改造无心磨床砂轮修正器挡片上压槽铁
2025-01-16
我厂共有四台M1083无心磨床。加工气缸套修整砂轮时,磨削轮修整器上的挡片在上下压槽铁里移动,以防止灰尘和水沫飞出。在使用过程中,这些灰尘和水沫组成的脏物在下压槽铁里慢慢积累,最后形成很硬的脏物,见图1。使磨削轮修整器上的挡片,不能在下

砂轮修整器是螺纹磨床中关键部件之一,其结构直接影响了螺纹磨床的整体刚性和加工质量以及使用寿命。文章简述了y7520w万能螺纹磨床砂轮修整器的改造方法,介绍了滚柱导轨副的装配和调整,以及砂轮磨具的装配和调整。砂轮修整器改造效果良好,不仅缩短了维修工作时间,而且提高了生产效率。
 M1080无心磨床冷却水箱改造
M1080无心磨床冷却水箱改造 针对m1080无心磨床水箱体积小,影响产品加工质量的问题,对该水箱进行了改造,增加了一个大水箱,使大小水箱相连形成新循环冷却系统,保证了产品质量。
编辑推荐下载
格式:pdf
大小:153KB
页数:1P
人气:54
 4.3
4.3
无心磨床托板支承面硬质合金片的粘结 大批量生产小钻头时,外圆的粗磨、半精磨、精磨等都采用高效率的无心磨床,班产量达二万多件,因此托板的支承面极易磨损成弧形凹坑,影响加工质量。为解决磨损问题,在托板支承面上镶焊硬质合金一片(图1)。由于支承面的宽度很小,在铜焊硬质合金片时,高温使托板体弯曲,并使硬质合金片产生热应力,引起罅裂和降低耐用度。为此,多年来我们采用各种低温粘结剂进行了试胶与应用,认为sl型环氧胶粘剂比较满意,该胶由上
格式:pdf
大小:37KB
页数:2P
人气:54
4.7
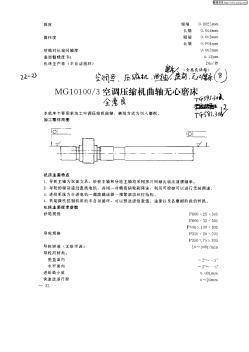
12—2) 圆度 圆柱度 短端对长端同轴度 表面粗糙度ra 机床生产率(半自动循环) 短端0.0025mm 长端0.003mm 短端0.o03mm 长端0.004ram 0.00jmm 0.32f*m 空研考.麽帆.艺 mg10100/3缩机曲轴无心磨加 金惠良 率机床主要用来加工空调压缩机曲轴,唐削方式为切八磨削。f辱f.{d 加-r零件简图。’ 机床主要特点 1.导轮主轴为双面支承,砂轮主轴和导轮主轴均采用多片短轴瓦动压油膜轴承。 2.导轮的驱动通过直流电机,并用一对精密蜗轮副降速,利用可控硅可以进行无级调速 3.进给系统为步进电机一谐波减速器预紧滚动丝杠结构。 4.采用微机控制机床的半自动循环,可以预选进给数值、速度以及各磨削阶段的转换。 机床主要技术参数 砂轮规格 导轮规格 导轮转速
热门文档 改造无心磨床砂轮修正器挡片上压槽铁
格式:pdf
大小:281KB
页数:2P
人气:54
4.7
针对mg7340磨床原砂轮修整器存在的不足,设计了一种由底座和金刚石修整笔组成的简易砂轮修整器,由此修整器修整的砂轮满足了高精度轴承零件的磨削要求,大大地提高了工件尺寸集中度和合格率,保证了工件的磨削质量,取得了良好的使用效果和经济效益。
格式:pdf
大小:3.7MB
页数:49P
人气:54
4.6

本科毕业设计(论文)通过答辩 摘要 本文对砂轮修整器作了较为系统的介绍,讲述了砂轮修整器的历史背景和将来的 发展方向。基于砂轮修整器的发展现状,提出了一种新型丝杠磨床砂轮修整器结构。 在设计过程中,对其结构进行了分析,使其能够完成修整砂轮外轮廓的动作。修整砂 轮时修整轮与被修整轮的接触面能够保持垂直。对该机构进行了简单的受力分析;确 定了各个零件的尺寸,并运用pro/e软件设计出各零件的三维结构和组装图。用cad 软件画出了零件图和装配图。通过之前的计算选取电机,最后完成该机构的设计。 关键词修整器机械设计丝杠磨床 本科毕业设计(论文)通过答辩 abstract inthispaper,anewtypesgridingwheeldresserwasintroduced.thehistorical backgroundofgrindingwhe
格式:pdf
大小:343KB
页数:4P
人气:54
4.5
普通砂轮磨床的砂带改造技术 在讨论了普通砂轮磨床和精密砂带磨床加工技术的基础上,针对砂带磨床的特点,提出了砂带磨床的改进技术以及具体的改进方案,最后对改进方案的效果进行了对比,结果显示改造后的砂带磨床提高了生产效率,降低了加工成本。
格式:pdf
大小:416KB
页数:3P
人气:54
4.5
微型钻头磨床砂轮轴振动的分析与消除 微型钻头磨床砂轮轴振动严重地影响了钻头加工精度。通过对砂轮轴的传递矩阵建模分析,发现砂轮轴轴承刚度和砂轮尺寸是影响其振动的固有频率与振型的两个主要因素。轴承刚度越高,砂轮尺寸越小,其各阶固有频率越高;由于砂轮不对称布置,砂轮尺寸越大,各阶振型的振幅也越大。在调整砂轮轴轴承预紧前,采用machineryanalyzermodel2130振动分析仪的测试结果也显示该砂轮轴在低频部分的振动较为严重,预紧轴承和精修砂轮后,振动消除。
格式:pdf
大小:478KB
页数:4P
人气:54
4.5
磨床数控化改造中砂轮形状的自动检测与修整 在磨削加工中,砂轮的磨损状态是砂轮磨削性能好坏的重要指标之一,它影响着磨削加工的生产效率和加工质量。自1974年第一台单片机问世以来,给现代工业测控领域带来了一次新的技术革命,目前已广泛应用于汽车、机床、家电、玩具等领域,技术相当普及成熟,利用单片机技术在磨床数控化改造中控制砂轮的磨损检测与修整具有重要的现实意义。
精华文档 改造无心磨床砂轮修正器挡片上压槽铁

格式:pdf
大小:262KB
页数:2P
人气:54
4.5
602(M)型砂轮划片机的微机改造 602和602(m)型砂轮划片机是美国mai公司八十年代初的产品,它是该公司1006型自动砂轮划片机的前身,其水平相当于日本disco公司的dad—2h/5型划片机。我国半导体器件厂在八十年代初引进了大量该种划片机,如今役龄已十年有余,许多机器已从生产线上退了下来。总的说来,该机的机械部分尚能运转,而电气部分故障频繁,甚至无法正常工作。我们对机电部某元器件厂的两台由美国mai公司搭送,且一直未开起来过的602型砂轮划片机进行了微机改造,采用mcs—51系列单片机控制,不但使机器恢复了正常工作,而且使操作更加方便,自动化程度更高,机器还具备了各种保护功能,经过在元器件厂的使用证明,对602(m)型砂轮划片机的微机改造是成功的。
格式:pdf
大小:805KB
页数:4P
人气:54
4.6
Si片磨削中砂轮粒径对Si片损伤层的影响 在直径300mmsi片制备中,利用双面磨削技术能为后续加工提供高精度的表面,但si片损伤层厚度较大。通过扫描电子显微镜和透射电子显微镜对si片表面及截面进行观察,得到了经不同粒径的砂轮磨削后的si片的表面及截面形貌、si片的表面及亚表面损伤层的厚度并进行了分析比较。结果表明,用粒度更小的3000#砂轮磨削,能够有效地降低si片表面及亚表面损伤层的厚度,为优化300mm单晶si片双面磨削工艺、提高si片表面磨削质量提供了清晰、量化的实验理论依据。
最新文档 改造无心磨床砂轮修正器挡片上压槽铁
格式:pdf
大小:39KB
页数:1P
人气:54
4.8
机床数控刀片磨床 西汉江机床有限公司研制开发新产品zmk7305数控可转位刀片周边磨床。zmk7305数控刀片磨床是一台主要用于硬质合金可转位刀片磨削加工的专用磨床,它的突出特点是一机多用,通过一次装夹,即可完成刀片四周的平面、
格式:pdf
大小:987KB
页数:5P
人气:54
4.4
汽轮机叶片数控砂带磨床自动编程系统的开发研究 以vc++为编程语言,应用ug/openapi二次开发工具,通过对叶片实体模型分析、磨削轨迹生成、刀位点计算、磨削干涉校验和修正及后置处理等关键技术的研究,最终开发完成一套五轴联动汽轮机叶片数控砂带磨床自动编程原型系统。
格式:pdf
大小:442KB
页数:3P
人气:54
4.3
汽轮机叶片数控砂带磨削工艺分析与磨床结构设计 文章介绍了汽轮机叶片材质和形状特点及砂带磨削特性,进行了叶片砂带磨削工艺分析,在对叶片磨削运动分析的基础上,进行了叶片数控砂带磨床的结构设计,并对砂带磨床的关键结构件进行了力学性能有限元分析。
格式:pdf
大小:265KB
页数:1P
人气:54
4.5
大型汽轮机末级动叶片高效精密六轴联动数控砂带磨床 大型汽轮机末级动叶片高效精密六轴联动数控砂带磨床
格式:pdf
大小:257KB
页数:4P
人气:54
4.7
汽轮机叶片数控砂带磨床结构设计与分析 根据汽轮机叶片型面结构以及砂带磨削特点,对叶片磨削运动进行了分析,确定了机床的控制运动轴,讨论并选择了可行的机床结构配置方案,进行了六轴联动汽轮机叶片数控砂带磨床的整机结构设计,并借助有限元分析软件,对机床关键的基础件进行了力学性能分析和相应的结构参数优化。
格式:pdf
大小:410KB
页数:未知
人气:54
4.4
转子磨床CNC砂轮修整器的砂轮初始修形方法研究 采用cnc砂轮修整器使复杂螺旋面工件的精密磨削成为可能,利用cnc砂轮修整器对新砂轮进行初始修形是砂轮修整的关键步骤。提出了3种砂轮的初始修形方法,对比了各自的优缺点,为cnc砂轮修整器的初始设计提供了理论基础,为用户实际加工提供了操作依据。
格式:pdf
大小:135KB
页数:未知
人气:54
4.8
关于普通砂轮磨床的砂带改造技术分析 随着我国经济的不断发展,传统工业中的机械加工业技术不断变革。目前国内外砂轮磨削技术已经开始向着自动化、数控化与智能化、精密化方向发展,极大地促进了加工质量与效率的提高。文章基于普通砂轮磨床与精密砂带磨床加工技术的前提下,提出了砂带磨床的改进方案,以促进生产效率的提升,降低加工成本。
格式:pdf
大小:260KB
页数:未知
人气:54
4.5
单片机控制的磨床砂轮平衡装置的研究 本文研究了一种利用增重平衡原理设计的磨床砂轮平衡装置,给出了硬件结构和软件设计框图。
格式:pdf
大小:139KB
页数:2P
人气:54
4.6
HERKULES数控轧辊磨床砂轮消耗过大的分析与改造 通过对邯钢邯宝热轧厂万能数控轧辊磨床的结构分析,找到该磨床磨削粗轧支撑辊时砂轮消耗量大的根本原因并加以改进,同时也避免了当轧辊直径过小时必须拆除轴承座才可磨削的问题。
格式:pdf
大小:113KB
页数:未知
人气:54
4.8
上海砂轮厂普通砂轮、金刚石砂轮介绍 上海砂轮厂是我国生产磨料磨具品种最全的专业厂,是拥有外贸经营权的国家重点企业,也是全行业首家通过iso—9001质量体系认证的厂家,她是浦东这块热土上的一颗闪耀的明珠。上海砂轮厂生产的普通磨具,加工效率高,安全系数好,适用于金属和非金属材料的磨削、抛光、开槽和切割。产品有平形、筒形、杯形等各种形状,用于平面磨、内圆磨、外圆磨等各种磨削。磨具,按磨料、粒度、硬度、结
文辑创建者
我要分享 >
职位:项目经理一级建造师总工
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐