焊材烘焙记录单
2025-03-21
焊材烘焙记录单 日期: 年 月 日 焊材名称 □507焊条 □302焊条 □422焊条 □431 焊剂 □101焊剂 □其它 焊材规格 开始时间 时 分 记录人 到温时间 时 分 记录人 结束时间 时 分 记录人 烘焙要求 □507焊条 350℃烘焙 1小时 □431 焊剂 250℃烘焙 2小时 □302焊条 250℃烘焙 1小时 □101焊剂 350℃烘焙 2小时 □422焊条 100℃烘焙 1小时 □ 其它: ____℃(烘焙 ___小时 ) 焊材烘焙记录单 日期: 年 月 日 焊材名称 □507焊条 □302焊条 □422焊条 □431 焊剂 □101焊剂 □其它 焊材规格 开始时间 时 分 记录人 到温时间 时 分 记录人 结束时间 时 分 记录人 烘焙要求 □507焊条 350℃烘焙 1小时 □431 焊剂 250℃烘焙 2小时 □302焊条 250℃烘焙 1小时 □101焊

1 表号:q/yhhjzywj07-2015 焊材烘焙规定 1目的 为规范焊材烘焙管理,确保产品焊接质量,特制定本规定。 2适用范围 适用于本公司焊接材料的烘焙管理。 3职责和权限 焊材保管员:按焊接工艺要求、烘焙设备能力及生产任务安排合理领用不同规格、型号的焊条、 焊剂进行烘焙。 焊接技术员:对焊材烘焙过程及现场焊材使用过程进行监督和管理。 4质量活动 4.1烘焙设备性能良好,有可靠的温度控制、显示、接地、排风设施。焊条、焊剂在烘焙时应排 放合理、有利于均匀受热及潮气排除,烘焙焊条时应注意防止焊条因骤冷骤热而导致药皮开裂或脱 落。 4.2不同类型的焊接材料原则上应分别烘焙,但符合下列条件可以同炉烘焙:1)烘焙规范相同; 2)不同类型焊接材料之间有明显的标记,不至于混杂。 4.3焊条、焊剂的烘焙温度、时间一般应按其说明书的要求进行,如无规定时可按下列规定
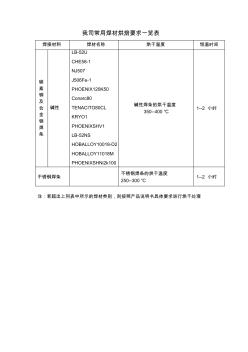
我司常用焊材烘焙要求一览表 注:若超出上列表中所示的焊材类别,则按照产品说明书具体要求进行烘干处理 焊接材料焊材名称烘干温度恒温时间 碳 素 钢 及 合 金 钢 焊 条 碱性 lb-52u che58-1 nj507 j506fe-1 phoenix120k50 conarc80 tenacito80cl kryo1 phoenixshv1 lb-52ns hoballoy10018-d2 hoballoy11018m phoenixshni2k100 碱性焊条的烘干温度 350--400℃ 1--2小时 不锈钢焊条 不锈钢焊条的烘干温度 250--300℃ 1--2小时 250℃-300℃ 恒温1-2小时 min 50 100 150 200 250 300 ℃ 0.5 100-120℃≤ 22 0℃ /小 ≤ 22 0℃ /小 ≤260
编辑推荐下载



热门文档 焊材烘焙记录单
格式:pdf
大小:41KB
页数:4P
人气:62
 4.4
4.4
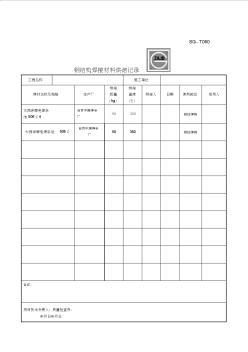
2606:009:001101 至时 分 1gz100 烘干 温度 (℃) 烘干 时间 (h) 实际烘焙降至 恒温 (℃) 3 烘焙要求 保温 时间 (h)烘焙 日期 规格(mm) 钢材牌号q345b\q345gjc烘焙方法 保温要求 序 号 施焊部位 烘焙 数量 (kg) 从时 分 xxx工程 烘焙日期 xxx公司 分包单位生产厂家xxx公司 焊材牌号hj431 施工单位 焊接材料烘焙记录 津资k 工程名称 年月日年月 施工单位检查结果:分包单位检查结果: 以检查符合规范要求。自检符合规范要求。 项目专业负责人:项目专业负责人: 备注 津资k-j6-6 年月日
格式:pdf
大小:28KB
页数:1P
人气:62
4.6
e 4311 热轧带肋 至 时分 1100280210:30304 2100280210:30304 首层1-6/a-e杠架柱 首层1-6/a-e杠架柱 xxxxxxxxx 本表由施工单位填写并保存。 2003-2- 10 2003-2- 1 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得 超过2h,酸性焊条不宜超过4小时。烘干温度250~300℃。 施工单位xxx公司 专业技术负责人专业质检员记录人 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 8:30 8:30 焊接材料烘焙记录 表c5-16 工程名称xxx工程 焊材牌号 钢材材质 规格 (mm) 烘焙方法 焊材厂家 烘焙日期 保温要求 降至 恒温 (℃) 保温 时间 (h) 备注 编号 xxx 2003-
格式:pdf
大小:32KB
页数:2P
人气:62
4.3

gj1.5.1 保存温度 (℃) 存放时间 (h) 回烘时间 (min) 回烘次数日期 160 2011年12月29 日 150 年月 日 155年月 日 160年月 日 140 年月 日 460 年月 日 150 年月 日 155 年月 日 160 年月 日 155 年月 日 150 年月 日 150 年月 日 155 年月 日 160 年月 日 150 年月 日 160 年月 日 155年月 日 班组长或专业工长:质检员或项目技术负责人: 监理工程师: (建设单位项目技术人员) 焊条e4303450120 焊条e4303 430120 焊条e4303 450120 焊
格式:pdf
大小:45KB
页数:2P
人气:62
4.7
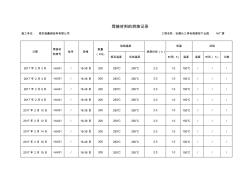
焊接材料的烘焙记录 施工单位:南京慈鑫钢结构有限公司工程名称:安徽长三角电商建材产业园1#厂房 日期 焊接材 料牌号 批号规格 数量 (kg) 烘焙温度 烘焙时间(h) 保温回烘 规定温度实烘温度时间(h)温度温度时间(h)次数 2017年2月2日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月4日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月6日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月8日hj431/16-38目200250℃250℃2.01.0150℃/// 2017年2月10日h
精华文档 焊材烘焙记录单
格式:pdf
大小:25KB
页数:2P
人气:62
4.7
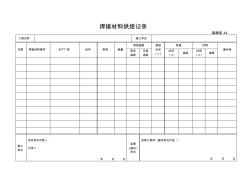
焊接材料烘焙记录 渝建竣-44 工程名称施工单位 日期焊接材料牌号生产厂家批号规格数量 烘焙温度烘焙 时间 (h) 保温回烘 操作者规定 温度 实烘 温度 时间 (h) 温度 时间 (h) 温度 施工 单位 项目技术负责人: 记录人: 年月日 监理 (建设) 单位 监理工程师(建设单位代表): 年月日
格式:pdf
大小:503KB
页数:23P
人气:62
4.5
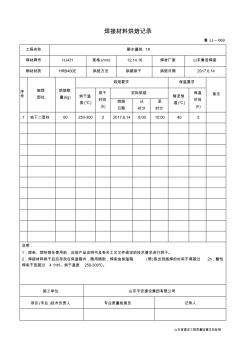
山东省建设工程质量监督总站监制 焊接材料烘焙记录 鲁jj—069 工程名称郦水嘉苑1# 焊材牌号hj431规格(mm)12.14.16焊材厂家山东鲁浩焊接 钢材材质hrb400e烘焙方法烘箱烘干烘焙日期2017.6.14 序 号 施焊 部位 烘焙数 量(kg) 烘焙要求保温要求 备注 烘干温 度(℃) 烘干 时间 (h) 实际烘焙 降至恒 温(℃) 保温 时间 (h) 烘焙 日期 从 时分 至 时分 1地下二层柱60250-30022017.6.148:0010:00402 说明: 1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性 焊条不宜超过4小时。烘干温度250-300℃。
格式:pdf
大小:48KB
页数:2P
人气:62
4.7

e 4315 热轧带肋 至 时分 1100350210:3030420#焊接 2100350215:00304 编号焊接材料烘焙记录 降至 恒温 (℃) 保温 时间 (h) 备注 序 号 烘焙 数量 (kg) 烘干 温度 (℃) 本表由施工单位填写并保存。 施工单位中国化学工程第十六建设有限公司 专业技术负责人专业质检员记录人 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得 超过2h,酸性焊条不宜超过4小时。烘干温度250~300℃。碱性焊条烘烤温度为350℃左右。 2003-8-111:00 实际烘焙 烘焙 日期 从 时分 2013-8-18:30 烘干 时间 (h) 施焊部位 钢材材质烘焙方法电烘烤烘焙日期20
格式:pdf
大小:45KB
页数:4P
人气:62
4.8
焊接材料烘焙记录 津资k-j 工程名称1施工单位 分包单位生产厂家 焊材牌号规格(mm) 烘干 温度 (℃) 烘干 时间 (h) 实际烘焙 降至 恒温 (℃) 钢材牌号烘焙方法烘焙日期年月日 保温 时间 (h) 烘焙 日期 从时 分 至时 分 序 号 施焊部位 烘焙 数量 (kg) 烘焙要求保温要求 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性 焊条不宜超过4h。烘干温度250-300℃ 年月日年月日 施工单位检查结果:分包单位检查结果: 项目专业负责人:项目专业负责人: 资k-j6-6 备 注 日 ,酸性
最新文档 焊材烘焙记录单
格式:pdf
大小:24KB
页数:1P
人气:62
4.8

焊接材料烘焙记录 资料编号 表c5-12 工程名称 焊材牌号 规格 (mm) 焊材厂家 钢材材质 烘焙 方法 烘焙日期 序 号 施焊部位 烘焙 数量 (kg) 烘焙要求保温要求 备注 烘干 温度 (℃) 烘干 时间 (h) 实际烘焙降至 恒温 (℃) 保温 时间 (h) 烘焙 日期 从 时分 至 时分 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h, 酸性焊条不宜超过4小时。烘干温度250~300℃。 施工单位 专业技术负责人专业质检员记录人 本表由施工单位填写。
格式:pdf
大小:27KB
页数:2P
人气:62
4.7
e 4311 热轧带肋 至 时分 1100280210:30304 2100280210:30304 首层1-6/a-e杠架柱 首层1-6/a-e杠架柱 xxxxxxxxx 本表由施工单位填写并保存。 2003-2-10 2003-2-1 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得 超过2h,酸性焊条不宜超过4小时。烘干温度250~300℃。 施工单位xxx公司 专业技术负责人专业质检员记录人 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 8:30 8:30 焊接材料烘焙记录 表c5-16 工程名称xxx工程 焊材牌号 钢材材质 规格 (mm) 烘焙方法 焊材厂家 烘焙日期 保温要求 降至 恒温 (℃) 保温 时间 (h) 备注 编号 xxx 2003-04
格式:pdf
大小:51KB
页数:2P
人气:62
4.6
焊接材料的烘焙记录gj1.5.1 材料种类 烘焙温度 (℃) 烘焙时间 (mm) 保存温度 (℃) 存放时间 (h) 回烘温度 (℃) 回烘时间 (min) 回烘次数 日期 j—422焊条15061140814030209.7.16 j—422焊条15058150814034209.7.16 j—422焊条15057150814035209.7.17 j—422焊条15060150814040209.7.17 j—422焊条15060150814039209.7.18 j—422焊条15059150814040209.7.18 j—422焊条15059150814045209.7.19 j—422焊条150601508140
格式:pdf
大小:25KB
页数:2P
人气:62
4.8

焊接材料烘焙记录 渝建竣-44 工程名称施工单位 日期焊接材料牌号生产厂家批号规格数量 烘焙温度烘焙 时间 (h) 保温回烘 操作者规定 温度 实烘 温度 时间 (h) 温度 时间 (h) 温度 施工 单位 项目技术负责人: 记录人: 年月日 监理 (建设) 单位 监理工程师(建设单位代表): 年月日

格式:pdf
大小:28KB
页数:1P
人气:62
4.6
e 4311 热轧带肋 至 时分 1100280210:30304 2100280210:30304 序 号 施焊部位 烘焙 数量 (kg) 烘焙要求 烘干 温度 (℃) 烘干 时间 (h) 实际烘焙 烘焙 日期 从 时分 保温要求 降至 恒温 (℃) 保温 时间 (h) 备注 xxx 2003-04-19钢材材质 规格 (mm) 烘焙方法 焊材厂家 烘焙日期 3.2x350 焊接材料烘焙记录 表c5-16 工程名称xxx工程 焊材牌号 编号 记录人 说明: 1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 8:30 8:30 xxxxxxxxx 本表由施工单位填写并保存。 2003-2- 10 2003-2- 1 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得 超过2h,酸性焊条不宜
格式:pdf
大小:20KB
页数:7P
人气:62
4.4
2007-08-1118:44 焊材库管理人员岗位职责 1、检查入库焊材的质量证件及包装质量是否符合要求。 2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放, 作好标识。 3、掌握各类焊条的烘干要求。根据焊材领用通知单,对所需要焊材烘干并作好烘 干记录。 4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接 材料实行回收,作好焊条头、余留焊材回收登记。 5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记 录。 6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定 期计量。 7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收 数量,上交物资管理部门。 8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接 技术人员、质量人员作出处理。 附件16:焊接材料烘焙规范及
格式:pdf
大小:14KB
页数:4P
人气:62
4.5
焊材库管理人员岗位职责 1、检查入库焊材的质量证件及包装质量是否符合要求。 2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放, 作好标识。 3、掌握各类焊条的烘干要求。根据焊材领用通知单,对所需要焊材烘干并作好烘 干记录。 4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接 材料实行回收,作好焊条头、余留焊材回收登记。 5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记 录。 6、对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定 期计量。 7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收 数量,上交物资管理部门。 8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接 技术人员、质量人员作出处理。 焊接材料烘焙规范及操作规程 1、焊条的烘焙温度和保温时间,严
格式:pdf
大小:22KB
页数:1P
人气:62
4.7

工程名称 施工单位 分包单位 监理单位 材料种类 烘焙温度 (℃) 烘焙时间 (min) 保存温度 (℃) 存放时间 (h) 回烘温度 (℃) 回烘次数日期 监理工程师:施工员: 年月日年月日年月日 江苏省建设工程质量监督总站监制 质量员: 回烘时间 (min) 负责人 施工执行标准 最新版焊接材料的烘焙记录 苏gj2.5.8 分项名称 项目经理
文辑创建者
我要分享 >
职位:环境工程或给排水主人工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐