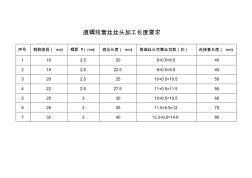
钢筋直螺纹丝头加工长度参考表
2025-03-18
钢筋规格 螺距( ??) 旋合长度 丝头完整有效扣数 连接套长度 ??+0-2 16 2.5 8 8 40 18 2.5 9 9 45 20 2.5 10 10 50 22 2.5 11 11 55 25 3 10 10 60 28 3 11 11 65 32 3 13 13 75 36 3.5 13 13 85 40 3.5 13 13 90 钢筋直螺纹丝头加工长度参考表

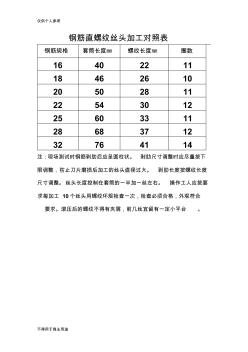
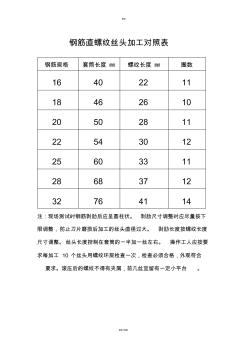
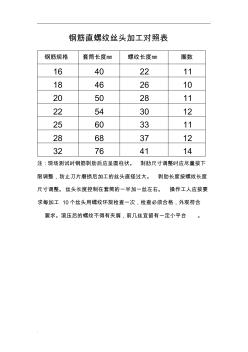
仅供个人参考 不得用于商业用途 钢筋直螺纹丝头加工对照表 钢筋规格套筒长度㎜螺纹长度㎜圈数 16402211 18462610 20502811 22543012 25603311 28683712 32764114 注:现场测试时钢筋剥肋后应呈圆柱状。剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。操作工人应按要 求每加工10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台。 仅供个人参考 不得用于商业用途 仅供个人用于学习、研究;不得用于商业用途。 forpersonaluseonlyinstudyandresearch;notforcommercialu

. . 钢筋直螺纹丝头加工对照表 钢筋规格套筒长度㎜螺纹长度㎜圈数 16402211 18462610 20502811 22543012 25603311 28683712 32764114 注:现场测试时钢筋剥肋后应呈圆柱状。剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。操作工人应按要 求每加工10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台。
编辑推荐下载
格式:pdf
大小:20KB
页数:2P
人气:95
 4.7
4.7
精品 感谢下载载 钢筋直螺纹丝头加工对照表 钢筋规格套筒长度㎜螺纹长度㎜圈数 16402211 18462610 20502811 22543012 25603311 28683712 32764114 注:现场测试时钢筋剥肋后应呈圆柱状。剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。操作工人应按要 求每加工10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台。 精品 感谢下载载 感谢下载! 欢迎您的下载,资料仅供参考
格式:pdf
大小:20KB
页数:2P
人气:95
4.8

仅供个人参考 不得用于商业用途 钢筋直螺纹丝头加工对照表 钢筋规格套筒长度㎜螺纹长度㎜圈数 16402211 18462610 20502811 22543012 25603311 28683712 32764114 注:现场测试时钢筋剥肋后应呈圆柱状。剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。操作工人应按要 求每加工10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台。 仅供个人参考 不得用于商业用途 仅供个人用于学习、研究;不得用于商业用途。 forpersonaluseonlyinstudyandresearch;notforcommercialu
热门文档 钢筋直螺纹丝头加工长度参考表
格式:pdf
大小:22KB
页数:1P
人气:95
4.8
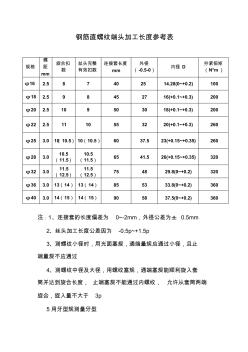
钢筋直螺纹端头加工长度参考表 规格 螺 距 mm 旋合扣 数 丝头完整 有效扣数 连接套长度 mm 外径 (-0.5-0)内径d 拧紧扭矩 (n*m) φ162.587402514.28(0~+0.2)100 φ182.598452716(+0.1~+0.3)200 φ202.5109503018(+0.1~+0.3)200 φ222.51110553220(+0.1~+0.3)260 φ253.010(10.5)10(10.5)6037.523(+0.15~+0.35)260 φ283.010.5 (11.5) 10.5 (11.5)6541.526(+0.15~+0.35)320 φ323.011.5 (12.5) 11.5 (12.5)754829.8(0~+0.2)
格式:pdf
大小:13KB
页数:1P
人气:95
4.5
. . 钢筋直螺纹丝头加工对照表 钢筋规格套筒长度㎜螺纹长度㎜圈数 16402211 18462610 20502811 22543012 25603311 28683712 32764114 注:现场测试时钢筋剥肋后应呈圆柱状。剥肋尺寸调整时应尽量按下 限调整,防止刀片磨损后加工的丝头直径过大。剥肋长度按螺纹长度 尺寸调整。丝头长度控制在套筒的一半加一丝左右。操作工人应按要 求每加工10个丝头用螺纹环规检查一次,检查必须合格,外观符合 要求。滚压后的螺纹不得有夹屑,前几丝宜留有一定小平台。
格式:pdf
大小:19KB
页数:1P
人气:95
4.4

钢筋直(削)螺纹丝头加工长度参数表 钢筋规格螺距(mm)旋合长度 丝头完整 有效扣数 连接套丝长 度(mm) 162.58扣9扣40 182.59扣10扣45 202.510扣11扣50 222.511扣12扣55 25310扣11扣60 28311.2扣12扣67 32312.7扣13扣75 36314.2扣15扣85 40315.5扣16扣93 钢筋理论重量 6.50.260kg/m200.617kg/m 80.395kg/m 100.617kg/m 120.888kg/m 141.210kg/m 161.580kg/m 18
精华文档 钢筋直螺纹丝头加工长度参考表
格式:pdf
大小:38KB
页数:2P
人气:95
4.4

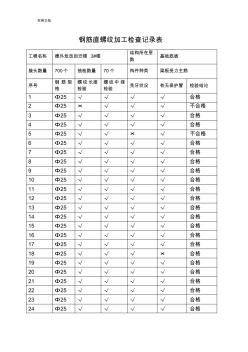
工程名称结构所在层数 丝头数量820抽检数量20构件种类暗柱 序号钢筋规格直螺纹长度检验螺纹中径检验秃牙状况检验结论 1√√√合格 2√√√合格 3√√√合格 4√√√合格 5√√√合格 6√√√合格 7√√√合格 8√√√合格 9√√√合格 10√×√不合格 11√√√合格 12√√√合格 13√√√合格 14√√√合格 15√√√合格 16√√√合格 17√√√合格 18√√√合格 19√√√合格 20√√√合格 检验日期:负责 人: 检查单位:
格式:pdf
大小:21KB
页数:1P
人气:95
4.4
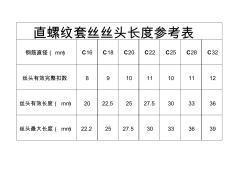
钢筋直径(mm)c16c18c20c22c25c28c32 丝头有效完整扣数891011101112 丝头有效长度(mm)2022.52527.5303336 丝头最大长度(mm)22.22527.530333639 直螺纹套丝丝头长度参考表
格式:pdf
大小:10KB
页数:3P
人气:95
4.8

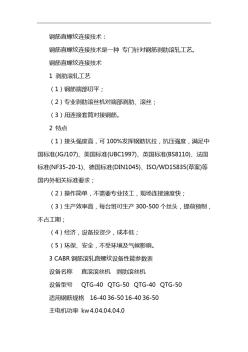
钢筋直螺纹套丝加工 1、钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲(钢筋 下料工具必须用无齿锯下料,严禁用切断机下料);钢筋端部不得有 弯曲;出现弯曲时应弯曲。 2、外形质量:丝头有效螺纹数量不得少于设计规定;牙顶宽度大于 0.3p的不完整螺纹累计长度不得超过两个螺纹周长,钢筋丝头的牙形、 螺距必须于连接套的牙形、螺距规相吻合;每种钢筋丝头有效扣数: φ168.5-9.5扣、φ189-10扣、φ2010.5-11.5扣、φ2211.5-12.5 扣、φ2510.5-12.5扣、φ2811-12扣、φ3212-14扣; 3、丝头尺寸检验:通环规、止环规必须放置钢筋加工现场,用专用 的螺纹环规检验,其环通规应能顺利的旋入,环止规旋入长度不得超 过3p。 4、加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。 5、丝头加工完毕经检验合格后,应立即带上塑料保护帽
格式:pdf
大小:71KB
页数:5P
人气:95
4.5
表c1-3技术交底记录 工程名称首尔园居住小区c1组团交底部位直螺纹加工、连接 工程编号日期2012年10月15日 交底人:接受人: 1 交底内容: 1.分项工程概况 本工程基础底板、竖向构件主筋d大于22时、水平构件主筋d≥16时采用直螺纹机械连接 接头。。 2.作业条件 2.1直螺纹套丝机、砂轮切割机、角向磨光机、台式砂轮机、力矩扳手、量规(牙形规、卡 规、直角螺纹塞规等)等机械已准备到位。 2.2钢筋已按要求尺寸加工切割完成。钢筋采用无齿锯切割加工,切口端面应与钢筋轴线垂 直,不得有马蹄形或挠曲。 2.3半成品钢筋分类、分规格码放整齐,做好标识,底部加垫木。检查钢筋表面有无锈蚀, 有锈蚀时已清理干净。 2.4凡参加接头施工的操作工人已参加技术培训,并经考核合格后持证上岗。 3.施工工艺 3.1试车削
最新文档 钢筋直螺纹丝头加工长度参考表
格式:pdf
大小:5KB
页数:2P
人气:95
4.4

钢筋直螺纹连接丝头加工操作规程 一、加工要求 1.钢筋接头加工人员必须经培训合格后方可上岗,并确保相对稳定。 2.严格进行工艺检验。 3.需加工套丝的钢筋必须采用台式砂轮片切割机进行切割,钢筋端部应平整。 4.需加工套丝的钢筋马蹄形缺口,镦粗头不得有与钢筋轴线相垂直的横向裂纹。 5.钢筋丝头长度应满足企业标准中产品设计要求。公差应为0~2.0p。 6.钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求 的拧入长度,止规旋入不得超过3p。抽幢数量10%,检验合格率不应小于95%。 7.螺纹丝头牙形饱满,无断牙。 二、工艺流程钢筋断面平头一处理断面角刺头检测 三、丝头加工 1.按所需的钢筋规格调整试棒,并调整好滚丝机内孔最小尺寸。 2.按钢筋规格更换涨刀环,并按滚钉的丝头尺寸调整好剥助挡板的直径尺寸。 3.调整剥助挡板及滚压行程开关位置,保证剥助及滚压
格式:pdf
大小:60KB
页数:4P
人气:95
4.4
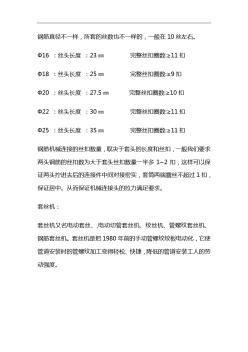
技术交底记录 (表式c2-1) 编 号 工程名称周庄新村二期e区交底日期2006年3月31日 施工单位北京中关村开发建设股份有限公司分项工程名称钢筋工程 内容提要钢筋滚压直螺纹连接 审核人交底人接受交底人 本表由施工单位填写,交底单位与接受交底单位各存一份。-1- 材质 1、钢筋的机械性能、化学成分应符合gb1499-1998标准中热轧带肋钢筋的规定。 2、连接套应采用性能不低于45碳素结构钢制造,其机械性能、化学成分应符合 gb699标准规定。连接套的屈服承载力和抗拉承载力的标准值应不小于钢筋的 相应承载力的标准的1.10倍。 3、连接套连接钢筋制成接头的抗拉强度应大于等于钢筋母材抗拉强度,且大于等 于0.9倍钢筋母材抗拉强度实测值。 4、螺纹配合精度按gb197的规定,套筒内螺纹6h级,丝头螺纹7g级,牙型表 面粗糙
格式:pdf
大小:109KB
页数:5P
人气:95
4.3
技术交底记录 施表7.2共8页第1页 工程 名称 建发包河区s1511地块 施工 单位 厦门市建安集团有限公司 钢筋直螺纹加工与连接 一、施工准备 1、材料及主要机具: (1)、钢筋应符合国家标准《钢筋混凝土用热扎带肋钢筋》(1499)的要求及《钢筋混凝土 用余热处理钢筋》(13014)的要求。 (2)、套筒与锁母材料应采用优质碳素钢或合金结构钢,其材质应符合699的规定。 (3)、工具设备:切割机、套丝机、普通扳手、量规。 钢筋直螺纹套筒连接根据《钢筋机械连接通用技术规程》107-2010的规定,分为ⅰ、ⅱ、 ⅲ三个等级级。钢筋直螺纹套筒连接主要用于承受拉、压双向作用力的各类构筑物钢筋混凝土 结构中。 二、直螺纹接头技术要求 采用直螺纹套筒连接的钢筋接头,相
格式:pdf
大小:29KB
页数:4P
人气:95
4.5
钢筋直螺纹加工合同 甲方:中国对外建设有限公司陕西分公司 乙方:沧州市共创建筑机械销售有限公司 根据《中华人民共和国经济合同法》、《中华人民共和国建筑法》和《建 筑安装承包合同条例》的有关规定,结合本工程情况,经双方洽商达成以下 协议: 一、工程概况: 1、工程名称:安康市居尚现代城三期一标段工程 2、工程地点:安康市高新区花园大道 3、工程承包项目:钢筋直螺纹加工 二、承包方式:包工、包料、包工器具、包机械,包检验试验,包安 全,包文明施工等。 三、承包价格 滚轧螺纹按母材(钢筋)(含套筒)不含税按0.27元/mm计入。此 价格含:人工费、材料费、车丝费。 直螺纹连接价格一览表 序号型号单位单价/丝合计 1ф16个0.274.32 2ф18个0.274.86 3ф20个0.275.4 4ф22个0.275.94 5ф25个
格式:pdf
大小:30KB
页数:1P
人气:95
4.8
丝扣螺距(mm)丝头完整有效 扣(牙)数 现场加工丝扣 (牙)数 丝头加工长度 (mm)螺纹规格长度(mm) 142.588.521.3m14×2.535±1≥200 162.599.523.8m16×2.540±1≥200 182.51010.526.3m18×2.545±1≥200 202.51111.528.8m20×2.550±1≥200 222.51212.531.3m22×2.555±1≥260 253.01111.534.5m25×3.060±1≥260 283.01212.537.5m28×3.065±1≥320 323.01313.540.5m20×3.070±1≥320 北大资源·燕南二期项目部 2014年6月 接头拧紧力矩值(n.m) 钢筋直螺纹
格式:pdf
大小:22KB
页数:1P
人气:95
4.6
钢筋直螺纹套丝规格技术要求 规格标准套筒长度 钢筋丝头扣数(已 含外露丝扣长度) 钢筋丝头长度 (mm)+0.5 螺距(mm) 1640mm9扣22.52.5 1845mm10扣252.5 2050mm11扣27.52.5 2255mm12扣302.5 2560mm11扣333.0 2865mm12扣35.53.0 3275mm14扣40.53.0 3685mm15扣483.0 表6.21 直螺纹接头安装时的最小拧紧扭矩值 钢筋直径mm≤1618~2022~2528~3236~4050 拧紧扭矩 n.m 100200260320360460 直螺纹外露丝扣要求为:外露丝扣大于一个完整丝扣,但不于2个完 整丝扣。
格式:pdf
大小:111KB
页数:2P
人气:95
4.6
页眉内容 页脚内容 钢筋冷拉切断机验收表 lja12-9-2 工程名称设备型号 验收项目验收内容及要求验收结果 安 装 料架,料槽应安装平直,并应对准向筒、调直 筒和下切刀的中心线。 应用手动飞轮,检查传动机构和工作装置,调 整间隙,紧固螺栓,确认正常后,起动空运转, 并应检查轴承无易响,齿轮啮合良好,运转正 常后,方可作业。 应按调直钢筋的直径,选用适当的调直块及传 动速度。调直块的孔径应比钢筋直径大2-5mm, 传动速度应根据钢筋直径选用,直径大的宜选 用慢速,经调试合格,方可送料。 安全 防护 在调直块未固定、防护罩未盖好前不得送料。 作业中严禁打开各部防护罩并调整间隙。 送料前,应将不直的钢筋端头切除。导向筒前 应安装一根1m长的钢管,钢筋应先穿过钢管 在送入调直前端的导孔内。 电 气 设备外壳做保护接零,使用符合要求的开关 箱。 验 收 结 论 安全负责人:
格式:pdf
大小:206KB
页数:9P
人气:95
4.8
实用文档 钢筋直螺纹加工检查记录表 工程名称德外危改回迁楼3#楼 结构所在层 数 基础底板 接头数量700个抽检数量70个构件种类梁板受力主筋 序号 钢筋规 格 螺纹长度 检验 螺纹中径 检验 秃牙状况有无保护冒检验结论 1ф25√√√√合格 2ф25×√√√不合格 3ф25√√√√合格 4ф25√√√√合格 5ф25√√×√不合格 6ф25√√√√合格 7ф25√√√√合格 8ф25√√√√合格 9ф25√√√√合格 10ф25√√√√合格 11ф25√√√√合格 12ф25√√√√合格 13ф25√√√√合格 14ф25√√√√合格 15ф25√√√√合格 16ф25√√√√
格式:pdf
大小:118KB
页数:3P
人气:95
4.6
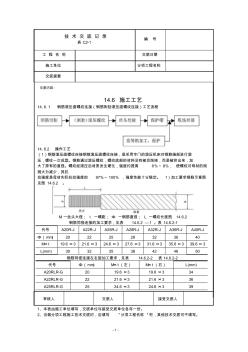
技术交底记录 表c2-1 编号 工程名称交底日期 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 -1- 14.6施工工艺 14.6.1钢筋滚压直螺纹连接(钢筋剥肋滚压直螺纹连接)工艺流程 14.6.2操作工艺 (1)钢筋滚压直螺纹连接钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚 压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加 大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%~8%,使螺纹对母材的削 弱大为减少,其抗 拉强度是母材实际抗拉强度的97%~100%,强度性能十分稳定。1)加工要求钢筋示意图 见图14.6
文辑创建者
我要分享 >
职位:BIM工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐