核电厂吊篮简体优化设计与焊接工艺改进
2025-02-18
介绍我国目前在建的二代改进型百万千瓦级核电厂反应堆堆内构件吊篮简体的结构特征及设计要求。借鉴国内外相关领域的成熟应用经验,通过理论分析,从结构优化和焊接制造工艺2个方面提出具体改进措施。通过这些措施,可大大减少焊接工作量,降低焊接残余应力水平,从而最大程度的降低吊篮简体的制造难度和变形风险。

 核电厂仪表管插套焊接头设计
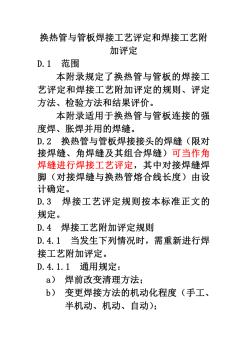
核电厂仪表管插套焊接头设计 核电厂仪表管道插套焊接头在长期服役中存在疲劳开裂失效的风险,其接头质量关乎核电厂的安全运行。从应用场合、焊前轴向间隙设计、焊接过程控制要求、焊后焊脚尺寸、焊后检测等方面明确了仪表管插套焊接头设计应遵循的基本要求,提出相应的焊接工艺控制措施,以保证仪表管道插套焊接头的长期可靠服役。为仪表管插套焊接头的规范化设计制造提供了可借鉴的技术指导。
电厂用铝母线焊接工艺的制定 介绍了发电厂封闭铝母线、管形铝母线的焊接工艺,尤其是管形铝母线对接焊口不加衬管,采用交流钨极脉冲氩弧焊、内部充氩气工艺,单面焊双面成型焊接取得了成功。
编辑推荐下载
格式:pdf
大小:936KB
页数:5P
人气:92
 4.5
4.5
秦山核电厂二期扩建工程吊篮筒体焊接变形的分析及其控制 秦山核电厂二期扩建工程反应堆堆内构件3#吊篮筒体在制造过程中出现严重焊接变形,导致功能丧失。对造成这一不符合项的原因进行了分析。对4#吊篮筒体的焊接采取了包括修改焊接工装、修改焊接工艺与参数、施加反变形等措施,以尽可能地减小焊接变形。结果表明,4#吊篮筒体焊接结果满足设计要求。
格式:pdf
大小:37KB
页数:14P
人气:92
4.5

目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
热门文档 核电厂吊篮简体优化设计与焊接工艺改进
格式:pdf
大小:29KB
页数:5P
人气:92
4.4

wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
格式:pdf
大小:79KB
页数:7P
人气:92
4.5

编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
格式:pdf
大小:9KB
页数:6P
人气:92
4.6
焊接工艺措施 焊接工艺措施: 1)对工程中使用较多的或有代表性的接头形式进行焊接工艺性试验, 以确定最佳的操作方法和焊接规范,焊接工艺性试验由焊接试验室全 权负责。 2)结构装配定位焊 a.装配定位焊前,焊接坡口及其内外两侧各20mm范围内的油污必 须用溶剂揩抹干净,并用手提砂轮机打磨去除铁锈、氧化皮等杂质, 使焊件母材表面露出金属光泽。 b.担任定位焊施焊工作的焊工必须是持有合格证的焊工。 c.装配质量达到图样技术要求后方可进行定位焊(如该焊缝焊前需 要预热,则必须预热至所要求的温度后才可进行定位焊。),定位焊所 用焊条(须经烘干处理)、焊丝必须与该焊缝正式焊接时所用焊材相 一致,定位焊缝应填满弧坑。 d.定位焊缝长度一般为20—50mm,间距长为400—600mm,焊脚尺 寸不得大于设计焊脚尺寸的一半,且不应大于8mm,定位焊应距设 计焊缝端部30mm以上。(
格式:pdf
大小:134KB
页数:14P
人气:92
4.4
e起弧时要特别防止未焊合及烧穿; f收弧时要填满弧坑,不要立即移走焊枪; 焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常 检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。 3操作技术 a焊机接成反极性,即工件接负极,焊机接正极; b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊); c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm; d焊接厚度为2mm以下的工件时,焊枪不作摆动; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
格式:pdf
大小:3.7MB
页数:33P
人气:92
4.5
0 第一章德国施密特公司铝热焊工艺 一准备工作 1.了解钢轨型号、类别,正确选择焊剂。 2.到施工现场前对焊接工具、材料专人清点。 3.对施工设备、可燃气瓶进行检查,确保使用安全可靠。 4.焊接钢轨两侧15米范围内必须严格按规定上紧扣件, 确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发 生钢水泄漏。 二轨端除锈去污 1.检查钢轨是否有损伤,母材如有缺口将使焊接合格率 降低。 2.对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范 围为50mm(见图一、图二)。 3.打磨完成后,轨头端部边缘需倒角1x45度 4.必须对钢轨两端一米范围内进行烘干。 图10-1打磨除锈图10-2打磨除锈 1 图10-4 预热枪支座 注意:特别要重视轨底的清洁和干燥。 三对轨 1.轨缝调整: 以轨脚边为基准,控制轨缝宽 度为28±1mm。 2.尖点调整(见图
精华文档 核电厂吊篮简体优化设计与焊接工艺改进
格式:pdf
大小:737KB
页数:18P
人气:92
4.6
不锈钢复合板槽的焊接工艺 中铝山东分公司淄博万成工贸有限公司(255065)徐立媚 【摘要】分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确 定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规则,既保证了 焊接质量,又提高了焊接效率,满足设计要求。 不锈钢复合板是以碳素钢或合金钢为基层,不锈钢为复层,制成的双金属复合钢板。一般由 基层来保证复合板的强度,复层来保证复合板的耐腐蚀性能。它既具有不锈钢的美观耐用、 成形性好、耐腐蚀性强等优良性能,又有碳钢高强度和低成本的优点,因而应用广泛。为此, 本文分析了不锈钢复合板的焊接性,通过焊接工艺评定,制定了焊接工艺,并将该工艺成功 应用于槽的制作中,效果良好。 1.焊接性分析 槽母材为q235b+321不锈钢复合板,基层为q235b,厚度为7mm,
格式:pdf
大小:377KB
页数:13P
人气:92
4.7

钢筋焊接施工方案 一、编制依据 1、合同文件; 2、钢筋焊接及验收规程(jgj18-2003); 3、钢筋焊接接头试验方法标准(jgjt27-2001) 4、业主及监理要求; 二、钢筋闪光焊 (一)施工准备 1、机械设备 un1-150闪光对焊机。 2、材料 各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,符合要求后方能使用。 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。 (3)对焊机容量、电压要符合要求。 (二)操作工艺 1、对焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热— 闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。 钢筋焊接工艺选用见表1。 钢筋级别直径(mm) 闪光留量 (mm) 顶锻留量
格式:pdf
大小:82KB
页数:2P
人气:92
4.4
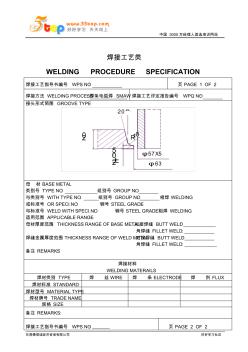
中国3000万经理人首选培训网站 东莞德信诚经济咨询有限公司好好学习社区 焊接工艺类 weldingprocedurespecification 焊接工艺指导书编号wpsno:页page1of2 焊接方法weldingprocess:焊条电弧焊smaw焊接工艺评定报告编号wpqno: 接头形式简图groovetype 20° 2± 0. 5 20r10 φ57x5 φ63 母材basemetal: 类别号typeno:组别号groupno: 与类别号withtypeno:组别号groupno:相焊welding 或标准号orspeci.no:钢号steelgrade: 与标准号weldwithspeci.no:钢号steelgrade:相焊welding 适用范围app
格式:pdf
大小:11KB
页数:3P
人气:92
4.4
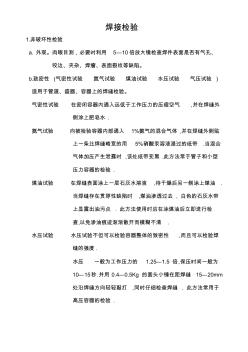
焊接检验 1.非破坏性检验 a.外观。肉眼目测,必要时利用5—10倍放大镜检查焊件表面是否有气孔、 咬边、夹杂、焊瘤、表面裂纹等缺陷。 b.致密性(气密性试验氮气试验煤油试验水压试验气压试验) 适用于管道、盛器、容器上的焊缝检验。 气密性试验在密闭容器内通入远低于工作压力的压缩空气,并在焊缝外 侧涂上肥皂水. 氮气试验向被检验容器内部通入1%氨气的混合气体,并在焊缝外侧贴 上一条比焊缝略宽的用5%硝酸汞溶液浸过的纸带.当混合 气体加压产生泄露时,该处纸带变黑.此方法常于管子和小型 压力容器的检验. 煤油试验在焊缝表面涂上一层石灰水溶液,待干燥后另一侧涂上煤油. 当焊缝存在贯穿性缺陷时,煤油渗透过去,白色的石灰水带 上显露出油污点.此方法使用时应在涂煤油后立即进行检 查,以免渗油痕迹渐渐散开而模糊不清. 水压试验水压试验不但
格式:pdf
大小:60KB
页数:6P
人气:92
4.4

12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
最新文档 核电厂吊篮简体优化设计与焊接工艺改进
格式:pdf
大小:13KB
页数:5P
人气:92
4.6
1 第五章焊接结构的装配与焊接工艺 装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。 同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配 方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。本章重点介绍 装配与焊接工艺方法。 第一节焊接结构的装配 装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成 部件或整个产品的工艺过程。 一、装配方式的分类 装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。 (一)按结构类型及生产批量的大小分类 1.单件小批量生产 单件小批量生产的结构经常采用划线定位的装配方法。该方法所用的工具、设备比较简单, 一般是在装配台上进行。划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人 必须具有熟练的操作技术。 2.成批生
格式:pdf
大小:147KB
页数:9P
人气:92
4.7
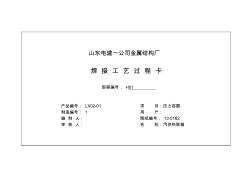
山东电建一公司金属结构厂 焊接工艺过程卡 规程编号:h01 产品编号:lx02-01项目:压力容器 制造编号:1用户: 编制人:图纸编号:13-0182 审核人:名称:汽供热联箱 焊接工艺 过程卡 焊接材料汇总表 母材 焊条电弧焊(d)埋弧焊(m)气体保护焊 焊条/规 格 烘干温 度/时间 焊丝/规 格 焊剂 烘干温 度/时间 焊丝/规 格 保护 气体 纯度 116mnre5015350h10mnsihj431300h10mnsiar99.99 216mnr/20e4315350h10mnsiar99.99 316mnr/q235ae4315350 420/20e4303
格式:pdf
大小:535KB
页数:16P
人气:92
4.7
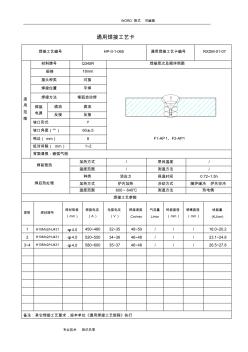
word格式可编辑 专业技术知识共享 通用焊接工艺卡 焊接工艺编号hp-ii-1-065通用焊接工艺卡编号rxdm-01-07 适 用 范 围 材料牌号q345r焊接层次及顺序简图 规格18mm 2 1 3 4 f1-ap1、f2-ap1 接头种类对接 焊接位置平焊 焊接方法埋弧自动焊 焊接 电源 直流直流 反接反接 坡口形式y 坡口角度(°)60±5 钝边(mm)8 组对间隙(mm)1~2 背面清根:碳弧气刨 焊前预热 加热方式/层间温度/ 温度范围/测温方法/ 焊后热处理 种类消应力保温时间0.72~1.5h 加热方式炉内加热冷却方式随炉缓冷炉外空冷 温度范围600~640℃测温方法热电偶 焊接工艺参数 焊层焊材牌号 焊材规格 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 cm/m
格式:pdf
大小:8KB
页数:4P
人气:92
4.7

镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
格式:pdf
大小:498KB
页数:3P
人气:92
4.8
钢筋焊接网焊接工艺参数优化 介绍了新型建筑材料钢筋焊接网,分析了焊接参数对于剪切力、焊缝直径的影响规律,优化了钢筋焊接网焊接工艺参数。
格式:pdf
大小:318KB
页数:5P
人气:92
4.6
焊接工艺碳足迹分析及其工艺参数优化 以提高焊接工艺过程中资源和能源利用效率,减少碳排放为目的,从物料、能源、废弃物3个维度,对焊接加工过程碳排放机理加以分析.根据焊接及数学理论建立了焊接过程的碳排放特性函数.对回流焊接设备影响碳排放的因子进行分析,建立遗传算法优化模型,并找出了最优解.
格式:pdf
大小:3.5MB
页数:33P
人气:92
4.5

1.3埋弧焊工艺参数及焊接技术 影响焊缝形状、性能的因素 弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊 和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊 等。 )焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是y形坡口还是i形 正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不 流过大,熔深大,余高过大,易产生高温裂纹。 图1焊接电流与熔深的关系(φ4.8mm) 图2焊接电流对焊缝断面形状的影响 a)i形接头b)y形接头 )电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不
格式:pdf
大小:91KB
页数:1P
人气:92
4.5
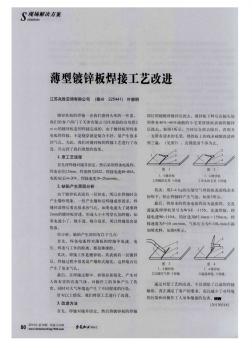
薄型镀锌板焊接工艺改进 镀锌铁板的焊接一直我们感到头疼的一件累,我们的客户西门子天津有限公司冷却器的出风管2mm的镀锌板是用焊接完成的,由于镀锌板用焊条电弧焊焊接,不是烧穿就是熔合不好,易产生很多沙气孔。为此,我们对镀锌板的焊接工艺进行了改进,并达到了我们理想的效果。1.原工艺流程首先将焊缝对接并固定,然后采用焊条电弧焊,焊条直径2.5mm,焊条牌号1422,焊接电流40~80a,电弧电压14~20v,焊接速度18~25cm/min。
文辑创建者
我要分享 >
职位:公路工程标准员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐