钢连轧中型生产线飞剪的异型剪刃改造
2025-03-31

飞剪在h型钢生产线上的应用 作者:蒋涛,殷强 作者单位:中冶京诚-瑞信长材公司 本文读者也读过(10条) 1.王学慧.刘阳.刘战英连轧工字钢腰腿均匀延伸的孔型设计方法[会议论文]-2009 2.胡洪.郭新文热轧h型钢孔型设计探讨[会议论文]-2008 3.牛海山.赵宪明.吴迪.niuhai-shan.zhaoxian-ming.wudi超大型h型钢轧制方法研究[期刊论文]-轧钢 2007,24(5) 4.段向泽.duanxiang-zeh型钢结构焊接质量控制工艺的探讨[期刊论文]-山西建筑2006,32(3) 5.田福祥.tianfu-xiang圆钢径向夹紧精密剪切模设计[期刊论文]-模具工业2006,32(1) 6.孟祥杰.林文彬h型钢生产线应用[期刊论文]-电焊机2001(8) 7.
介绍了宣钢连轧中型生产线矫直机改造情况。因800矫直机矫直能力不足,限制了更大规格、更高强度钢种产品及矿用u型钢的开发生产,技术人员根据连轧中型生产线工艺布置及设计品种的工艺要求,对矫直机改造提出技术要求。根据现场使用经验,自主设计了各规格矫直辊;在矫直机初步设计审查中,对矫直机部分结构提出改进方案,使矫直机更适用于现场工艺。通过矫直机改造,提高了矫直能力,增加了矫直产品规格,提高了产品产量和质量,满足了市场需求。
编辑推荐下载
格式:pdf
大小:192KB
页数:3P
人气:54
 4.7
4.7
 冷连轧机组中转鼓式飞剪设计改造
冷连轧机组中转鼓式飞剪设计改造 转鼓式飞剪是板带材连续生产线上的一种在线剪切设备,通过对剪刃型式的选择减小了剪刃的最大剪切力,对其齿轮结构优化设计消除了传动斜齿间的间隙,提高了飞剪剪切的平稳性和剪切质量;同时通过安装飞轮,减小了剪切时尖峰负荷对电机的冲击,使电机选用更合理同时也起到了节能作用,为飞剪的设计提供了参考。
格式:pdf
大小:249KB
页数:4P
人气:54
4.4
针对宣钢公司型棒厂连轧中型生产线工艺设备存在的问题分析了原因并进行了优化改造。通过加粗翻转传动轴直径,并进行调质处理,加大旋转小车轴孔,改小车上下部分连接方式为过眼连接,加焊可拆装挡钢角铁插槽,改变链条材质等对成排台架进行改造;对冷锯机的润滑油箱、减速箱轴承及控制系统进行改造;同时将码垛机磁翻转油缸连接长轴改为一长一短两轴,升降液压缸位置编码改为接近开关。改进后,弥补了原设计的不足,减少了设备故障停机,提高了生产作业率。
热门文档 钢连轧中型生产线飞剪的异型剪刃改造
格式:pdf
大小:88KB
页数:3P
人气:54
4.8
7结束语 综上所述,马钢万能型钢轧机自动化控 制系统硬件配置水平高,系统结构合理,控制 功能完善,自动化程度具有目前世界先进水 平整个系统主要特点归纳如下: 1)除少数位置控制精度高或起动力矩 大且电机容量小的传动选用直流电动机外, 其余主辅传动均采用变额调速交流电动机, 这样大大减小了电机维护工作量。 2)采用全数字式变额及整流装置,控 制精度高,重复性好。 3)位置控制等功能均由变频装置或整 流装置完成,plc系统只起监控作用。这样 大大减轻了plc系统压力 4)集散型的控制系统给分区调试带来 了方便,尤其是各区介质系统单独采用一台 plc,这样液压、润滑系统可以单独调试t保 证轧线试车时,各介质系统已可正常工作。 5)采用了小张力控制和维压agc控 制,保证了成品精度。 6)一级、二级自动化
格式:pdf
大小:97KB
页数:2P
人气:54
4.4
莱钢特钢厂热轧生产线采用横列式布置,设备装备与工艺技术水平落后,生产出的合金钢大棒材尺寸精度低,尺寸废品率高。通过对轧线ф650mm×1/ф550mm×1/ф550mm×4进行半连轧布置、精轧机组应用高刚度轧机等改造,提高了合金钢大棒的尺寸精度,使尺寸废品率从0.6%降低到0.25%。
格式:pdf
大小:517KB
页数:4P
人气:54
4.3

介绍了承钢连轧厂对引进二手棒材半连轧生产线进行的全连轧工艺改造,分析了改造前后设备状况及工艺特点。通过对加热炉、主轧制线、冷床及检验台架系统进行改造,电气系统国产化,使车间生产能力由30万t/a提高到60万t/a以上,各项技术经济指标大幅度提高,经济效益显著。
精华文档 钢连轧中型生产线飞剪的异型剪刃改造
格式:pdf
大小:239KB
页数:4P
人气:54
4.3

分析了连轧窄带钢生产线矫直机运行中存在的问题,将矫直辊的直径缩小、辊数增加,矫直辊由上悬挂安装方式改为上下支撑式,将活动支架由滑动式改为滚动式,弥补了矫直机原设计的不足,杜绝了压产和停产事故,提高了带钢产量,降低了维修人员的劳动强度及备件消耗成本.
格式:pdf
大小:1.0MB
页数:2P
人气:54
4.5
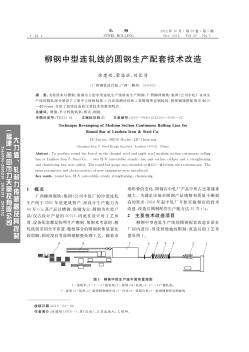
为将原来以槽钢、角钢为主的中型连轧生产线转而生产圆钢,广西柳州钢铁(集团)公司中轧厂在该生产线的精轧部分增设了2架平立转换机架、1台在线测径仪和1条圆钢矫直倒棱线,使圆钢规格拓展至φ120~φ160mm,介绍了新增设备的主要技术参数和特点。
格式:pdf
大小:638KB
页数:4P
人气:54
4.4

介绍了湘钢棒材厂棒材半连轧生产线异地搬迁改造项目,分析了搬迁改造前后的设备状况和工艺特点。通过对加热炉、轧线设备、冷床、冷剪、精整以及轧线控制系统的全连轧改造,产能从23万吨提高到80万吨。产品的精度质量取得大幅度提升,为企业带来了可观的经济效益。
格式:pdf
大小:459KB
页数:5P
人气:54
4.7
根据氧化铁皮产生的机理和除鳞装置的工作原理,针对国内某热轧生产线对其生产的带钢表面质量的要求,对其精轧机除鳞系统进行了适应性改造。介绍了改造的目的、要求和主要措施。结果表明,该方法可提高带钢的表面质量。
格式:pdf
大小:765KB
页数:3P
人气:54
4.4
经过对型钢生产线投产运行过程中冷剪区域设备存在的问题进行总结分析,进而对问题设备进行了改造,解决了先前生产中影响轧材节奏的瓶颈问题,改造后整条生产线运行顺畅,达到了预期的目的。实现了良好的经济效益。
最新文档 钢连轧中型生产线飞剪的异型剪刃改造
格式:pdf
大小:90KB
页数:1P
人气:54
4.7
济钢第一小型轧钢厂全连轧生产线投产初期存在加热炉出钢节奏慢、粗轧机立辊减速机设计传动能力小等问题.通过合理选择和设计高速级传动齿轮参数、优化完善粗轧孔型、实施多线切分轧制技术等,使设备装备水平显著提高,万吨钢设备故障误时由3.5h减少到0.986h,2007年年生产能力达到127万t.
格式:pdf
大小:279KB
页数:4P
人气:54
4.6
通过分析太原钢铁(集团)有限公司1549mm热轧厂的生产现状和存在的主要问题,有针对性地进行了技术改造,包括精轧主传动系统的扩容更新,以满足不锈钢薄规格的稳定批量生产和热轧高强钢的开发、生产需要;粗轧和精轧除鳞箱的更新、精轧机架间除鳞装置的新增,以提升不锈钢和碳钢带钢表面质量;加密型层流冷却和3#强力卷取机的应用,以满足高强钢控冷和低温卷取的需要;立卷运输系统改造为卧卷运输系统,以防止薄规格钢卷的折边缺陷。通过合理规划施工方案,此次改造全线停产时间仅为25天。
格式:pdf
大小:13KB
页数:1P
人气:54
4.3

济钢第一小型轧钢厂全连轧生产线投产初期存在加热炉出钢节奏慢、粗轧机立辊减速机设计传动能力小等问题。通过合理选择和设计高速级传动齿轮参数、优化完善粗轧孔型、实施多线切分轧制技术等,使设备装备水平显著提高,万吨钢设备故障误时由3.5h减少到0.986h,2007年年生产能力达到127万t。
格式:pdf
大小:220KB
页数:3P
人气:54
4.7
安钢炉卷轧机生产线圆盘剪设备改造 对影响圆盘剪剪切的因素进行了分析,提出了改造溜槽结构和加大溜槽与剪箱的连接强度、变更入口支撑梁结构和安装方式、改造碎边分料槽结构、调整磁力对中设备电磁铁标高、优化碎边剪箱体结构等具体措施,解决了圆盘剪卡钢、跑偏、溜槽断裂、碎边剪刀盘断裂、分料槽堵钢等问题,保证了圆盘剪正常剪切。
格式:pdf
大小:3.2MB
页数:5P
人气:54
4.3

针对近年来钢铁企业1/2连轧生产线中粗轧机产能不足,无法发挥连轧机生产效率的问题,充分考虑投资因素的影响,总结窄带钢热连轧生产线的布置型式和工艺流程的特点,对全连轧、3/4连轧及粗轧双机架串列布置型式改造方案的合理性进行对比分析,指出针对现有1/2连轧生产线上述改造方案中,全连轧改造方案在新设备及电力容量增加最大,产能匹配较不合理;3/4连轧改造方案对设备的间距要求长于现有长度;只有粗轧机双机架串列布置的改造方案产能匹配合理,现有设备及基础均能够利旧使用,对新增设备及电机扩容要求最小,在较少资金投入基础上,实现增加坯重、提高年产量及减小产品厚度等改造目标.
格式:pdf
大小:147KB
页数:2P
人气:54
4.3
轻钢龙骨生产线中定尺飞剪机的研究 轻钢龙骨是一种新型的建筑材料,广泛用于各种建筑改造、室内装修设置、顶棚等场所.龙骨吊顶具有重量轻、强度高、适应防水、防震、防尘、隔音等功效,同时还具有工期短、施工简便等优点.
格式:pdf
大小:36KB
页数:未知
人气:54
4.7
宣钢二高线3号飞剪剪前轧机速度传输改造 本文主要介绍了宣钢二高线3号飞剪现有控制方法的不足,尤其是在采集剪前轧机速度方面所存在的弊端,对现有正常生产的造成制约。同时提出了改进的方法,利用现有plc软件系统解决了硬件脉冲分配板的故障,彻底使3号飞剪恢复正常使用。
格式:pdf
大小:185KB
页数:3P
人气:54
4.7
半连轧生产线轧制货叉扁钢生产实践 介绍了石钢公司第二轧钢厂由横列式生产线改造为半连轧生产线后轧制货叉扁钢的技术方案、工艺流程、平面布置以及工艺技术特点,经过10个月的调试,目前已经批量生产,日产量由300t提高到600t,产品质量稳定。
格式:pdf
大小:344KB
页数:未知
人气:54
4.7
广钢高线厂N1飞剪的电气与PLC控制系统分析 飞剪是轧制作业线上的生产设备,为保证剪切质量,其控制要求必须快速、精确。采用plc进行控制,提高其产品质量及准确性。本文论述了广钢高线厂生产过程中n1飞剪的电气传动及plc自动控制系统的控制方式及系统设计方法。
文辑创建者
我要分享 >
职位:热控监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐