各种型钢对接接头参考值
2025-03-18
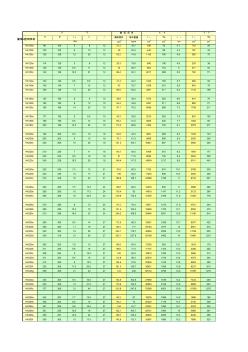
各种型钢对接接头参考值 1.等边角钢对接接头参考值 (mm) 角 钢 对接接头角钢 接头角钢长 (L) 空隙 (δ) 焊缝高 (h) 角 钢 对接接头角钢 接头角钢长 (L) 空隙 (δ ) 焊缝高 (h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50× 5 50×50× 6 60×60× 5 60×60× 6 65×65× 6 65×65× 8 75×75× 6 75×75× 8 80×80× 6 80×80× 8 90×90× 8 90×90×10 100×100×8 100×100×10 210 220 230


各种型钢对接接头参考值 1.等边角钢对接接头参考值(mm) 角钢对接接头角钢接头角钢长(l)空隙(δ)焊缝高(h)角钢对接接头角钢接头角钢长(l) 空隙 (δ) 焊缝高(h) 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 50×50×5 50×50×6 60×60×5 60×60×6 65×65×6 65×65×8 75×75×6 75×75×8 80×80×6 80×80×8 90×90×8 90×90×10 100×100×8 100×100×10 210 220 230
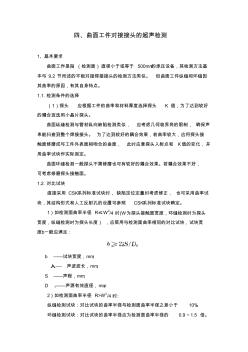
四、曲面工件对接接头的超声检测 1、基本要求 曲面工作是指(检测面)直径小于或等于500mm的承压设备,其检测方法基 本与9.2节所述的平板对接焊接接头的检测方法类似。但曲面工件纵缝和环缝因 其曲率的原因,有其自身特点。 1.1.检测条件的选择 (1)探头应根据工件的曲率和材料厚度选择探头k值,为了达到较好 的耦合宜选用小晶片探头。 曲面纵缝检测与管材纵向缺陷检测类似,应考虑几何临界角的限制,确保声 束能扫查到整个焊接接头。为了达到较好的耦合效果,若曲率较大,应将探头接 触面修磨成与工件外表面相吻合的曲面,此时应意探头入射点和k值的变化,并 用曲率试块作实际测定。 曲面环缝检测一般探头不需修磨也可有较好的耦合效果。若耦合效果不好, 可考虑修磨探头接触面。 1.2.对比试块 直接采用csk系列标准试块时,缺陷定位定量时考虑
编辑推荐下载
格式:pdf
大小:177KB
页数:10P
人气:71
 4.3
4.3
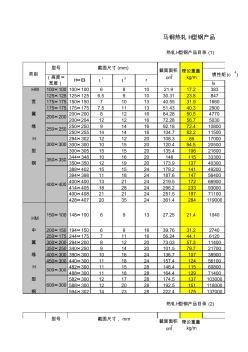
ix hw100×100100×100681021.917.2383 125×125125×1256.591030.3123.8847 宽175×175150×1507101340.5531.91660 175×175175×1757.5111351.4340.32900 翼200×2008121664.2850.54770 200×20412121672.2856.75030 缘250×2509141692.1872.410800 250×255141416104.782.211500 h294×302121220108.38517000 300×300101520120.494.520500 型300×305151520135.4106
热门文档 各种型钢对接接头参考值
格式:pdf
大小:279KB
页数:6P
人气:71
4.6
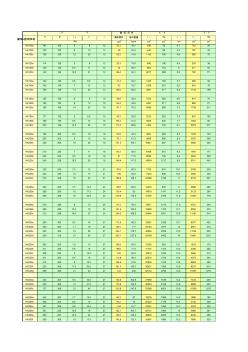
hbtwtfr截面面积每米重量ixwxi.xiywy cm2kg/mcm 4 cm 3cmcm 4 cm 3 hk100a96100581221.216.7349724.113325 hk100b100100610122620.4449894.216733 hk100c12010612201253.241.811421904.639975 hk120a114120581225.319.96061064.923038 hk120b1201206.511123426.7864144531752 hk120c14012612.5211266.452.120172885.5702111 hk140a133140
格式:pdf
大小:279KB
页数:6P
人气:71
4.5
hbtwtfr截面面积每米重量ixwxi.xiywy cm2kg/mcm 4 cm 3cmcm 4 cm 3 hk100a96100581221.216.7349724.113325 hk100b100100610122620.4449894.216733 hk100c12010612201253.241.811421904.639975 hk120a114120581225.319.96061064.923038 hk120b1201206.511123426.7864144531752 hk120c14012612.5211266.452.120172885.5702111 hk140a133140
格式:pdf
大小:169KB
页数:8P
人气:71
4.6

无缝圆钢管 每米重量 kg/m 外表面积 m2/m 无缝圆钢管 每米重量 kg/m 外表面积 m2/m 无缝圆钢管 每米重量 kg/m 外表面积 m2/m d30-2.01.380.09d60-5.57.390.19d83-5.09.620.26 d30-2.51.70.09d60-6.07.990.19d83-5.510.510.26 d34-2.01.580.11d63.5-2.03.030.2d83-6.011.390.26 d34-2.51.940.11d63.5-2.53.760.2d83-7.013.120.26 d38-2.01.780.12d63.5-3.04.480.2d83-8.014.80.26 d38-2.52.190.12d63.5-3.55.180.2d89-2.04.
格式:pdf
大小:1.1MB
页数:5P
人气:71
4.8
 10CrNi3MoV钢低匹配对接接头的拉伸疲劳性能
10CrNi3MoV钢低匹配对接接头的拉伸疲劳性能 通过余高削平的10crni3mov钢低匹配对接接头的拉伸和脉动拉伸疲劳试验,研究了匹配比对高强钢对接接头力学性能的影响,给出了匹配比与削平对接接头疲劳强度及寿命的关系方程.结果表明,随匹配比降低,削平对接接头抗拉强度、断后伸长率和疲劳强度降低,但匹配比对接头抗拉强度影响较小,对断后伸长率和疲劳强度影响较大;由于焊缝冶金强化和力学强化效应的作用,接头抗拉强度和疲劳强度远高于焊缝熔敷金属本身.匹配比过低的焊接结构缺少满足需要的塑性储备,以接头断裂模式为标准,进行了匹配比下限值的初步界定.
格式:pdf
大小:659KB
页数:3P
人气:71
4.4
下向焊大口径管对接接头焊接缺陷分析 为提高下向焊大口径管的焊接质量,针对下向焊大口径管的焊接工艺特点,选择适当的射线透照工艺和技术参数,对下向焊大口径管对接焊缝进行100%x射线探伤。通过所拍x光底片,分析焊接时生成缺陷的类型、位置以及产生原因。
精华文档 各种型钢对接接头参考值
格式:pdf
大小:387KB
页数:5P
人气:71
4.7
低强匹配对接接头焊接残余应力的数值模拟分析 本文采用数值模拟方法,分析了低强匹配对接接头2种拘束条件、5种屈服强度匹配系数的焊接残余应力。结果表明,低强匹配接头焊根处的三向残余拉应力较小,对静载强度影响不大;焊趾处的三向残余拉应力较大,对疲劳强度和冷裂倾向有不利影响。自由状态的纵向残余应力和两端约束状态的横向残余应力,焊缝金属屈服强度每降低25mpa,其残余应力减少约11mpa。

格式:pdf
大小:334KB
页数:3P
人气:71
4.3
铝合金胶接对接接头应力分布的数值分析 铝合金在采用对接接头胶接时能保证连接强度,但其应力分布不容易分析.通过数值分析方法,在ansys软件平台中通过搭建两种不同形式的铝合金对接接头,研究模型弯曲时其应力分布情况.胶层应力在两端部分波动较大,在中间应力分布比较有规则,x、y与第一主应力与胶结长度几乎成线性分布,而胶层的平均应力关于胶层的中点位置几乎呈现对称的抛物线分布.基于以上规律可以为铝合金在受到载荷时对接头的设计提供一定的方法和建议.
格式:pdf
大小:639KB
页数:4P
人气:71
4.6
在用压力管道环向对接接头超声检测工艺 简述超声检测的特点,压力管道超声检测技术概述,介绍压力管道的常见缺陷,超声波检测方法和检测条件的选择,灵敏度调节和距离—波幅曲线,扫查方法,缺陷的评定和质量分级。最后举例说明压力管道环向对接接头超声检测工艺卡的编制。
格式:pdf
大小:655KB
页数:3P
人气:71
4.5
聚乙烯管材热熔对接接头性能的研究 通过使用两种不同聚乙烯(pe)原料制成的管材热熔对接接头试样进行(5±1)mm/min、(50±1)mm/min恒定速度拉伸试验,阐述了pe管材热熔对接接头的性能低于管材本体;利用对pe管材热熔对接接头试样加热的方法,以及对热熔对接接头试样焊缝四周切口后进行的(5±1)mm/min恒定速度拉伸试验,判定pe管材热熔对接接头的性能,这种方法与其它破坏性试验的统计结果相一致;并介绍了国外对pe管材热熔对接接头质量的评价方法。
最新文档 各种型钢对接接头参考值
格式:pdf
大小:143KB
页数:2P
人气:71
4.3
大电流导电铜管对接接头超声波探伤实践 介绍了对大电流导电铜管的对接接头采用纵波斜探头进行超声波探伤的方法。并指出选择合适的纵波斜探头折射角度和检测灵敏度是提高铜管焊缝检测可靠性的关键。
格式:pdf
大小:28KB
页数:6P
人气:71
4.4
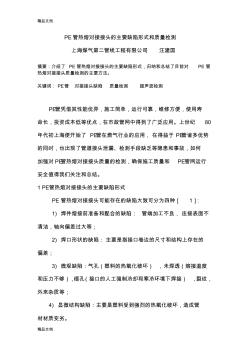
精品文档 精品文档 pe管热熔对接接头的主要缺陷形式和质量检测 上海煤气第二管线工程有限公司汪建国 摘要:介绍了pe管热熔对接接头的主要缺陷形式,归纳和总结了目前对pe管 热熔对接接头质量检测的主要方法。 关键词:pe管对接接头缺陷质量检测超声波检测 pe管凭借其性能优异,施工简单,运行可靠,维修方便,使用寿 命长,投资成本低等优点,在市政管网中得到了广泛应用。上世纪80 年代初上海便开始了pe管在燃气行业的应用,在得益于pe管诸多优势 的同时,也出现了管道接头泄漏、检测手段缺乏等隐患和事故,如何 加强对pe管热熔对接接头质量的检测,确保施工质量和pe管网运行 安全值得我们关注和总结。 1pe管热熔对接接头的主要缺陷形式 pe管热熔对接接头可能存在的缺陷大致可分为四种[1]: 1)焊件熔接前准备和配合的缺陷:管端加工不良,连接表面不 清洁,轴向偏差过大等
格式:pdf
大小:1.1MB
页数:5P
人气:71
4.3
TC4钛合金激光焊对接接头超塑变形显微组织 采用金相显微镜观察了钛合金激光对接接头超塑性变形前后各区域显微组织,并分析其形成机理.结果表明,变形温度的增加或应变速率的降低有利于tc4合金接头超塑变形,母材晶粒发生一定程度的长大,且α相的数量相对减小,而晶间β相数量逐渐增加,两相都有等轴化趋势;焊缝超塑性变形时,针状组织增厚成为片层状.变形过程中片层组织被打断,片层长度变短,具有球化的趋势;超塑性变形后焊缝截面显微硬度最大为380hv,与变形前焊缝相比降低约50hv,满足实际承载需求.
格式:pdf
大小:2.7MB
页数:5P
人气:71
4.5
350mm厚管板对接接头拼缝的射线检测 介绍了使用现有dz-6/1000型6mev直线加速器对350mm厚管板对接接头拼缝进行射线检测,在检测过程中通过改变射线检测时机、加大散射线的防护和控制边蚀效应等三种方法来优化射线检测工艺,从而保证检测灵敏度,最终获得符合jb/t4730—2005标准要求的合格底片。
格式:pdf
大小:129KB
页数:3P
人气:71
4.7
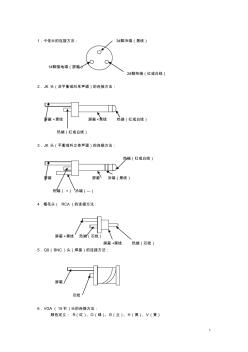
1 1.卡侬头的连接方法:3#脚冷端(黑线) 1#脚接地端(屏蔽) 2#脚热端(红或白线) 2.jk头(非平衡或叫单声道)的连接方法: 屏蔽+黑线屏蔽+黑线热端(红或白线) 热端(红或白线) 3.jk头(平衡或叫立体声道)的连接方法: 热端(红或白线) 屏蔽屏蔽冷端(黑线) 热端(+)冷端(—) 4.梅花头(rca)的连接方法: 屏蔽+黑线热端(芯线) 屏蔽+黑线热端(芯线) 5.q9(bnc)头(焊接)的连接方法: 屏蔽 芯线 6.vga(15针)头的连接方法: 颜色定义:r(红)、g(绿)、b(兰)、h(黑)、v(黄) 2 r(红)g(绿)b(兰) 12345 610 r屏蔽 g屏蔽1112131415h+v屏蔽 b屏蔽 h(黑)v(黄) 7.串口232(9针)头的连接方法: 2#脚tx发送,3#脚
格式:pdf
大小:103KB
页数:1P
人气:71
4.8
中径管对接接头射线检验新工艺 介绍了通过采取适当曝光量等措施,使用低能量、长时间透照工艺;对中径管对接接头的射线底片评定得知:通过射线机当时的曝光曲线对应的透照厚度采用适当曝光量,得到符合质量要求的射线底片,从而保证发现的缺陷准确评定,确保焊接接头的内在质量。
格式:pdf
大小:518KB
页数:未知
人气:71
4.7
弹性阶段低匹配对接接头三点弯曲余高形状设计 弹性阶段以提高低匹配接头弯曲承载能力为目标,基于材料力学方法针对三点弯曲时低匹配对接接头的余高形状设计,提出了等弯曲承载能力(eblcc)的设计思想、判据及实现条件,并给出了三点弯曲接头余高形状设计方案,同时对理论分析结果进行了有限元验证.结果表明,理论计算余高形状为抛物线形,有限元结果与理论分析基本吻合,eblcc设计使峰值应力从低匹配接头承载薄弱的焊缝区转移到近焊趾的母材部位,从而提高了低强焊缝的弯曲承载与抵抗弯曲变形能力.余高双侧对称圆弧型可以替代抛物线型.这种设计方法对高强钢低匹配对接接头设计及应用具有参考和指导意义.
格式:pdf
大小:214KB
页数:未知
人气:71
4.6
浅谈小径管环向对接接头的超声波检测 本文指出了小径管超声检测相比射线检测的优点,对检测仪器、探头及试块的选择做了说明,分析了余高干扰波产生原因、屏幕显示位置及波形特点,结合压力管道安装检测实例介绍了检测工艺并验证了最终检测结果的可靠性,探讨了小径管环向对接接头超声检测的难点及注意事项。
格式:pdf
大小:18KB
页数:1P
人气:71
4.7

型号 rsy非气压维护用圆管式热缩套管 rsyf非气压维护用圆管式分歧热缩套管 规格(单位:mm) 规格 最大接续 外径 最小电缆 外径 电缆开距圆管长度 电缆对数 0.5线径0.6线径 18/8-1701881706505~10≤10 23/12-210231221050010~25≤25 30/15-350301535060030~50≤50 60/18-3006018300700100≤100 50/22-6005022600800100~150≤150 62/25-5006225500900150~200≤200 75/27-50075275001000200~600300~500 85/30-50085305001000600~500500~600 10/35-500
文辑创建者
我要分享 >
职位:主任建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐