高速线材轧机工程主厂房建筑设计几点体会
2025-01-24
通过对高速线材轧机主厂房的设计 ,提倡大中型钢铁厂应朝着连铸连轧的方向发展 ,以节省用地 ,提倡在轧钢车间厂房设计中采用横向通风天窗 ,强调在高线主厂房的设计中 ,应将轧辊机修间及 1号电气主控楼等与主厂房脱开布置

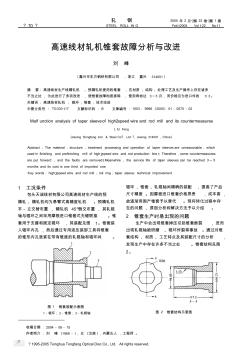
高速线材轧机锥套故障分析与改进 刘 峰 (嘉兴市东方钢铁有限公司,浙江 嘉兴 314001) 摘 要:高速线材生产线精轧机、预精轧机使用的锥套,在材质、结构、处理工艺及生产操作上存在诸多 不当之处,为此进行了多项改进,使锥套故障彻底排除,使用寿命达3~5月,而价格仅为进口件的1/3。 关键词:高速线材轧机;辊环;锥套;技术改进 中图分类号:tg333117 文献标识码:b 文章编号:1003-9996(2005)01-0070-02 malfunctionanalysisoftapersleeveofhigh2speedwireandrodmillanditscountermeasures liufeng (jiaxingdongfangiron&
 高速线材轧机Φ22mm盘条开发
高速线材轧机Φ22mm盘条开发 针对市场对φ22mm线材盘条的需求,结合摩根五代高速线材轧机的特点,通过合理的孔型设计,导卫设计以及控制工艺优化,实现了φ22mm规格高速线材盘条的成功轧制,开拓了市场,取得了良好的经济效果。
编辑推荐下载
格式:pdf
大小:162KB
页数:3P
人气:68
 4.6
4.6
高速线材轧机Φ22mm盘条开发 针对市场对φ22mm线材盘条的需求,结合摩根五代高速线材轧机的特点,通过合理的孔型设计,导卫设计以及控制工艺优化,实现了φ22mm规格高速线材盘条的成功轧制,开拓了市场,取得了良好的经济效果。
格式:pdf
大小:593KB
页数:3P
人气:68
4.7

天津钢厂高速线材轧机工程(以下简称天钢高线工程)是天津市“八五”期间重点技术改造项目。该项目总投资5.6亿元,从美国摩根公司引进九十年代最新型的高速线材轧机,电控系统由瑞典abb公司配套,部分轧机设备由国内厂家合作制造。工业自动化程度较高,整体装备及轧制速度是目前国内同类型轧机水平最高的。天钢高线工程于1992年10月1日正式破土动工,1995年5月9日全线热负荷试车成功。至此,天津钢厂有钢无材的历史局面宣告结束。从1995年6月21日转
热门文档 高速线材轧机工程主厂房建筑设计几点体会
格式:pdf
大小:175KB
页数:2P
人气:68
4.4
我国自行设计制造高速线材轧机现状和展望 一、概述从上个世纪70年代末开始,我国开始研发高速线材轧机。首先由当时的北京钢铁设计研究总院和上海冶金局所属上钢二厂合作制造出45度精轧机组样机,先后在国内北满钢厂、攀枝花钢铁公司和一些境外公司使用,轧速为36m/s和50m/s。国内设计制造的第一台全连续自动化高速线材轧制生产线于1991年在通化钢铁公司建成投产。最大轧制速度为65m/s,全部机械液压设备由国内设计制造,但电气自动化设备由美国ge公司引进,
格式:pdf
大小:9KB
页数:1P
人气:68
4.3

高速线材轧机预精轧机组通常分为平、立交替无扭线材轧机和短应力线材轧 机,因此,预精轧机组轧辊也分为辊环和整体轧辊两种结构形式。1986年福建 中国国际钢铁制品有限公司在引进高速线材轧机的同时又引进了全套轧辊,当时 由冶金部钢铁研究总院负责对全部轧辊进行检测,其中预精轧机架的轧辊为高钒 铸铁。上世纪80年代末期,唐钢引进的高速线材轧机对预精轧机架φ315mm辊 环材质的要求也是高钒铸铁,该产品当时国内没有能够生产的厂家。因此,所有 高速线材轧机预精轧机组轧辊便转化成硬度为73hsd~80hsd的无限冷硬铸铁,这 一材质一直沿用到近几年。大多数预精轧机组辊环的材质都是采用碳化钨硬质合 金,其耐磨性好,不足之处是价格昂贵、轧制成本高,而且辊环脆性大,在轧制 过程中容易破碎。随着轧辊材料和制造技术的发展,专门用于高速线材轧机预精 轧机组的高速钢轧辊规避了碳化钨辊环和无限冷
格式:pdf
大小:182KB
页数:3P
人气:68
4.6
引进技术,合作制造高速线材轧机过程中的设计转化工作 引进技术,合作制造高速线材轧机过程中的设计转化工作
精华文档 高速线材轧机工程主厂房建筑设计几点体会
格式:pdf
大小:219KB
页数:未知
人气:68
4.6
高速线材轧机齿轮箱在线检测数据分析 高速线材轧机是钢铁企业中非常重要的设备之一,因故障率较高,对设备进行在线振动检测具有重要意义。matlab软件具有强大的数据处理功能,特别适合振动信号的分析处理。应用matlab软件对检测数据信号进行了时域分析如峰值、有效值趋势分析、波形指标、裕度指标分析以及自相关分析。频域分析是对时域波形进行快速傅里叶变换(fft),对照理论从频率域中找到了对应的故障特征频率,锁定了故障位置。通过信号分析可以提前发现设备的故障隐患,能确保设备的正常生产运行。
格式:pdf
大小:256KB
页数:2P
人气:68
4.7
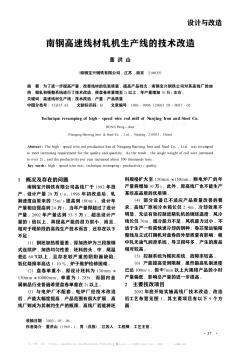
为了进一步提高产量,改善线材的包装质量,提高产品档次,南钢宝兴钢铁公司对其高线厂的加热、粗轧和精整系统进行了技术改造,使盘卷单重增至2t以上,年产量增加10万t左右。
格式:pdf
大小:462KB
页数:5P
人气:68
4.7

高速线材轧机吐丝机的定位控制系统 李鑫 (宝钢集团八一钢铁股份有限公司新疆乌鲁木齐830022) 摘要本文介绍了八钢高速线材轧机吐丝机计算机控制系统,通过对改变精轧机前飞剪剪切轧件 头部长度和改变吐丝机速度的重点分析,得出了实现吐丝机头部定位的有效方法。 关键词高速线材轧机吐丝机定位控制 theorientatingcontrol-systemonspinningmachineofrollingmillinhighspeedwire li-xin (bayiironandsteelco.ltdofbaosteelgroup,xinjiang,urumchi830022) abstract:thearticleintroducestheorientatingcontrol-systemonspinn
格式:pdf
大小:127KB
页数:未知
人气:68
4.7
高速线材轧机双唇密封圈失效问题分析 高速线材轧机进水及漏油问题危害性极大,是困扰钢厂比较严重的问题之一,主要原因是双唇密封圈失效造成的。成品双唇密封圈质量不稳定,零件的超差使用,机加、装配方面的一些问题,均可导致双唇密封圈失效。
格式:pdf
大小:170KB
页数:未知
人气:68
4.4
我国第一条阀门钢高速线材轧机的工艺特点 分析了我国阀门钢的生产现状及面临的形势;介绍了我国第一条阀门钢高速线材轧机的工艺及设备特点,同时指出与国外阀门钢先进生产工艺的差距。
最新文档 高速线材轧机工程主厂房建筑设计几点体会
格式:pdf
大小:85KB
页数:未知
人气:68
4.6
天钢高速线材轧机水箱冷却系统的控制 天钢集团高速线材厂于1991年引进美国摩根90年代的高速线材轧机,它的热处理过程主要包括水冷和风冷,文章介绍了水冷控制的关键部分:水箱冷却系统。
格式:pdf
大小:1.2MB
页数:2P
人气:68
4.7
高速线材轧机在生产过程中需对张力条件进行必要的控制,以便在执行生产时减少堆钢事故的出现,并尽可能的缩减产生头尾耳子缺陷的实际问题。从各种类型高速线材轧机的生产过程入手,对改造与升级技术进行分析,提出具体的设备优化方案,为相关生产活动与研究内容提供参考。
格式:pdf
大小:366KB
页数:2P
人气:68
4.8
进口达涅利型高速线材轧机双模块辊箱的国产化 分析研究了达涅利高速线材轧机双模块的结构特点,选择具有较强技术实力、加工能力和装备水平的制造单位,从零部件国产化开始,最终实现了双模块辊箱的国产化。经生产实践证明,该辊箱完全达到了进口双模块的运转水平,降低了生产和设备运行的成本。
格式:pdf
大小:65KB
页数:未知
人气:68
4.4
降低高速线材轧机控冷水箱故障的方法 介绍了湘钢华光线材有限公司高速线材轧机控冷水箱系统故障的几种解决方法。
格式:pdf
大小:87KB
页数:1P
人气:68
4.6
直流调速器6RA70在高速线材轧机的应用 介绍了粗轧机控制系统升级改造方案,采用西门子公司6bjk70数字控制系统,完成对电机的调速控制,包括电机的启停控制,电机保护及故障诊断等任务。
格式:pdf
大小:1.5MB
页数:2P
人气:68
4.6

市场经济环境下,中国的城镇化步伐不断加快,建筑行业迎来了新的发展机遇,同时也需要面临诸多挑战.在诸多的建筑中,工业厂房建筑具有一定的特殊性,就需要在建筑设计中严格要求.本论文针对现代工业厂房建筑设计的几点思考进行研究.
格式:pdf
大小:23KB
页数:4P
人气:68
4.5
迁安九江钢厂3、4、5线精轧机更换电机后试车步骤 电阻负载试验 电阻负载试验,主要是对可控硅系统进行检查,通过示波器观察整流波形确定系统的工 作状态是否正常。在可以确认控制系统正常时可以不进行这个试验。 试验前,拆掉需进行试验的可控硅柜体的直流侧到电机的电缆,接上负载电阻。在电 阻两端接上示波器,以便对整流波形进行观察。 注:一号电机为从电机,二号电机为主电机;对应系统也是一号系统为从系统,二号系统为 主系统。 一.参数设置 1#柜: p081=1改为p081=0,取消电机弱磁运行方式; p082=2改为p082=0,取消系统励磁; p083=2改为p083=3,将速度反馈方式由编码器反馈改为电势反馈; p433=3003改为p433=402,将速度给定由操作台给定改为由p402设置; p648=3001改为p648=9,将开车控制由操作台控制改为开车
格式:pdf
大小:428KB
页数:2P
人气:68
4.6
循环冷却水在生产过程中起着至关重要的作用,高速线材精轧机组浊环冷却水可以把轧辊从轧件处获得的热量带走,防止辊环炸裂。高速线材正常轧制过程中,因冷却水压力偏低,水质较差等原因造成辊环炸裂、辊环表面出现麻面凹面等问题,通过对精轧冷却水系统的改造,辊环炸裂现象得到有效控制,大大降低了辊环消耗。
格式:pdf
大小:1.4MB
页数:3P
人气:68
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
文辑创建者
我要分享 >
职位:强电消防工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐