钢丝螺套安装扳手
2025-01-17
、手动安装扳手:利用手动安装丝套的工具,分组合螺母型用整体螺母型两种。 (1)组合螺母型手动安装扳手 用于手动安装 ST2*0.4~ST8*1小规格丝锥。 标记方法: ZHB/ST d*p 标记示例:安装 ST4*0.7 丝套的手动安装扳手,标记为 ZHB/ST 4*0.7 (2)整体螺母型手动安装扳手 用于手动安装 ST8*1以上规格的丝锥套。 标记方法: ZTB/ST d*p 标记示例:安装 ST10*1丝套的手动安装扳手,标记为 ZTB/ST 10*1

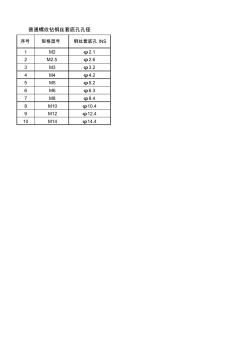
序号规格型号钢丝套底孔ins 1m2φ2.1 2m2.5φ2.6 3m3φ3.2 4m4φ4.2 5m5φ5.2 6m6φ6.3 7m8φ8.4 8m10φ10.4 9m12φ12.4 10m14φ14.4 普通螺纹钻钢丝套底孔孔径
1 钢丝螺套介绍 1.什么是钢丝螺套?钢丝螺套是用冷轧的菱形丝精确形成的螺旋线圈,为内外螺纹同心体, 其一端带有沿径向弯曲的安装柄。钢丝螺套(也称为丝套、螺套、螺纹扩套)是一种新型内外 螺纹紧固件,可嵌入金属或非金属材料上开成高强度、耐磨损具有互换性的标准m、mj螺 纹,也可用于修复磨损或损坏的内螺纹孔。 2.钢丝螺套的使用原理是什么?自由状态下的丝套直径比其装入的内螺纹稍大,装配过程 中安装工具加到安装柄的扭力使其引导圈直径进行惮性收缩,从而引入预先用钢丝螺套专用 丝锥攻好的内螺纹孔内; 3.使用钢丝螺套的优点表现在哪些方面?使用钢丝螺套优点如下: 1)延长使用寿命:由于钢丝螺套是不锈钢材料,具有较高硬度,使较软的基件螺纹寿命增 加几十到几百倍;增加了其强度,也避免了脱扣,乱扣现象的发生。 2)增加连接强度:可用于铝镁等软低强度合金材料、木材、塑料、橡胶等易变形低
编辑推荐下载
格式:pdf
大小:362KB
页数:1P
人气:78
 4.8
4.8

钢丝螺套安装工具包括钢丝螺套丝锥、钢丝螺套安装扳手、钢丝螺套冲断器、钢丝螺套卸套器、钢丝螺套 螺纹塞规。 1、钢丝螺套专用丝锥:用于加工钢丝螺套安装孔的内螺纹; 2、钢丝螺套安装扳手:用于将钢丝螺套装入内螺纹孔中; 3、钢丝螺套冲断器:用于折断钢丝螺套安装柄; 4、钢丝螺套卸套器:用于取出装入螺纹孔中的钢丝螺套; 5、钢丝螺套螺纹塞规:用于检验安装钢丝螺套的内螺纹孔。
格式:pdf
大小:458KB
页数:2P
人气:78
4.5
铝件螺孔钢丝套安装方法 第1页共2页 附加说明: 1.当在设备上配钻时要注意防护,避免铝屑掉掉入设备内部,如有电路板要把电路板做好隔离, 安装完成后用吸尘器及抹布及时清理。 附表如下: 序号工序名称作业要求注意事项 1 钻孔 1.1选用合适钻头钻孔,钻孔深 度大于螺套安装长度,注意不要将 孔钻成锥形,切屑不要掉入可能会 引起损坏的地方。钻孔后允许适当 倒角,倒角不宜过大,因为过大不 利于钢丝螺套的旋入和引起不适应 的装配。 1.因为铝板的材质比较柔软,而且具 有很大的粘性,所以选择钻头的时候 最好选择螺旋丝锥的钻头。 2.钻头要垂直于被加工件。 2 攻丝 2.1使用钢丝螺套专用丝锥攻丝 (规格详见附表)。攻丝的长度,盲孔 时必须超过钢丝螺套的安装长度; 通孔时要全部攻丝。攻丝后,螺纹 孔应清理(挤压丝锥攻的丝不用清 理)。螺纹精度要求高时,应用钢丝
热门文档 钢丝螺套安装扳手
格式:pdf
大小:127KB
页数:5P
人气:78
4.5

钢丝螺套的基本结构及安装使用 一、钢丝螺套的基本结构 钢丝螺套是用高强度,高精度,菱形截面的不锈钢丝绕制成的弹簧状的螺纹连接件。一 般常用来加强铝或其它低强度机体的螺孔或修复因加工或使用而损坏的螺孔。 将钢丝螺套旋入特定尺寸的螺孔内,其菱形截面的外角与机体紧密贴合而菱形截面的内 角则形成一个新的标准的内螺纹。用一个标准的螺钉拧入这一钢丝螺套所形成的内螺纹中, 则构成一个带钢丝螺套的螺纹连接(见图1)。 图1 钢丝螺套旋入螺孔前,自由状态直径大于安装钢丝螺套用内螺态度的直径,旋入钢丝螺 套时需将其直径缩小,而旋入之后则自行弹开。钢丝螺套依靠自身的弹力紧密的贴合在机体 螺纹的牙槽内,使其牢固的固定在机体螺孔内,拧入、拧出螺钉它都不会松动。 钢丝螺套自由状态的外形结构如图2所示。 图2 钢丝螺套体:是由菱形截面钢丝绕制成的螺旋体。其外表面形成外螺纹,内表面则形 成内螺纹
格式:pdf
大小:104KB
页数:4P
人气:78
4.7

螺纹规格d×pk×d 钢丝螺套安 装后长度 l(mm) 钻头直径 do(mm) 自由状态下外径dz(mm)自由状态螺套圈数n(≈) 1d22.9 1.5d34.7 2d46.5 1d2.53.5 1.5d3.755.9 2d58.1 1d34 1.5d4.56.3 2d68.7 1d43.7 1.5d66 2d88.4 1d54.3 1.5d7.56.9 2d109.7 1d64.2 1.5d97 2d129.6 1d75.4 1.5d10.58.5 2d1411.6 1d86.1 1.5d129.5 2d1613 1d84.7 1.5d127.4 2d1610.6 1d107.6 1.5d1512 2d2016.3 1d105 1.5d158 2d2
格式:pdf
大小:117KB
页数:1P
人气:78
4.8

钢丝螺套钢丝螺套底孔塞规 在对钢丝螺套安装精度要求较高的情况下,可以在用钢丝螺套专用丝锥(st丝锥)攻牙后,在钢丝 螺套装配旋入螺孔之前,用钢丝螺套底孔塞规测量螺纹孔,对螺纹孔的精度进行检测,以此保证钢 丝螺套安装后形成的内螺纹是标准的螺纹。钢丝螺套装配的精度等级,取决于攻制的螺纹孔精度; 钢丝螺套底孔塞规图 钢丝螺套底孔塞规也叫st塞规,螺纹护套塞规,钢丝螺套塞规 钢丝螺套塞规用于检验钢丝螺套安装前的底孔尺寸,一般在对工作精度要求较高或用来鉴别丝锥是 否磨损时使用,分为单头整体螺纹塞规及双头插柄底孔塞规,i级精度。 1、单头整体钢丝螺套塞规 用于检验st2-st5小规格钢丝螺套安装前内孔螺纹。 2、双头插柄钢丝螺套塞规 用于检验st5以上规格钢丝螺套安装前内螺纹。
格式:pdf
大小:68KB
页数:2P
人气:78
4.8

钢丝螺套底孔孔径的选择 攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装钢丝螺套用的螺纹内径的规定(hb5515-96或gj b119.3-86) 选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。 在没有标准资料的情况下也可参照下列公试计算选择钻头直径 d钻头=d+(0.25-0.3)p d——螺纹公称直径 p——螺距 钢丝螺套底孔孔深的选择 由于钢丝螺套只能装至完全螺纹部分同时还需低于端面l1(见下图),因此对于盲孔钻孔深度l应为: l=l0+l1+l2 l0——钢丝螺套旋入螺孔后的长度 l1=(0.5-1.5)p l2=5p l=l0+6p 对于通孔钻孔深度l应为: l=l0+2p 根据钢丝螺套自由状态圈数,可从相应标准中查出装配状态的长度l0。 钢丝螺套底孔钻头直径选择标准 钢丝螺套在安装之前,钻孔环节参考选用使用表

精华文档 钢丝螺套安装扳手
格式:pdf
大小:326KB
页数:12P
人气:78
4.8
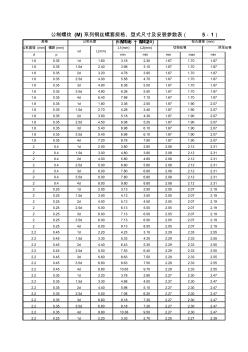
钢丝螺套型号对照表 称通径d螺距p 公称长度l1 螺套圈数w 自由状态外径 钻头直径 xdmmminmax 20.4 1d2.003.2 2.62.82.1 1.5d3.005.3 2d4.007.4 2.5d5.009.5 2.50.45 1d2.503.6 3.33.52.6 1.5d3.755.9 2d5.008.2 2.5d6.2510.5 30.5 1d3.004.2 3.84.03.1 1.5d4.506.8 2d6.009.4 2.5d7.5012.0 3.50.6 1d3.503.8 4.04.93.71.5d5.256.2 2d7.008.6 40.7 1d4.004.0 5.15.34.2 1.5d6
格式:pdf
大小:1.7MB
页数:3P
人气:78
4.3
 关于钢丝螺套在削片机刀片螺孔中的应用
关于钢丝螺套在削片机刀片螺孔中的应用 提出在削片机刀片生产中应用钢丝螺套,经过对刀片加工的冷加工工艺和热加工工艺的分析和试验,编制了工艺路线,完成了国产刀片中的钢丝螺套的应用。
格式:pdf
大小:152KB
页数:3P
人气:78
4.4
钢丝螺套用菱形钢丝的拉拔型面计算及模具结构 本文介绍了绕制钢丝螺套用的菱形钢丝拉拔过程中型面的计算方法,并给出了其模具结构。
格式:pdf
大小:285KB
页数:14P
人气:78
4.6
钻孔深度攻丝深度 公称直径(mm)螺距(mm)l1(mm)l2(mm) dpminminminmaxmin 1.60.351d1.603.182.301.671.701.87 1.60.351.5d2.403.983.101.671.701.87 1.60.352d3.204.783.901.671.701.87 1.60.352.5d4.005.584.701.671.701.87 1.60.353d4.806.385.501.671.701.87 1.60.353.5d4.806.385.501.671.701.87 1.60.354d6.407.987.101.671.701.87 1.80.351d1.803.382.501.8
最新文档 钢丝螺套安装扳手
格式:pdf
大小:58KB
页数:3P
人气:78
4.4
钢丝螺套在机车维修及改造中的应用工艺 文章介绍了钢丝螺套的基本结构和工作原理,讨论了在改、加装钢丝螺套时,钢丝螺套、加工刃具及机体加工尺寸的关系,同时还对机体加工工艺及钢丝螺套参数作了分析。
格式:pdf
大小:139KB
页数:1P
人气:78
4.6
关于钢丝螺套用不锈钢丝力学性能的预测计算 用1cr18ni9ti不锈钢菱形丝制造的螺套,作为螺纹连接元件的新型产品,具有强度高、耐磨、耐蚀、受力均匀、使用寿命长、拆装方便等许多优点,近几年在众多行业被推广应用,效果良好。我厂从一九七六年开始试制,已形成批量生产能力,可以制造m3—m39多种规格的钢丝螺套。我厂的一个有利条件,就是能够根据不同规格螺套
格式:pdf
大小:83KB
页数:2P
人气:78
4.6
钢丝螺套技术在电力机车上的应用 钢丝螺套技术是一种特殊的连接紧固技术,可有效改善螺栓的连接条件。文章介绍了钢丝螺套技术的特点,着重探讨了钢丝螺套在电力机车铝合金顶盖、电机吊座等部件上的应用。
格式:pdf
大小:330KB
页数:13P
人气:78
4.6
钢丝螺套型号对照表 公称通径d螺距p 公称长度l1 螺套圈数w 自由状态外径 钻头直径 xdmmminmax 20.4 1d2.003.2 2.62.82.1 1.5d3.005.3 2d4.007.4 2.5d5.009.5 2.50.45 1d2.503.6 3.33.52.6 1.5d3.755.9 2d5.008.2 2.5d6.2510.5 30.5 1d3.004.2 3.84.03.1 1.5d4.506.8 2d6.009.4 2.5d7.5012.0 3.50.6 1d3.503.8 4.04.93.71.5d5.256.2 2d7.008.6 40.7 1d4.004.0 5.15.34.2 1.5d6
格式:pdf
大小:328KB
页数:13P
人气:78
4.5
钢丝螺套型号对照表 称通径d螺距p 公称长度l1 螺套圈数w 自由状态外径 钻头直径 xdmmminmax 20.4 1d2.003.2 2.62.82.1 1.5d3.005.3 2d4.007.4 2.5d5.009.5 2.50.45 1d2.503.6 3.33.52.6 1.5d3.755.9 2d5.008.2 2.5d6.2510.5 30.5 1d3.004.2 3.84.03.1 1.5d4.506.8 2d6.009.4 2.5d7.5012.0 3.50.6 1d3.503.8 4.04.93.71.5d5.256.2 2d7.008.6 40.7 1d4.004.0 5.15.34.2 1.5d6.
格式:pdf
大小:180KB
页数:未知
人气:78
4.8
钢丝螺套修复螺孔的应用 矿用车后轮毂上沿圆周等分12个m22的螺孔,因长期受到运输过程中的振动、负荷冲击及频繁拆装螺栓,使内螺纹从牙扣表面逐步向牙扣内部磨损,牙扣实体越来越小,内径变大,螺纹配合间隙变大,久之安装螺栓时会出现乱牙、滑丝等彻底损坏。采用钢丝螺套新型修复机体螺纹方法,能有效减轻螺纹牙受力不均和抗冲击振动的作用,提高螺纹的疲劳强度,减少螺纹的磨损和抗腐蚀性能,从而提高了轮毂使用性能,并且不改变所有相关联的零件尺寸,方便、经济、可靠。
格式:pdf
大小:123KB
页数:3P
人气:78
4.5
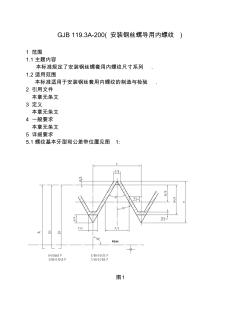
gjb119.3a-200(安装钢丝螺导用内螺纹) 1范围 1.1主题内容 本标准规定了安装钢丝螺套用内螺纹尺寸系列. 1.2适用范围 本标准适用于安装钢丝套用内螺纹的制造与检验. 2引用文件 本章无条文 3定义 本章无条文 4一般要求 本章无条文 5详细要求 5.1螺纹基本牙型和公差带位置见图1: 图1 5.2螺纹标记示例如下: 用字母“st“及”“公称直径*螺距-公差带“表示 标记示例 st6*1–5h 5.3螺纹基本牙型尺寸和极限偏差按表1规定. 5.4螺纹直径的极限偏差是从螺纹基本牙型线起,按垂直于螺纹轴心线方向计算. 5.5螺纹大径上偏差不规定,由螺纹工具保证. 5.6螺纹中径的下偏差包括中径本身的尺寸偏差和螺距、牙型半角误差的中径补偿值,上偏差为中径本身 的偏差.用极限塞规检
格式:pdf
大小:282KB
页数:未知
人气:78
4.6
钢丝绳插套机 在用钢丝绳吊装重物时,需先切断并在两端插套,以便与起重设备挂接。过去切断和插套都是手工操作,劳动强度大,功率低,且不太安全。使用我厂试制的插套机可使工效提高五倍以上,插套时绳体不用扎节,绳股不需包头也不留余头。以直径1英寸钢丝绳插套为例,每插一付可节约钢丝绳余头0.8米,价值3.8元,节约人工费用2.5元。其结构如下:(参看

格式:pdf
大小:27KB
页数:3P
人气:78
4.6
钢丝绳安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳 引驱动电梯钢丝绳安装工程。 2施工准备 2.1设备、材料要求: 2.1.1钢丝绳规格型号符合设计要求,无死弯、锈蚀、松股、断丝现象,麻芯润滑油 脂无干枯现象,且保持清洁。 2.2.2绳头杆及其组件的数量、质量、规格符合设计要求。 2.1.3钨金(巴氏合金)的数量要备够。 2.1.4截面2.5mm2以上的铜线;20号铅丝;汽油、煤油、棉丝。 2.2主要机具: 榔头、剁子(切断钢丝绳的工具)、成套气焊工具、喷灯、锡锅、盒尺、拉力秤。 2.3作业条件: 2.3.1做绳头的地方应保持清洁,熔化钨金的地方有防火措施。 2.3.2放开钢丝绳场地应洁净、宽敞,保证钢丝绳表
文辑创建者
我要分享 >
职位:总工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐