钢筋直螺纹套丝机操作安全技术交底重点
2025-04-01


注:1、项目对操作人员进行安全技术交底时填写此表;2、签名处不够时,应将 签到表附后。
安全技术交底书 单位工程名称 程炉张河安置区一期 i标 交底日期2013年8月30日 分部分项工程名称钢筋直螺纹生产班组名称钢筋直螺纹加工班 交底内容: 施工人员进入现场必须正确佩带安全帽 从事剥肋滚压直螺纹钢筋连接工作的工人必须经过技术培训,成绩合格后方能持证上 岗,班组成员要相对固定。每台班操作工人配备4人,其中滚丝机操作1人,丝头质检、盖 保护帽1人,钢筋搬运2人。 所有钢筋都必须有出场合格证和进场复试报告,并不得有锈蚀和污染现象,被连接钢 材自检验合格的钢材堆放区取用。 连接套筒必须有出场合格证和型式检验报告。所有材料必须从挂有“检验合格”标识牌的 材料堆放处领料。 钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及普通扳手等。钢筋应先调直 再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄严重的要切去,但不得用气割下料。 钢
编辑推荐下载
格式:pdf
大小:13KB
页数:2P
人气:67
 4.3
4.3
钢筋直螺纹套接安全技术交底 施工单位:广州市住宅建设发展有限公司 工程 名称 镜湖花园四期d1、d2、d3、 c4、c5栋、地下室工程 分部分项 工程工种 1、滚丝机应按规定设置,放置平稳,安全就位。 2、滚丝钢管架平台搭设必须牢固、平稳。 3、人工搬运钢筋,应遵守本规程第十二章第一节的有关规定。 4、钢筋端头使用磨光机时,工人应戴安全防护罩,以免钢筋碎屑伤人。 5、钢筋套丝连接时,应按规定的力矩紧固,操作时用力必须均匀,不得 过猛,以免扳手断裂伤人。 6、钢筋套丝连接时,应请注意螺纹正反方向,必须将一端钢筋固定不动,另 一端拧紧螺纹,操作时,应相互配合,不能单独操作,以免钢筋摆动伤人。 交底人签字: 日期: 接受人(全员)签字:
格式:pdf
大小:10KB
页数:3P
人气:67
4.8

钢筋直螺纹套丝加工 1、钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲(钢筋 下料工具必须用无齿锯下料,严禁用切断机下料);钢筋端部不得有 弯曲;出现弯曲时应弯曲。 2、外形质量:丝头有效螺纹数量不得少于设计规定;牙顶宽度大于 0.3p的不完整螺纹累计长度不得超过两个螺纹周长,钢筋丝头的牙形、 螺距必须于连接套的牙形、螺距规相吻合;每种钢筋丝头有效扣数: φ168.5-9.5扣、φ189-10扣、φ2010.5-11.5扣、φ2211.5-12.5 扣、φ2510.5-12.5扣、φ2811-12扣、φ3212-14扣; 3、丝头尺寸检验:通环规、止环规必须放置钢筋加工现场,用专用 的螺纹环规检验,其环通规应能顺利的旋入,环止规旋入长度不得超 过3p。 4、加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。 5、丝头加工完毕经检验合格后,应立即带上塑料保护帽
热门文档 钢筋直螺纹套丝机操作安全技术交底重点
格式:pdf
大小:15KB
页数:2P
人气:67
4.5
建筑安装工程安全技术交底单 施工单位:柳州市建筑工程集团有限责任公司桂建安1—95 工程名称 中房胜利小区北二区 3#、4#楼及地下室分部分项工程名称钢筋直螺纹机 施工队(组)施工人数 安全技术交底内容: 1.进入施工现场必须戴好安全帽,并扣好帽带,不准穿拖鞋、高跟鞋进入施工现场或穿 硬底、带钉的鞋攀爬外架。 2.严禁酒后上岗,不准带小孩进入施工现场。 3.操作前检查机床,确保安放平稳并用木方架牢固,两台机床主轴轴心线处于水平位置, 如有倾斜只能是夹钳放方向低但不大于5度。 4.机床操作时严禁用脚踏手柄进给或复位。 5.滚扎丝头时必须用水溶性切削润滑液严禁用油或者不加切削润滑液加工。 6.在滚扎过程中如遇滚丝损坏等故障应立即停机,切断电源后维修。 7.如遇打拐钢筋扣丝必须先套丝后打拐,以防钢筋转动伤人。 8.操作时严禁带手套操作,宜穿紧袖口上衣。 9.
格式:pdf
大小:14KB
页数:1P
人气:67
4.4
建筑安装工程安全技术交底单 施工单位:广西建工集团第一建筑工程有限责任公司 工程名称 广西经贸职业技术学院新建职工高 层住宅1#、2#、3#楼 分部分项名称基础筏板工种钢筋工 安全技术交底内容: 1、钢筋直螺纹滚丝机(hgs-40b型)作业工棚必须符合防火、防雨要求。 2、安装钢筋直螺纹滚丝机(hgs-40b型)时,应选择坚实平整的地面,工作台和 滚轧机口保持水平,电气线路符合规范要求,并做好保护接零可靠,安装后经试 机验收合格,并签署验收姓名,方可交付使用。 3、钢筋直螺纹滚丝机运转时,要戴好防护眼镜。 4、用塔吊转运钢材是,由塔吊信号工指挥,传递钢筋严防碰触电源电线。 5、做好产品保护。 6、作业后应拉闸切断电源,锁好电箱。 交底人签字: 日期:年月日 接受人(全员)签字: 注:本交底一式三份,班组、交底人、资料员保管各一份。
格式:pdf
大小:18KB
页数:2P
人气:67
4.3

钢筋直螺纹套丝加工技术交底 一、直螺纹丝头加工 1、要求施工人员对所使用的机械及时进行保养,发现的问题要及时维修。 2、钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲。 3、套丝加工必须用水溶性切削冷却润滑液。 4、外形质量:钢筋丝头的牙形螺距必须与连接套的牙形螺距相吻合,每种钢筋丝 头有效扣数,按下表要求执行。 规格有效扣数规格有效扣数 φ168.5-9.5扣φ189-10扣 φ2010.5-11.5扣φ2211.5-12.5.扣 φ2510.5-12.5扣φ2811-12扣 φ3212-14扣 5、外观质量:丝头表面不得有影响接头性能的损坏及锈蚀。 6、加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。 7、丝头加工完毕经检验合格后,应立即套上塑料保护帽或拧上连接套筒,并按规 格分类堆放整齐待用。 二、直螺纹丝头连接 1、在进行钢
格式:pdf
大小:38KB
页数:3P
人气:67
4.6
直螺纹套筒连接技术交底记录 工程名称 s301大林线二升一改建107国道、京广铁 路立交工程 施工单位 河南泉隆路桥工程有 限公司 交底项目钢筋直螺纹套筒连接施工队伍桥梁施工队 交底内容: 一、施工机具 钢筋剥肋滚压直螺纹机、环通规、环止规、力矩扳手、普通扳手、管钳、丝头卡板等。 二、基本概况 本工程需套丝钢筋规格如下:直径≥16的钢筋采用直螺纹套筒连接。 三、施工准备 1、参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。 2、钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的要切去, 但不得用气割下料。 四、施工工艺 1、工艺流程: 预接:钢筋端面平头→剥肋滚压螺纹→丝头质量检验→利用套简连接→接头检验; 现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→质量检验。 2、钢筋丝头加工: 1)、按所需的钢筋规格
格式:pdf
大小:94KB
页数:5P
人气:67
4.4

1 郎溪路高架包河大道立交工程 镦粗直螺纹钢筋连接技术交底 日期:编号: 工程名称 合肥市郎溪路高架包河 大道立交工程 施工部位桩基 交底单位交底人 审核/批准 人 接收单位接收人 技术交底内容及要求: 一、施工机具 直螺纹滚扎机、镦粗机、手持式打磨机、扳手、管钳、环通规、环止规、扭力扳 手、丝套机、高压油泵、砂轮切割机等。 二、基本概况 本工程需套丝钢筋规格如下:直径≥25mm的钢筋采用镦粗直螺纹套筒连接。 三、施工准备 1、参加镦粗直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持 证上岗操作。 2、钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严 重的要切去,但不得用气割下料。 四、施工工艺 1)、工艺流程: 镦粗直螺纹接头的工艺是利用冷镦机将钢筋端部先行镦粗,再用丝套
精华文档 钢筋直螺纹套丝机操作安全技术交底重点
格式:pdf
大小:711KB
页数:5P
人气:67
4.6
合肥市轨道交通1号线一、二期工程 土建工程5标段 直螺纹套筒连接技术交底 交底人: 复核人: 接收人: 日期: 技术交底 工程名称合肥市轨道交通一号线土建5标望湖城站 交底部位直螺纹套筒及连接施工单位中铁十局集团有限公司 交底人董雄飞交底日期 接收人复核人 操作人员 望湖城车站已经接近车站主体结构施工,主体结构钢筋之间的常用的连接方式有: 焊接、套筒连接等,焊接工艺复杂,且不易控制其连接质量;而套筒连接可以大大降低 材料的使用,而且操作简便,不受钢筋成份种类限制;加工效率高,风雨无阻,可全天 候施工,可连接横、竖、斜向的hrb335、hrb400同径或异径钢筋,成本相差不大。故 此,选择套筒连接。 交底内容: 一、施工机具 钢筋剥肋滚压直螺纹机、力矩扳手、普通扳手等。 二、施工准备 1、参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格
格式:pdf
大小:22KB
页数:2P
人气:67
4.6
钢筋直螺纹套丝加工技术交底 一、直螺纹丝头加工 1、要求施工人员对所使用的机械及时进行保养,发现的问题要及时维修。 2、钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲。 3、套丝加工必须用水溶性切削冷却润滑液。 4、外形质量:钢筋丝头的牙形螺距必须与连接套的牙形螺距相吻合,每种钢筋丝头有效 扣数,按下表要求执行。 规格有效扣数规格有效扣数 φ168.5-9.5扣φ189-10扣 φ2010.5-11.5扣φ2211.5-12.5.扣 φ2510.5-12.5扣φ2811-12扣 φ3212-14扣 5、外观质量:丝头表面不得有影响接头性能的损坏及锈蚀。 6、加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。 7、丝头加工完毕经检验合格后,应立即套上塑料保护帽或拧上连接套筒,并按规格分类 堆放整齐待用。 二、直螺纹丝头连接 1、在进行钢筋连
格式:pdf
大小:31KB
页数:2P
人气:67
4.7

技术交底书 长城汽车股份有限公司徐水项目一期涂装车间(1-23轴)土建工程编号:xstg--011 工程名称徐水长城试车场通道钢筋工程施工位置钢筋直螺纹套丝及连接 交底者接收者 复核者日期2011.7.2 交底内容: 一、施工机具 钢筋剥肋滚压直螺纹机、力矩扳手、普通扳手等。 二、施工准备 1、参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上岗操作。 2、钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄形严重的要切去,但不 得用气割下料。 三、施工工艺 1、工艺流程: 预接:钢筋端面平头→剥肋滚压螺纹→丝头质量检验→利用套简连接→接头检验; 现场连接:钢筋就位→拧下钢筋保护帽和套筒保护帽→接头拧紧→作标记→质量检验。 2、钢筋丝头加工: 1)、按所需的钢筋规格调整试棒并调整好滚丝头内孔最小尺寸。 2)、按
格式:pdf
大小:22KB
页数:1P
人气:67
4.6
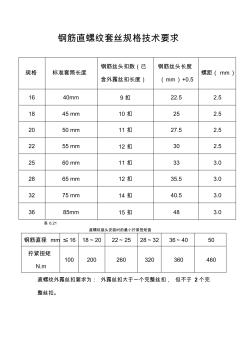
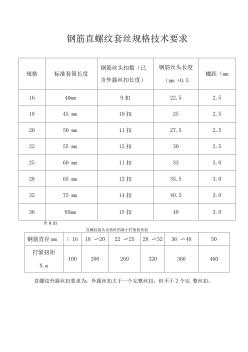
钢筋直螺纹套丝规格技术要求 规格标准套筒长度 钢筋丝头扣数(已 含外露丝扣长度) 钢筋丝头长度 (mm)+0.5 螺距(mm) 1640mm9扣22.52.5 1845mm10扣252.5 2050mm11扣27.52.5 2255mm12扣302.5 2560mm11扣333.0 2865mm12扣35.53.0 3275mm14扣40.53.0 3685mm15扣483.0 表6.21 直螺纹接头安装时的最小拧紧扭矩值 钢筋直径mm≤1618~2022~2528~3236~4050 拧紧扭矩 n.m 100200260320360460 直螺纹外露丝扣要求为:外露丝扣大于一个完整丝扣,但不于2个完 整丝扣。
最新文档 钢筋直螺纹套丝机操作安全技术交底重点
格式:pdf
大小:57KB
页数:未知
人气:67
4.8
 钢筋锥螺纹套丝机传动分析
钢筋锥螺纹套丝机传动分析 着重分析sz50型钢筋锥螺纹套丝机传动方式对螺纹质量和工人劳动强度的影响,在此基础上提出改进措施。
格式:pdf
大小:256KB
页数:10P
人气:67
4.4
监利县文化体育中心工程 第1页共10页 安全技术交底记录 工程名称监利县文化体育中心工程记录编号 分部分项 工程名称 钢筋直螺纹连接 交底单位 中国核工业第二二建设有限公司 监利文体中心项目部 设计图号/ 接受单位技术负责人 交底时间年月日交底地点 交底内容: 直螺纹套筒连接技术交底 1、作业条件及要求 1.套丝操作工人必须经专门培训,并经考试合格后方可上岗。 2.项目部施工人员均要熟悉图纸、熟悉施工现场及项目各项管理制度,确保做到对 施工部位、施工内容及要求、施工现场状况及项目各项管理制度完全掌握清楚。 3.项目部施工人员施工前均要接受施工技术交底、安全教育及安全交底。 4.直螺纹滚压加工机械需检查合格,连接套筒也要提前送检合格后,方可进行施工。 5.根据图纸要求确定钢筋套丝规格:本工程柱、梁钢筋直径≥16钢筋均采用直螺纹 连接(套丝)。 2、施工准
格式:pdf
大小:13KB
页数:1P
人气:67
4.5
分部(分项)工程施工安全技术交底书 单位:交底日期:年月日 工程名称:分部(分项)工程:基础工程工种:钢筋直螺纹操作工 一、施工安全基本要求 1.班前检查工作周围环境; 2.班中检查不安全的问题; 3.班后检查工完料净场地清; 4.严格遵守十项安全措施; 5.自觉维护现场安全设施; 6.遵守施工现场文明施工规定; 7.不懂机电不动机电; 8.时时注意不安全行为; 9.人人关心他人安全; 10.生产必须服从安全; 二、安全技术交底要求 1.本单位由工地技术负责人交底; 2.安全技术交底针对性要强,要全面; 3.施工员、安全员、班(组)长接受交 底后签字; 4.本交底书一式四份,交底人、施工员、 安全员、班组长各持一份备查。 本部(项)工程特点: 针对性安全技术交底内容: 为了贯彻执行“安全第一,预防为主”的方针,确保本工程的安全施工,现特做如下安全技术交底: 1.进入施工
格式:pdf
大小:8KB
页数:1P
人气:67
4.6
钢筋直螺纹套接安全技术操作规程 1滚丝机应按规定设置,放置平稳,安全就位。 2滚丝钢管架平台搭设必须牢固、平稳。 3人工搬运钢筋,应遵守本规程地十二章第一节的有关规定。 4钢筋端头使用磨光机时,工人应戴安全防护罩,以免钢筋碎屑伤 人。 5钢筋套丝连接时,应按规定的力矩紧固,操作时用力必须均匀, 不得过猛,以免扳手断裂伤人。 6钢筋套丝连接时,应注意螺纹正反方向,必须将一端钢筋固定不 动,另一端拧紧螺纹,操作时,应互相配合,不能单独操作,以免钢 筋摆动伤人。
格式:pdf
大小:41KB
页数:3P
人气:67
4.3
技术交底记录 工程名称澄星花苑5#、6#楼施工单位江苏江中集团 交底部位直螺纹套丝连接日期2014-11-5 交底内容: 除图纸要求以外,还需注意一下: 一、施工准备 1.1钢筋进场经验收送检合格。 1.2直螺纹套丝机、砂轮切割机、进场经调运转正常。 1.3套丝时使用的润滑油等辅助材料进场处于待用状态。 1.4普通扳手、螺纹保护盖。 二、操作工艺 切割下料→端头处理→加工螺纹→安装套筒→调头→第一端加工螺纹→安装保护 套→作好标识→分类堆放→现场安装 2.1切割下料 对端头不直的钢筋预先调直;采用砂轮切割机进行切割下料,切口的端面与钢 筋轴线垂直。 2.2端头处理 钢筋轴线不大于4度的偏斜,不得出现与钢筋轴线相垂直的横向表面裂缝。出 现质量不符合要求时,应及时割除,外形尺寸应符合要求。 2.3加工螺纹 将钢筋端部放入套丝机套丝孔内,按标准尺寸加工
格式:pdf
大小:65KB
页数:4P
人气:67
4.5
技术交底记录 2011年01月04日 工程名称新乡建业壹号城邦7#楼分部工程地基和基础 分项工程名称直螺纹套丝 交底内容: 一、剥肋滚压螺纹加工与检验 采用钢筋剥肋滚丝机(型号:ghg40、ghg50),先将钢筋的横肋和纵肋进行剥 切处理后,使钢筋滚丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。 钢筋剥肋滚丝机由台钳、剥肋机构、滚丝头、减速机、涨刀机构、冷却系统、电 器控制系统、机座等组成。其工作过程:将待加工钢筋夹在夹钳上,开动机器,扳动 进给装置,使动力头向前移动,开始剥肋滚压螺纹,待滚压到调定位置后设备自动停 机并反转,将钢筋端部退出滚压装置,扳动进给装置将动力头复位停机,螺纹即加工 完成。 剥肋滚丝头加工尺寸应符合表9-76的规定。丝头加工长度为标准型套筒长度的 1/2,其公差为+2p(p为螺距) 剥肋滚丝头加工尺寸(mm)表9
格式:pdf
大小:99KB
页数:7P
人气:67
4.7
... .......... 技术交底记录 表c2-1 资料编号 工程名称千业新城交底日期2018.8.15 施工单位青岛滨海建设集团有限公司分项工程名称钢筋工程 交底提要钢筋直螺纹连接施工技术交底 交底内容: 一、施工准备 1.机具准备: 通环规,止环规,力矩扳手,滚压直螺纹机,卡具,砂轮切割机,钢丝刷,钢筋支 架等。 2.材料准备: 标准型套筒、套筒保护盖、塑料保护帽等。 二、作业部位: 钢筋后台加工区和现场作业部位。 三、作业条件 1.钢筋加工班根据钢筋配料单加工完成型钢筋,并经检验合格。 2.滚压直螺纹接头施工人员全部持证上岗(由厂家培训,经考核合格后发上岗证)。 3.钢筋切口端面与钢筋轴线不垂直、端头弯曲、马蹄严重的用砂轮切割机切去。 4.钢筋表面的污垢等清理干净。 四、操作工艺 1.工艺流程: 1.1钢筋丝头加工: 加工前检查、就位→
格式:pdf
大小:106KB
页数:10P
人气:67
4.5
1 技术交底记录 表c2-1 资料编号 工程名称千业新城交底日期2018.8.15 施工单位青岛滨海建设集团有限公司分项工程名称钢筋工程 交底提要钢筋直螺纹连接施工技术交底 交底内容: 一、施工准备 1.机具准备: 通环规,止环规,力矩扳手,滚压直螺纹机,卡具,砂轮切割机,钢丝刷,钢筋支 架等。 2.材料准备: 标准型套筒、套筒保护盖、塑料保护帽等。 二、作业部位: 钢筋后台加工区和现场作业部位。 三、作业条件 1.钢筋加工班根据钢筋配料单加工完成型钢筋,并经检验合格。 2.滚压直螺纹接头施工人员全部持证上岗(由厂家培训,经考核合格后发上岗证)。 3.钢筋切口端面与钢筋轴线不垂直、端头弯曲、马蹄严重的用砂轮切割机切去。 4.钢筋表面的污垢等清理干净。 四、操作工艺 1.工艺流程: 1.1钢筋丝头加工: 加工前检查、就位→(剥肋)滚轧丝头→丝头质量自检
格式:pdf
大小:24KB
页数:2P
人气:67
4.5
安全技术交底 表aq—c11—1 编号 工程名称北京地铁6号线六标段黄渠站 施工单位北京地铁6号线一期六标项目经理部交底项目套丝机 安全技术交底内容 本交底适用于北京地铁6号线六标段黄渠站施工。 一、安全交底 1.对所有施工人员必须进行入场前的安全教育,考试合格后,成绩造册登记, 方能上岗; 2.施工人员进入现场必须戴合格的安全帽,系好帽带,锁好扣带; 3.施工人员在作业活动中严禁穿拖鞋、赤背; 4.设备必须专人负责,并持证上岗。 5.要遵循锥螺纹套丝机安全操作规程。 6.必须熟知了解锥螺纹套丝机设备的构造、原理及其性能。 7.作业时精力要集中,严禁嬉笑打闹。 8.使用套丝机前,要作好设备检查、电器检查工作,发现问题,查找隐患, 杜绝不安全因素,防止事故发生。 9.套丝时必须确保钢筋夹持牢固,防止钢筋伤人。 10.套丝时作好冷却工作,同时作好安全防护工作,防止铁屑溅出伤
文辑创建者
我要分享 >
职位:室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐