工字梁与H型钢柱腹板连接节点性能分析
2025-03-25
利用ANSYS对工字梁与H型钢柱腹板连接节点进行有限元分析,建立梁翼缘连接板剪切变形和梁连接板部分弯曲变形理论分析模型,推导出梁翼缘连接板剪切变形的等效刚度公式,根据楔形梁段假定推导出梁连接板部分的抗弯刚度公式,并通过有限元分析确定刚度系数。根据对梁柱腹板连接节点各部分刚度和强度分析,建立腹板连接节点模型。这个简化模型可以用来分析单向荷载和循环荷载作用下梁柱腹板连接节点的响应。

 无工艺孔钢梁与H型钢柱焊接节点受力性能分析
无工艺孔钢梁与H型钢柱焊接节点受力性能分析 以无工艺孔钢梁与h型钢柱焊接节点作为研究对象,基于abaqus有限元分析与拟静力试验,对无工艺孔节点与普通工艺孔节点受力性能进行比较,并阐述无工艺孔节点的性能优势及在我国应用的可行性。结果表明,无工艺孔法应用于钢结构梁柱节点,可以有效地提高节点的抗震性能,在我国现阶段钢结构加工技术条件下应用具有可行性。

h型钢柱拼接节点技术手册 柱与柱的拼接连接节点,理想的情况应是设置在内力较小的位置。但是,在现场从施工的难 易和提高安装效率方面考虑,通常框架柱的拼接连接接头宜设置在框架梁上方1.3m附近。 为了便于制造和安装,减少柱的拼接连接节点数目,一般情况下,柱的安装单元以三层为一 根。特大或特重的柱,其安装单元应根据起重、运输、吊装等机械设备的能力来确定。 h型钢柱的拼接,其翼缘板的拼接主要有高强度螺栓+拼接板的双剪拼接、单剪拼接,或翼 缘板直接采用完全焊透的坡口对接焊缝连接;腹板的拼接主要采用高强度螺栓+拼接板的双 剪拼接。我们常用的形式主要是:翼缘板拼接为采用完全焊透的坡口对接焊缝连接,腹板的 拼接主要采用高强度螺栓+拼接板的双剪拼接。其他形式下的各种拼接组合也会用到,计算 时应该根据实际的拼接方式加以验算。 拼接节点的验算主要遵循《钢结构连接节点设计手册》(第
编辑推荐下载
格式:pdf
大小:1000KB
页数:23P
人气:60
 4.6
4.6

h型钢柱拼接节点技术手册 柱与柱的拼接连接节点,理想的情况应是设置在内力较小的位置。但是,在现场从施工的难 易和提高安装效率方面考虑,通常框架柱的拼接连接接头宜设置在框架梁上方1.3m附近。 为了便于制造和安装,减少柱的拼接连接节点数目,一般情况下,柱的安装单元以三层为一 根。特大或特重的柱,其安装单元应根据起重、运输、吊装等机械设备的能力来确定。 h型钢柱的拼接,其翼缘板的拼接主要有高强度螺栓+拼接板的双剪拼接、单剪拼接,或翼 缘板直接采用完全焊透的坡口对接焊缝连接;腹板的拼接主要采用高强度螺栓+拼接板的双 剪拼接。我们常用的形式主要是:翼缘板拼接为采用完全焊透的坡口对接焊缝连接,腹板的 拼接主要采用高强度螺栓+拼接板的双剪拼接。其他形式下的各种拼接组合也会用到,计算 时应该根据实际的拼接方式加以验算。 拼接节点的验算主要遵循《钢结构连接节点设计手册》(第
热门文档 工字梁与H型钢柱腹板连接节点性能分析
格式:pdf
大小:1000KB
页数:23P
人气:60
4.7

h型钢柱拼接节点技术手册 柱与柱的拼接连接节点,理想的情况应是设置在内力较小的位置。但是,在现场从施工的难 易和提高安装效率方面考虑,通常框架柱的拼接连接接头宜设置在框架梁上方1.3m附近。 为了便于制造和安装,减少柱的拼接连接节点数目,一般情况下,柱的安装单元以三层为一 根。特大或特重的柱,其安装单元应根据起重、运输、吊装等机械设备的能力来确定。 h型钢柱的拼接,其翼缘板的拼接主要有高强度螺栓+拼接板的双剪拼接、单剪拼接,或翼 缘板直接采用完全焊透的坡口对接焊缝连接;腹板的拼接主要采用高强度螺栓+拼接板的双 剪拼接。我们常用的形式主要是:翼缘板拼接为采用完全焊透的坡口对接焊缝连接,腹板的 拼接主要采用高强度螺栓+拼接板的双剪拼接。其他形式下的各种拼接组合也会用到,计算 时应该根据实际的拼接方式加以验算。 拼接节点的验算主要遵循《钢结构连接节点设计手册》(第
格式:pdf
大小:231KB
页数:3P
人气:60
4.6
波纹腹板H型钢柱的稳定性分析 针对焊接h型钢腹板薄壁化与整体稳定性之间的矛盾难题,介绍了利用波纹腹板h型钢解决该问题的方法,并利用有限元法和matlab编程语言对波纹腹板h型钢柱的稳定性能及影响因素进行了分析,通过与等截面h型钢柱整体承载力进行对比,见证了波纹腹板h型钢的优越性。
格式:pdf
大小:156KB
页数:5P
人气:60
4.7
大型钢柱、梁的“H”型钢制作工艺 “h”型钢常用做钢结构中的龙骨,其制作技术高、难度大、工艺要求严格。制作合格的h型钢,需要多工种协作完成。介绍了热轧板公司板坯库钢结构厂房吊车梁、钢柱中起龙骨作用的主体结构——“h”型钢下料、组装、焊接、矫正等制作工艺。
格式:pdf
大小:39KB
页数:10P
人气:60
4.5
精品 感谢下载载 京沪高铁h型钢柱制作技术规范 1、h型钢柱的基本结构 立柱是由外购成型h型钢经过切断成需要长度后与事先切割、加工好的钢 板焊接而成的。其基本结构比较简单,但是因为立柱为声屏障系统的主要受力 单元,要有严格的质量保证措施和工艺保证措施才能生产出合格的立柱产品。 2、h型钢柱制造工艺 (1)工艺流程: 材料采购、检验、管理→识图、放样→号料、切割→钻孔、打磨→组装→ 焊接→整形、检验→涂装→成品检验出厂 (2)材料: 材料采购:工程材料采购的h钢、钢板,所有钢材必须要有产品合格证, 钢材进厂要经过进厂检验和验收,材料采购的数量由技术人员根据确定材料利 用率并提供采购清单,采购人员根据质量管理体系确定的合格供应商。 原材料检验:材料采购入库后由公司物资供应部门组织质量检验部门对入 库材料进行质量检验和验收。核对到货材料的规格、数量及产品质量合格证、 质保书。 材料管
精华文档 工字梁与H型钢柱腹板连接节点性能分析
格式:pdf
大小:15KB
页数:2P
人气:60
4.4

接触网h型钢柱强度复核计算书 一、标准依据 《钢结构设计规范》gb50017-2003 《建筑结构荷载规范》gb50009-2001 欧标《热轧工字钢及h型钢》din1025-2 《接触网h型钢柱》通化(2006)1301 二、计算公式: 根据接触网h型钢柱的设计原则,同一截面处x轴和轴最大受力不同时存 在,可进行单一方向截面最大弯矩计算: mmax= q xxfrw 0 mmax—截面最大使用弯矩; xw—截面处对x轴的截面抵抗矩; xr—截面塑性发展系数;对于工字形截面xr=1.05; f—钢材的抗弯强度设计值,本设计取205n/mm2; 0—结构构件的重要性系数,本设计取1.0; q—可变荷载的分项系数,本设计取1.4; 三、验证计算: 1、钢柱规格:gh240a/8 截面尺
格式:pdf
大小:51KB
页数:7P
人气:60
4.4

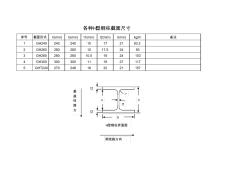
第五章h型钢柱 第一节需求一览表 1.设备需求 名称及规格单位 数量 瓦塘至洪洞北站前魏家滩至瓦塘联络线 gh240根 ght240根 注:1.高度h一般为9.5m,也存在11m及8.5m及其它情况。h型钢柱支柱选型仅供 投标参考,最终h型钢柱型号的选择及细分在设计联络时与施工图设计院共同 确定,最终以施工图为准。 2.交货期、交货目的地见“商务文件”。 3.设备数量供投标参考,最终采购量以施工现场需要的工程量为准。 2.服务需求 序号内容数量地点 1技术服务(供货方派人) 安装督导 现场 开通、调试督导 2设计联络(采购方派人)工厂 3设备预验收(采购方派人)工厂 4技术培训工厂或现场 注:上述各项费用应为所参加设计联络人员、设备预验收人员及现场技术服务人员的 食宿、往返火车或飞机票及当地交通费用,该报价需纳入总价,根据实际发生
格式:pdf
大小:33KB
页数:9P
人气:60
4.6
1 京沪高铁h型钢柱制作技术规范 1、h型钢柱的基本结构 立柱是由外购成型h型钢经过切断成需要长度后与事先切割、加工好的钢 板焊接而成的。其基本结构比较简单,但是因为立柱为声屏障系统的主要受力 单元,要有严格的质量保证措施和工艺保证措施才能生产出合格的立柱产品。 2、h型钢柱制造工艺 (1)工艺流程: 材料采购、检验、管理→识图、放样→号料、切割→钻孔、打磨→组装→ 焊接→整形、检验→涂装→成品检验出厂 (2)材料: 材料采购:工程材料采购的h钢、钢板,所有钢材必须要有产品合格证, 钢材进厂要经过进厂检验和验收,材料采购的数量由技术人员根据确定材料利 用率并提供采购清单,采购人员根据质量管理体系确定的合格供应商。 原材料检验:材料采购入库后由公司物资供应部门组织质量检验部门对入 库材料进行质量检验和验收。核对到货材料的规格、数量及产品质量合格证、 质保书。 材料管理:对外购材

最新文档 工字梁与H型钢柱腹板连接节点性能分析
格式:pdf
大小:14KB
页数:2P
人气:60
4.4

氧化铝工程施工方案 林州市太行建设工程有限公司第三项目部单项方案—29 h型钢柱钢梁制作 施工方案 林州市太行建设工程有限公司第三项目部 氧化铝工程施工方案 林州市太行建设工程有限公司第三项目部单项方案—29 目录 1、工程概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..⋯⋯.29-1 1.1工程概况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯....29-1 2质量控制点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯⋯...29-1 3、施工方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.29-1 3.1、制作工艺流程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯29-1 3.2、主焊缝检查要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯29-1 3.3、下料切割⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯29-1 3.4、翼缘板、腹板的
格式:pdf
大小:389KB
页数:6P
人气:60
4.5
H型钢梁与RHS柱半刚性连接节点的性能研究 h型钢梁与rhs柱的端板栓接节点是一种新型的半刚性连接节点,本文通过足尺试验与有限元软件分析,研究其受力性能。结果表明,端板栓接节点的承载能力可达焊接节点的85%,但转动能力明显大于焊接节点,抗震性能也明显优于焊接节点,具有良好的运用前景。
格式:pdf
大小:72KB
页数:2P
人气:60
4.7

h型钢柱等强拼接计算 项目名称: 构件编号: 材质fyhcbctwctfcr 单翼缘截面 螺栓数nfp 3451100700364506 腹板截面螺 栓数nwp 高强螺栓等 级 抗滑移系数 μ 翼缘螺栓直 径df 腹板螺栓直 径dwa(mm2)i0c 1010.90.4524249.94e+042.06e+10 ffvnvbfnvbwdfcdwc 腹板螺栓间 距d 265155182.25182.2525.525.577 incwncanwc 单侧单翼缘 螺栓总数 nfc 单侧腹板螺 栓总数nwc 翼缘外侧连 接板厚t1 翼缘内侧连 接板宽b 1.63e+102.97e+0727180424025232 翼缘内侧连 接板厚t2 腹板连接板 高h 腹板连接板 厚t3 3779524 连接节点抗震验算 翼
格式:pdf
大小:85KB
页数:3P
人气:60
4.8
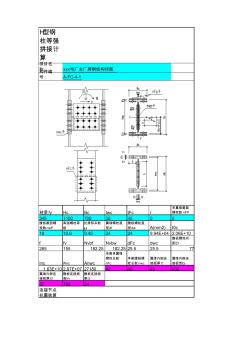
h型钢 柱等强 拼接计 算 项目名 称:构件编 号: 材质fyhcbctwctfcr 单翼缘截面 螺栓数nfp 3451100700364506 腹板截面螺 栓数nwp 高强螺栓等 级 抗滑移系数 μ 翼缘螺栓直 径df 腹板螺栓直 径dwa(mm2)i0c 1010.90.4524249.94e+042.06e+10 ffvnvbfnvbwdfcdwc 腹板螺栓间 距d 265155182.25182.2525.525.577 incwncanwc 单侧单翼缘 螺栓总数 nfc 单侧腹板螺 栓总数nwc 翼缘外侧连 接板厚t1 翼缘内侧连 接板宽b 1.63e+102.97e+0727180424025232 翼缘内侧连 接板厚t2 腹板连接板 高h 腹板连接板 厚t3 3779524 连接节点 抗
格式:pdf
大小:355KB
页数:6P
人气:60
4.4
多国结构抗火规范关于H型钢柱的比较和分析 介绍了美国、英国、欧洲、澳大利亚和中国的钢结构抗火设计规范中关于受压构件的计算方法,并对它们的区别和联系进行了分析和论述。通过一个算例给出了各国规范的计算结果,并将它们的计算结果进行了对比。研究表明:美国、欧洲和中国规范的钢柱稳定系数差别较大;欧洲、英国和中国规范计算所得的受压构件的临界温度差别很小,澳大利亚规范和美国规范的临界温度偏低;中国规范和欧洲规范的无保护层钢构件耐火时间基本上相同,澳大利亚规范结果偏低,英国规范结果偏高;欧洲和中国规范的有轻质保护层受压钢构件耐火时间基本相同,美国规范耐火时间偏短。
格式:doc
大小:39KB
页数:4P
人气:60
4.5
 h型钢柱拼接规范
h型钢柱拼接规范 随着现代建筑行业的不断发展和进步,对于建筑材料的使用要求也越来越高。其中,h型钢柱因其优良的结构性能和广泛的应用范围,受到了业界的广泛关注。然而,h型钢柱的拼接规范对于保证工程质量、确保施工安全具有至关重要的作用。
格式:pdf
大小:903KB
页数:5P
人气:60
4.8
弯扭荷载作用下H型钢柱特性分析 以实际工程中的热力管道支架柱为例,根据钢结构稳定性理论,建立起一套h型钢柱双向受力承载力分析和双力矩应力变形计算方法,并运用有限元法中的矩形板壳单元,系统地分析了支架柱在压弯扭荷载共同作用下的钢柱承载力特征和变形状态。综合分析结果表明:支架在受力过程中,特别是在扭矩作用下,会出现小应变、大位移和大转动的情况,具有明显的几何非线性特征;当应力较小时,即构件最大应力小于强度设计值时,采用双力矩方法来分析可以满足工程需要;分析结果与实际较为吻合,该方法具有较好的实用价值。
格式:pdf
大小:3.4MB
页数:17P
人气:60
4.5
钢梁与包覆RC箱型钢柱之梁柱接头耐震性能研究 本研究进行两组“大尺寸梁柱接头”之反复载重试验,以探讨其力学行为与耐震性能。本研究之试体采用钢梁与“受钢筋混凝土包覆之箱型钢柱(简称包覆箱型钢柱或src柱)”接合之梁柱接头。此种钢梁与src柱接合之构造的主要特点,在于利用src柱之劲度、防火与抗压强度方面的长处,又可以发挥钢梁在韧性与施工便捷方面之优点。本研究之试体均符合“强柱弱梁”之原则且梁柱接头区之标称剪力强度均大于该区之需求剪力强度,试体之断面配置均符合台湾src设计规范之要求。本研究探讨之重点包含:(1)此种新型梁柱接头之钢梁塑性铰的发展情形,(2)梁柱接头区混凝土之开裂状况,(3)配置剪力钉对梁柱接头韧性之影响。实验结果显示,由于src柱内之箱型钢管断面在x与y向各有两片腹板,故可以提供梁柱接头区充分的剪力强度,并可抑制接头区的剪力变形,使接头区之混凝土保持良好状态,并无明显开裂之情形,进而确保插入src柱的钢梁受到接头区之钢筋混凝土有效的束制,使得钢梁的塑性铰可以远离焊道,最终在src柱之混凝土面外约15cm处发展出稳定且充分的塑性变形。换言之,src柱接头区的钢筋混凝土具有保护钢骨梁柱接头焊道的功能,该区的钢筋混凝土成功的将钢梁的塑性铰逼离焊道,使钢梁在src柱混凝土面外形成良好的塑性铰。本研究之梁柱接头试体在反复载重作用下,可以发展出稳定且饱满的迟滞循环(hystereticloop)。两组接头试体之钢梁塑性转角(plasticrotationangle)达到5.4%和6.0%rad,梁柱接头之层间变位角(interstorydriftangle)达到6.2%与6.7%rad,显示此两组梁柱接头均具有优良的塑性变形能力,超过aiscseismicprovisions(2002)所订4%rad层间变位角之要求。本研究依据有限的试验结果初步证实,在适当设计下,此种型式的梁柱接头将可以发挥良好的耐震性能。
格式:doc
大小:34KB
页数:4P
人气:60
4.8
焊接箱型钢柱与钢梁拼接 本文将详细解答焊接箱型钢柱与钢梁拼接的问题,包括焊接方式、材料选择、施工注意事项等内容。通过本文的阅读,读者将了解到在建设工程领域中焊接箱型钢柱与钢梁拼接的相关知识。
文辑创建者
我要分享 >
职位:铁路工程材料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐