焊锡丝型号
2024-05-12

焊锡丝加工工艺 传统焊锡丝的制造流程大致为:合金熔合、浇铸、挤压、拉丝、绕线、包装这几步,在这个 生产流程中,每一个环节都比较重要,每一道工序都应有品质控制点,下面将这几个工序的 相关情况进行简要介绍。 (一)、“合金熔合”及“浇铸” “合金熔合”是指将种金属按一定的比例进行熔炼、去杂并做成所需要的合金过程。此 工序在实际操作中,往往在熔合完成的同时开始“浇铸”,“浇铸”是指将熔合好的合金倒入 成型模中,一般为圆柱型,所以也有人称此半成品为“锡圆柱”,“锡圆柱”的长短、粗细视 压机入口情况而定,以能够较方便地放入挤压机进行挤压为准。在此,将“熔合”与“浇铸” 放到一起来讲,此两段工艺所需设备并不复杂,主要设备包括:熔炉、铸造模具、成型模、 温度传感器等。 目前的熔合过程中,以油、电加热为主,也有部分厂商使用煤碳加热,使用油、电加热 需要相应特制的加热熔炉,可自
焊锡丝型号(20201029163234)
编辑推荐下载

热门文档 焊锡丝型号
格式:pdf
大小:13KB
页数:1P
人气:54
 4.3
4.3
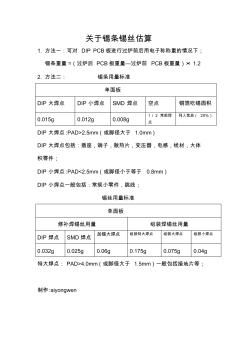
关于锡条锡丝估算 1.方法一:可对dippcb板进行过炉前后用电子称称重的情况下; 锡条重量=(过炉后pcb板重量—过炉前pcb板重量)×1.2 2.方法二:锡条用量标准 单面板 dip大焊点dip小焊点smd焊点空点铜箔吃锡面积 0.015g0.012g0.008g 1/2常规焊 点 列入宽放(20℅) dip大焊点:pad>2.5mm(或脚径大于1.0mm) dip大焊点包括:插座,端子,散热片,变压器,电感,线材,大体 积零件; dip小焊点:pad<2.5mm(或脚径小于等于0.8mm) dip小焊点一般包括:常规小零件,跳线; 锡丝用量标准 单面板 修补焊锡丝用量组装焊锡丝用量 dip焊点smd焊点加锡大焊点 组装特大焊点组装大焊点组装小焊点 0.032g0.025g0.06g0.175g0.075
格式:pdf
大小:32KB
页数:1P
人气:54
4.6
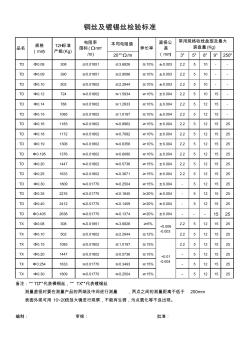
铜丝及镀锡丝检验标准 品名 规格 (mm) 12h标准 产能(kg) 电阻率 国标(ωm㎡ /m) 本司电阻值 伸长率 直径公 差 (mm) 常用规格收线盘型及最大 装盘量(kg) 20°ω/m3"5"8"9"250" tdφ0.08308≤0.01851≤3.6826≥10%±0.0032.2510-- tdφ0.09390≤0.01851≤2.9096≥10%±0.0032.2510-- tdφ0.10502≤0.01802≤2.2944≥10%±0.0032.2510-- tdφ0.12724≤0.01802≤1.5934≥10%±0.0042.251015- tdφ0.14788≤0.01802≤1.2933≥10%±0.0042.251215-
精华文档 焊锡丝型号
格式:pdf
大小:14KB
页数:2P
人气:54
4.6
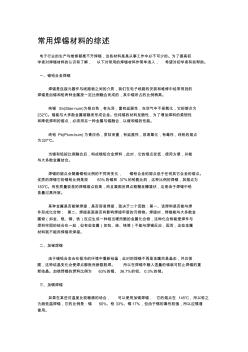
常用焊锡材料的综述 电子行业的生产与维修都离不开焊锡,这些材料是是从事工作中必不可少的。为了提高初 学者对焊锡材料的认识和了解,以下对常用的焊锡材料作简单浅入,希望对初学者有些帮助。 一、锡铅合金焊锡 焊锡是连接元器件与线路板之间的介质,我们在电子线路的安装和维修中经常用到的 焊锡是由锡和铅两种金属按一定比例融合而成的,其中锡所占的比例稍高。 纯锡sn(stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为 232℃。锡能与大多数金属熔融而形成合金。但纯锡的材料呈脆性,为了增加焊料的柔韧性 和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。 纯铅pb(plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点 为327℃。 当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能 与大多数金属结合。 焊锡的熔点会随
格式:pdf
大小:21KB
页数:2P
人气:54
4.5

常用焊丝型号 一、一般常用焊丝 1、dy-yj502(q)钛型渣系的药芯焊丝。工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以 达到船级社3y级认证。广泛用于造船、钢结构、桥梁等。 2、dy-yj507(q)碱型渣系的药芯焊丝。力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。-40度冲击 功可达到80以上。用于机械制造、水电、石油化工设备等。 3、dy-yj607(q)碱型渣系的药芯焊丝。力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。 4、yj502crnicu(q)钛型全位置焊接药芯焊丝。用于耐大气腐蚀钢的焊接。如海洋平台的焊接用。 5、yj502ni(q)钛型全位置焊接药芯焊丝。低温冲击吸收功高,满足-40度气温下金属结构的使用。 二、耐热钢系列药芯焊丝 1、dy-yr302(q)钛型渣系的药芯焊丝,适用于1c
格式:pdf
大小:1.3MB
页数:11P
人气:54
4.5

堆焊耐磨焊丝一览表 耐磨堆焊材料(1)—耐金属间磨损及腐蚀类 主要化学成份、性能及用途 牌号 焊丝化学成分(wt%)规格 cmnsicrnimov硬度 yd110 0.03~0.060.9~1.20.4~0.813~14.54.0~5.00.4~0.60.1~0.15nφ2.0~3.2 含氮化物的铬13系列马氏体不锈钢合金焊丝,具有良好的耐磨、耐腐蚀、耐热疲劳能力,类似于414n。典型应用:连铸辊等;43~45hrc yd111 0.03~0.060.9~1.20.4~0.817~18.5///φ2.0~4.0 含铬17%的铁素体不锈钢合金焊丝,具有良好的耐高温腐蚀性能,耐氧化温度可达900oc,类似于430。典型应用:铬13系堆焊时 的过渡层如:连铸辊堆焊; 230hb yd112 0.03~0.060.9
格式:pdf
大小:157KB
页数:2P
人气:54
4.5
 基于SolidWorks的锡丝打孔机设计
基于SolidWorks的锡丝打孔机设计 介绍了一款新型的高精密机器,该机器采用精密加工的刀状齿轮在焊锡丝表面打出一排孔,使之在焊接时有效地防止助焊剂飞溅,减少出现"爆锡球"的现象,为高清洁度的工作环境提供了有效的保障。
格式:pdf
大小:293KB
页数:17P
人气:54
4.5
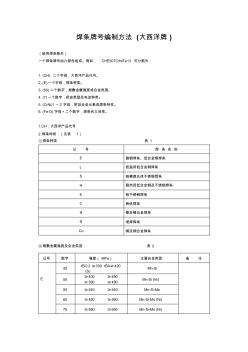
焊条牌号编制方法(大西洋牌) (船用焊条除外) 一个焊条牌号由六部份组成。例如che507crnife13可分割为: 1.(ch)二个字母,大西洋产品代号。 2.(e)一个字母,焊条种类。 3.(50)二个数字,熔敷金属强度或合金类型。 4.(7)一个数字,药皮类型及电流种类。 5.(crni)1~2字母,附加合金元素或焊条特性。 6.(fe13)字母+二个数字,焊条名义效率。 1.ch:大西洋产品代号 2.焊条种类:(见表1) ①焊条种类表1 记号焊条名称 e碳钢焊条、低合金钢焊条 l低温用低合金钢焊条 s铬镍奥氏体不锈钢焊条 h耐热用低合金钢及不锈钢焊条 k铬不锈钢焊条 c铸铁焊条 n镍及镍合金焊条 r堆焊焊条 cu铜及铜合金焊条 ②熔敷金属强度及合金类型:表2 记号数字强度(mpa)主要合金类型备注 e
最新文档 焊锡丝型号
格式:pdf
大小:17KB
页数:13P
人气:54
4.6

钼及铬钼耐热钢焊条:r107r207r307r317r327r337r347r407r507r707r807r817r307lr317l r407l 低温钢焊条:w607w607hw707niw907niw107w107niw406fe 不锈钢焊条:g202g207g217g242g247g257g267g302g307g357g357mg367367mg200m520 bm831am837aa002a002aa002nb347la002022la0322209-16a042a052a062309la072a082a 102a102aa107a132a137a14219-9-6a146a172a202a207a212a222a232a237a24
格式:pdf
大小:1.2MB
页数:4P
人气:54
4.3
Ce对无铅焊锡合金组织及性能的影响 研究了不同稀土ce含量对sn3ag2.8cu无铅焊锡合金显微组织、熔化特性、铺展性能及蠕变断裂寿命的影响。试验结果表明,添加微量稀土ce,对合金的熔化特性影响不大,但能够明显改善合金的铺展性能,当稀土质量分数为0.1%时,铺展面积提高约50%;同时,适量稀土的添加,能够显著细化无铅焊锡合金组织,但ce质量分数超过0.1%,在组织中会出现稀土化合物;适量稀土ce能够显著延长sn3ag2.8cu钎料接头在室温下的蠕变断裂寿命,当稀土ce质量分数为0.1%时,蠕变寿命达到sn3ag2.8cu钎料的9倍以上。综合考虑,最佳稀土ce质量分数为0.05%~0.1%。
格式:pdf
大小:104KB
页数:5P
人气:54
4.7

险丝管也叫保险丝,保险丝也被称为熔断器,iec127标准将它定义为―熔断体(fuse-link)‖。 它是一种安装在电路中,保证电路安全运行的电器元件。保险丝的作用是:当电路发生故障 或异常时,伴随着电流不断升高,并且升高的电流有可能损坏电路中的某些重要器件或贵重 器件,也有可能烧毁电路甚至造成火灾。若电路中正确地安置了保险丝,那么,保险丝就会 在电流异常升高到一定的高度和一定的时候,自身熔断切断电流,从而起到保护电路安全运 行的作用。 目录 保险丝管的分类 保险丝的功效与构造 选择保险丝的10个要素 编辑本段保险丝管的分类 按使用范围分,可分为:电力保险丝、机床保险丝、电器仪表保险丝(电子保险 丝)、汽车保险丝。按体积分,可分为:大型、中型、小型及微型。 按额定电压分,可分为:高压保险丝、低压保险丝和安全电压保险丝。按分断能 力分,可分为
格式:pdf
大小:20KB
页数:11P
人气:54
4.3

堆焊焊剂www.***.*** qtekc 常用各种焊丝型号 一、一般常用焊丝 1、dy-yj502(q)钛型渣系的药芯焊丝。工艺、力学性 能优良,能够进行全位置焊接,特别是优良的低温韧性,以 达到船级社3y级认证。广泛用于造船、钢结构、桥梁等。 2、dy-yj507(q)碱型渣系的药芯焊丝。力学性能优良, 扩散氢含量低,具有优良的低温抗裂性能。-40度冲击功可达 到80以上。用于机械制造、水电、石油化工设备等。 3、dy-yj607(q)碱型渣系的药芯焊丝。力学性能优良, 扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。 4、yj502crnicu(q)钛型全位置焊接药芯焊丝。用于耐 大气腐蚀钢的焊接。如海洋平台的焊接用。 5、yj502ni(q)钛型全位置焊接药芯焊丝。低温冲击吸 收功高,满足-40度气温
格式:pdf
大小:18KB
页数:9P
人气:54
4.8
堆焊焊剂 常用各种焊丝型号 一、一般常用焊丝 1、dy-yj502(q)钛型渣系的药芯焊丝。工艺、力学性能优良,能够进行全位 置焊接,特别是优良的低温韧性,以达到船级社3y级认证。广泛用于造船、钢结构、 桥梁等。 2、dy-yj507(q)碱型渣系的药芯焊丝。力学性能优良,扩散氢含量低,具有 优良的低温抗裂性能。-40度冲击功可达到80以上。用于机械制造、水电、石油化 工设备等。 3、dy-yj607(q)碱型渣系的药芯焊丝。力学性能优良,扩散氢含量低,适用 于60公斤级高强高韧性钢的焊接。 4、yj502crnicu(q)钛型全位置焊接药芯焊丝。用于耐大气腐蚀钢的焊接。如 海洋平台的焊接用。 5、yj502ni(q)钛型全位置焊接药芯焊丝。低温冲击吸收功高,满足-40度气 温下金属结构的使用。 二、耐热钢系列药芯焊
格式:pdf
大小:20KB
页数:11P
人气:54
4.5
堆焊焊剂www.***.*** qtekc 常用各种焊丝型号 一、一般常用焊丝 1、dy-yj502(q)钛型渣系的药芯焊丝。工艺、力学性 能优良,能够进行全位置焊接,特别是优良的低温韧性,以 达到船级社3y级认证。广泛用于造船、钢结构、桥梁等。 2、dy-yj507(q)碱型渣系的药芯焊丝。力学性能优良, 扩散氢含量低,具有优良的低温抗裂性能。-40度冲击功可达 到80以上。用于机械制造、水电、石油化工设备等。 3、dy-yj607(q)碱型渣系的药芯焊丝。力学性能优良, 扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。 4、yj502crnicu(q)钛型全位置焊接药芯焊丝。用于耐 大气腐蚀钢的焊接。如海洋平台的焊接用。 5、yj502ni(q)钛型全位置焊接药芯焊丝。低温冲击吸 收功高,满足-40度气温
文辑创建者
我要分享 >
职位:市政公用工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐