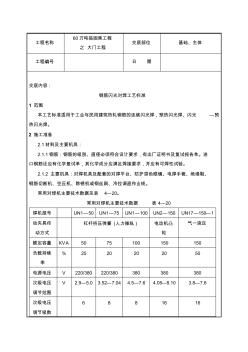
工程名称 60万吨捣固焦工程 之大门工程 交底部位基础、主体 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预 热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、 钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机凸 轮 气一液压 额定容量kv
最新文档 钢筋项目工程钢筋闪光对焊工艺标准
格式:pdf
大小:140KB
页数:11P
人气:65
4.4
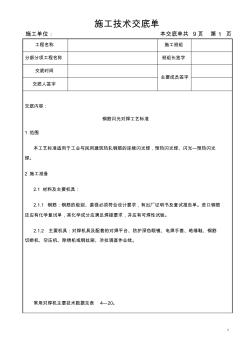
施工技术交底单 施工单位:本交底单共9页第页1 1 工程名称施工班组 分部分项工程名称班组长签字 交底时间 主要成员签字 交底人签字 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光 焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋 切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 施工技术交底单 施工单位:本交底单共9页第页2 2 工程名称施工班组 分部分项工程名称班组长签字 交底时间 主要成员签字 交底人签字 常
格式:pdf
大小:79KB
页数:7P
人气:65
4.3

天津市建工工程总承包有限公司文件题名:钢筋闪光对焊连接工程 工艺标准页数:共7页 -51- dd钢筋闪光对焊连接工程规范 一、适用范围: 适用于钢筋直径较小的情况,所能焊接的最大最大钢筋直径应随着焊机容 量的降低和钢筋级别的提高而减小。 连续闪光焊钢筋上限直径 焊机容量 (kva) 15010075 钢筋级别i级ii级iii级i级ii级iii级i级ii级iii级 钢筋直径 (mm) 252220201816161412 (二)预热闪光焊: 适用范围: 此工艺适用于端面比较平整,直径较大的钢筋。 (三)闪光——预热——闪光焊: 此工艺适用于钢筋端面不够平整的情况。 二、施工准备: (一)设备准备: 根据钢筋品种、直径选用un1-75型、un1-100型、un2-150型、
格式:pdf
大小:87KB
页数:12P
人气:65
4.5
![[整理]钢筋闪光对焊工艺试验](https://files.zjtcn.com/group1/M00/2F/DE/CgoBZ2AczGeAQxWRAAAyrNf_SC4405.jpg)
钢筋闪光对焊工艺试验 1、工程概况 南水北调中线一期工程总干渠设计桩号为ⅳ33+700~ⅳ38+000,标段长度4.3km, 标段内共有各种建筑物8座,其中:河渠交叉建筑2座(普济河倒虹吸、闫河倒虹吸), 节制闸、退水闸各1座,公路桥4座,抽排泵站8座。混凝土工程量约16.35万m3, 钢筋约11480t。 倒虹吸施工过程中,b18、b20、b22钢筋采用闪光对焊连接(闪光——预热—— 闪光焊)。为确保钢筋加工质量,在正式进行钢筋连接施工前,先进行钢筋闪光对焊工 艺试验。 2、试验目的 通过钢筋闪光对焊工艺性试验,确定闪光对焊时待焊钢筋的调伸长度、烧化留量、 顶锻留量以及变压器级数等焊接参数。确保现场钢筋焊接的质量。 3、编制的依据 (1)《水工混凝土钢筋施工规范》(dl/t5169-2002); (2)《钢筋焊接及验收规程》(jgj18-2003
格式:pdf
大小:13KB
页数:8P
人气:65
4.8
钢筋闪光对焊 1.1本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预 热闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧 貉? 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/
格式:pdf
大小:58KB
页数:7P
人气:65
4.5
1 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1— 50 un1—75un1— 100 un2—150un17—150 —1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva50751001
格式:pdf
大小:145KB
页数:12P
人气:65
4.8

'\ [amberdemo] 工程名称交底部位 工程编号日期 '\ 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光 —预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝 缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动 方式 杠杆挤压弹簧(人力操纵)电
格式:pdf
大小:113KB
页数:9P
人气:65
4.8
工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪 光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报 告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性 试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150— 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载
格式:pdf
大小:12KB
页数:7P
人气:65
4.7
钢筋闪光对焊工艺标准(414-1996) 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧貉? 额定容量kva507510015015
格式:pdf
大小:19KB
页数:14P
人气:65
4.6
个人收集整理资料,仅供交流学习,勿作商业用途 钢筋闪光对焊工艺标准() 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连 续闪光焊、预热闪光焊、闪光一预热闪光焊。 施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求, 有出厂证明书及复试报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求,并应有可焊性试验。 主要机具:对焊机及配套的对焊平台、防护深 色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、 除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表。 常用对焊机主要技术数 据表 焊机型号? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮 气椧貉? 额定容量 负载持续率 个人收集整理资料,仅供交流学习,勿作商业用途 电源电压 次级电压调节范围~~~~~ 次级电压调节级数 连续闪光焊钢筋大直径~~~~
文辑创建者
我要分享 >
职位:内装施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐