灰聚类原理的制造企业生产流程再造效果评价
2025-02-07
业务流程再造效果评价在实施业务流程再造过程中具有重要意义。随着生产制造在企业中地位的上升,对生产流程实施再造并评价其再造效果十分必要。文章结合生产流程的特点,构建了生产流程再造效果的评价指标体系,并将灰聚类评价模型用于生产流程再造效果的综合评价,通过实例验证了该评价方法的可行性。

 企业研究开发流程再造的效果评价
企业研究开发流程再造的效果评价 首先分析了流程再造对研究开发流程绩效的作用机理,即通过对业务流程的重新设计,提高流程所涉及的资源(人力资源、知识资源、信息技术等)的配置效率,从而改善流程的绩效。在此基础上,建立了研究开发流程再造效果的评价指标体系,利用模糊综合评价法构建了评价模型,并进行了实证分析
企业再造理论是以工作流程为中心,重新设计企业的经营、管理及运作方式的管理理论。本文将企业再造理论引入电力企业,重新设计生产业务流程。通过调研取经、制定规范、整合组织、培养人才、持续完善等五个方面,突破简单的劳动分工管理方式,加强机构、员工间的联动与协作,逐步实现电力生产业务流程的再造,达到简化流程、集约高效、提能增效的目的。
编辑推荐下载
格式:pdf
大小:171KB
页数:3P
人气:64
 4.3
4.3
针对目前国内外流行的质量评价方法只注重识别强项而忽视改进弱项的问题,依据全面质量管理和流程再造的基本理论,提出了面向质量改进的企业流程再造的基本思想和原则,以及进行企业流程再造的基本过程,使质量评价在解决实际问题中得到应用。
格式:pdf
大小:340KB
页数:2P
人气:64
4.7

!""#·!"$%经济论坛 一、!"#是什么 从字面上来看,!"#就是!$%&’(’)*& "&*+,’-&*#./$$)$0(企业资源计划),但在 !"#庞大的知识体系里面,包含了企业资 源计划、财务管理制度、内部供应链管理 等内容。!"#的正式命名是在1223年,美 国4/’%$&’4’+,(公司在当时流行的工业 企业管理软件5"#!的基础上,提出了评 估5"#!的内容和效果的软件包,这些软 件包被称之为!"#。从最初的定义来讲, !"#只是一个为企业服务的管理软件,在 这之后,全球最大的企业管理软件公司 67#在83多年为企业服务的基础上,对 !"#的定义提出了革命性的“管理9:;” 的概念,那就是: 1<!"#不只是一个软件系统,而是一 个集组织模型、企业规范和信息技术、实 施方法为一体的综合管理应用体系。 8<!"#使得企
热门文档 灰聚类原理的制造企业生产流程再造效果评价
格式:pdf
大小:239KB
页数:10P
人气:64
4.6
文件编号qr9.1-00-01ano. 修改状态页数共页 文件编写编写日期年月日 文件审核审核日期年月日 文件批准批准日期年月日 深圳市兆日实业有限公司 sinosuntechnologyco.,ltd. 生产流程卡 序号编号产品型号起址页码 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生产流程卡 qr9.1-00-01-01a产品
格式:pdf
大小:117KB
页数:2P
人气:64
4.8
服装生产流程 步骤: 设计--纸样--出样--下订单--生产--进仓--销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备-生产前的准
格式:pdf
大小:480KB
页数:4P
人气:64
4.5

新流程的应用,往往只是企业流程变化的一个“转折点”,还需要在使用中不断完善。因此,如何评价业务流程再造后是否成功,以及流程需要在那些方面进行持续的改进,就显得十分必要。本文设计了企业业务流程再造效果的评价指标体系,采用musa多标准满意度分析模型对其应用效果进行综合评价。论文对某企业流程再造的效果,进行了评价,并指出该企业流程继续改进的方向。
格式:pdf
大小:161KB
页数:未知
人气:64
4.4
浅议房地产企业的流程再造 本文将针对房地产企业的特点,联系流程再造理论,深入地探讨和研究我国房地产企业实行的流程再造理论。首先对流程再造理论进行详细介绍,在该理论的基础上对房地产企业流程管理存在的弊端进行分析。其次研究房地产企业实施流程再造的过程和方法,并对流程再造的相关工程进行研究。最后,通过案例再分析房地产企业实施流程再造。
格式:pdf
大小:72KB
页数:1P
人气:64
4.6
施工企业流程再造的保障措施 流程再造的发展已经贯彻于施工企业,有效保障施工企业流程再造的顺利实施十分重要。文章介绍施工企业的主要流程及特点,并重点介绍了流程再造的保障性措施。
精华文档 灰聚类原理的制造企业生产流程再造效果评价
格式:pdf
大小:104KB
页数:2P
人气:64
4.3
针对目前国内施工企业流程再造中存在的问题进行了分析,简要介绍了业务流程和企业流程再造的概念及具体流程,探讨了项目部在执行流程中的优势,并对适应流程再造的公司结构调整及资源调配进行了阐述,以期指导实践。
格式:pdf
大小:59KB
页数:2P
人气:64
4.8
文章论述了业务流程再造是基于信息技术、围绕顾客和价值、通过对企业基本业务流程的分析,对企业进行再分工,并在新的分工基础上重新设立组织机构。
格式:pdf
大小:346KB
页数:2P
人气:64
4.6
价值工程原理在企业流程再造中的应用研究 燕山大学经济管理学院 刘力卓 1、价值工程的基本原理 价值工程,亦称价值分析,起源于美国二战时期,是一种致力于提高产品或者系统功能,降低产品或系统 成本,从而以最低寿命周期成本,并可靠地实现用户所要求功能的技术经济方法。价值工程的基本思想可用 下式来表达:v=fπc。式中:v———产品价值,也可以理解为产品的实用价值;f———产品功能;c———实现该功能 所消耗的成本。价值工程的目的就是通过改进产品设计,提高功能,降低成本,实现产品性价比的最大化。 2、企业流程再造的价值分析 根据迈克尔·哈默的定义,企业流程再造(businessprocessreengineering,bpr)是对企业流程进行根本的重 新思考和彻底的重新设计,以求得在那些衡量现代企业绩效的关键因素上(如成本、质量、服务和速度等)
格式:pdf
大小:124KB
页数:4P
人气:64
4.5
结合制造企业流程目标和实施执行情况提出制造流程评价目标,确定制造流程评价模型、指标体系,涵盖流程资源利用率、执行效率、重复率和效能4个方面,研究了制造流程任务属性分类和任务属性赋权原则,提出制造流程有效度评价决策模型,最后给出制造流程评价分析结论。
格式:pdf
大小:44KB
页数:7P
人气:64
4.4
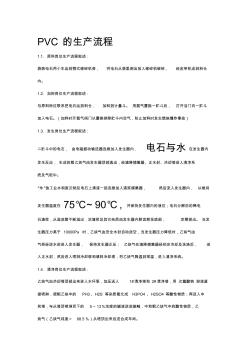
pvc的生产流程 1.1.原料岗位生产流程叙述: 袋装电石用小车运到鄂式破碎机旁,将电石从袋里倒出放入破碎机破碎,经皮带机送到料仓 内。 1.2.加料岗位生产流程叙述: 与原料岗位联系把电石运到料仓,加料到计量斗。用氮气置换一贮斗后,打开活门向一贮斗 加入电石。(加料时开氮气阀门以置换排除贮斗内空气,防止加料时发生燃烧爆炸事故) 1.3.发生岗位生产流程叙述: 二贮斗中的电石,由电磁振动输送器连续加入发生器内,电石与水在发生器内 发生反应,生成的粗乙炔气由发生器顶部逸出,经渣降捕集器、正水封、冷却塔进入清净系 统及气柜中。 “水”由工业水和废次钠及电石上清液一起连续加入渣浆捕集器,然后流入发生器内,以维持 发生器温度在75℃~90℃,并保持发生器内的液位;电石分解后的稀电 石渣浆,从溢流管不断溢出,浓渣浆及其它杂质由发生器内耙齿耙至底部,定期排出。当发
最新文档 灰聚类原理的制造企业生产流程再造效果评价

格式:pdf
大小:175KB
页数:3P
人气:64
4.6
根据价值链的基本内涵,结合企业自身特点,就企业内部价值链的建立进行了初步探讨,并根据企业内部所形成的经营体系,从价值链角度进行了比较系统分析,提出了内部价值链建立和流程再造的基本思想,为建筑企业内部价值链的构筑提供了可以借鉴的方法。
格式:pdf
大小:451KB
页数:3P
人气:64
4.4
论企业流程再造与组织结构变革 企业流程再造是对企业整个流程进行彻底的变革,它不是孤立地进行的,要求同时对企业组织结构进行变革,因为传统的组织结构存在的种种弊端往往成为企业流程再造的障碍。组织结构的变革应以顾客需求为导向,充分利用信息技术,在组织形式上达到能迅速响应环境变化、便于管理层注重整体利益以及员工能人尽其才的要求。
格式:pdf
大小:263KB
页数:2P
人气:64
4.7
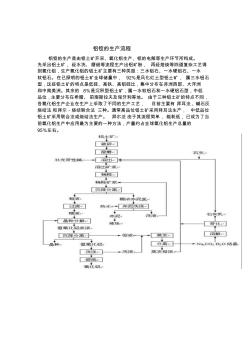
铝锭的生产流程 铝锭的生产是由铝土矿开采、氧化铝生产、铝的电解等生产环节所构成。 先采出铝土矿,经水洗、磨细等流程生产出铝矿粉,再经焙烧等四道复杂工艺得 到氧化铝,生产氧化铝的铝土矿主要有三种类型:三水铝石、一水硬铝石、一水 软铝石。在已探明的铝土矿全球储量中,92%是风化红土型铝土矿,属三水铝石 型,这些铝土矿的特点是低硅、高铁、高铝硅比,集中分布在非洲西部、大洋洲 和中南美洲。其余的8%是沉积型铝土矿,属一水软铝石和一水硬铝石型,中低 品位,主要分布在希腊、前南斯拉夫及匈牙利等地。由于三种铝土矿的特点不同, 各氧化铝生产企业在生产上采取了不同的生产工艺,目前主要有拜耳法、碱石灰 烧结法和拜尔-烧结联合法三种。通常高品位铝土矿采用拜耳法生产,中低品位 铝土矿采用联合法或烧结法生产。拜尔法由于其流程简单,能耗低,已成为了当 前氧化铝生产中应用最为主要的一种方法,产量
格式:pdf
大小:112KB
页数:1P
人气:64
4.6

为了应对油田产量高峰期的到来,解决生产流程上的工艺处理瓶颈问题,平台改造处理流程的分离方式,生产流体只进行气液分离,然后天然气和井液分别通过管道输送到陆地处理厂.在当前国际市场原油价格低迷的情况下,该项改造方案增加设备少,操作简单,减少投资,减轻由于原油上产带来的投资压力,并满足生产需要.
格式:pdf
大小:65KB
页数:1P
人气:64
4.6
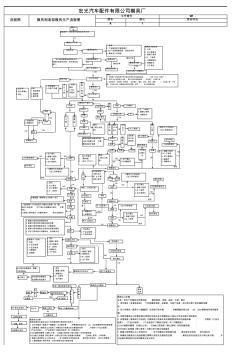
流程图模具制造部模具生产流程图 宏光汽车配件有限公司模具厂 文件番号wi- 版本版次受控状态 a1 模具生产订单 定案评审 1.样品 2.产品图和客户模具要求 3.3d产品图脱模斜度、倒扣的分析 4.模具设计评审图 模具图初稿评模具结构 模具技术部 1.进度跟踪 2.与客户沟通 ok 客户评审确认 ok 设计师出图 审批 1.物料清单 2.模胚图 3.配件图 仓库 采购 1.品管验收 2.制模组长 通知 2d图 ok ok 品管 ng 《模具尺寸点检表》 《加工异常报告》 1.生产课长 2.跟模工程师 3.ie工程师 4.设计课课长 不合格处理办 制模组 3d图 cnc加工组 模 仁 程 步骤: 1.完善客户对结构图评审问题点的修改存档到服务器,项目e-mail给客户; 2.依照3d产品图进行分模,确认后存档到服务器,并转档于cnc加工
格式:pdf
大小:42KB
页数:1P
人气:64
4.7
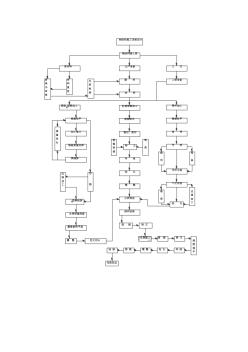
切 割 质 保 书 审 核 外 观 检 查 包装发运 涂装除锈精整钻孔号线 矫正焊接 端 面 刨 平 边 缘 加 工 焊 缝 热 处 边 缘 加 工 卷 曲 剪 切 弯 曲 弯 曲 型 钢 拼 接 定尺切头精整 翼缘板矫平型 主角焊缝焊接 型钢组装 焊缝探 钢板拼接对焊 加工坡口 钢板校平 焊接型钢加工 材 料 复 检 原材料 钻孔 二次号线 号件平直 号料 放样 钢板校平 零件加工 工装准备 工艺 总装配 矫正焊接 部件组装 分类堆放 精整 钻孔 号线 矫正 锯切、剪切 型钢矫正 轧制型钢加工 进料 配料 生产准备 钢结构施工图 钢结构施工详图设计
格式:pdf
大小:29KB
页数:5P
人气:64
4.5
(1)放样:包括核对图纸的安装尺寸和孔距,以1:1大样放出节点,核对各部分的尺寸, 制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据。(2)号料:包括检 查核对材料,在料上划出切割、铣、刨、制孔等加工位置,打冲孔,标出零件编号 等。号料应注意以下问题:1)根据配料表和样板进行套裁,尽可能节约材料。2) 应有利于切割和保证零件质量。3)当工艺有规定时,应按规定取料。(3)切割下 料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料和锯切 等机械的方法。(4)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。(5)边 缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口 机加工等。(6)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等 机械进行加工。(7)煨弯:根据不同规格材料可选用型钢滚圆机
文辑创建者
我要分享 >
职位:园林绿化安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐