欢乐海岸创展中心铸钢件加工制作及验收标准方案
2025-03-24
深圳大运中心项目Ⅲ标段(游泳馆)钢结构工程 铸钢件制作及验收标准 - - 1 - - 深圳大运中心项目Ⅲ标段(游泳馆)钢结构工程 铸钢件制作及验收标准 1、概述 欢乐海岸创展中心并非简单构筑物, 其中的铸钢件要求尺寸精度高且加工制作难度 大,其既为一件精密的机械零件,又是一件精美的艺术品。 我单位将在深圳大运会游泳馆铸钢件的设计、模型制造、铸造、加工及质检等过程 中,始终贯彻下述原则:我们在设计、生产制作过程中,认真执行相关国家、行业及特 定验收标准。严格控制每一生产过程,确保提供外型尺寸符合图纸要求;化学成分、机 械性能达到设计要求;铸钢件内外质量满足检测要求的高品质铸钢件。 本内容详细介绍欢乐海岸创展中心铸钢件在设计、制作过程各个环节:难点及解决 我们相信,欢乐海岸创展中心的建成,对我国建筑业的发展必将起到积极的推动作 用,缩短与发达国家在钢结构领域的差距。 2、关键点、难点及解决方

编辑推荐下载

热门文档 欢乐海岸创展中心铸钢件加工制作及验收标准方案
格式:pdf
大小:2.1MB
页数:13P
人气:59
 4.8
4.8


铸钢件的制作方案 一.概述 xxx主体育场并非简单构筑物,其中的铸钢件要求尺寸精度高且加工制作难 度大,其既为一件精密的机械零件,又是一件精美的艺术品。 在xxx主体育场铸钢件的设计、模型制造、铸造、加工及质检等过程中,始 终贯彻下述原则:我们在设计、生产制作过程中,认真执行相关国家、行业及特 定验收标准。严格控制每一生产过程,确保提供外型尺寸符合图纸要求;化学成 分、机械性能达到设计要求;铸钢件内外质量满足检测要求的高品质铸钢件。 xxx主体育场铸钢件是集计算机辅助设计(cad)、计算机辅助制造(cam)、 计算机辅助测量(cam)及先进的铸造凝固模拟分析技术(cae)为一体的高科技产 品。 本内容详细介绍xxx主体育场铸钢件在设计、制作过程各个环节:难点及解 决方案;铸钢件主要结构形式;制作工艺流程;铸钢件制作;质量控制;检验标 准。 二.关键点、难点及
格式:pdf
大小:188KB
页数:2P
人气:59
4.8
 欢乐海岸建筑外墙装饰
欢乐海岸建筑外墙装饰 对深圳欢乐海岸中的商业建筑外墙装饰进行了介绍,分别阐述了仿古青砖、青瓦、漏窗及装饰雕塑在该项目中的具体应用及特点,指出该项目外墙装饰以中国传统元素为基础,配合现代设计理念,在传承传统美的同时,营造出简洁大方,古典清新的整体风格。
格式:pdf
大小:5.2MB
页数:7P
人气:59
4.5
landscapeplanning&design 华侨城欢乐海岸景观规划设计 theharborlandscapeplanninganddesignofoverseaschinesetownhappyharbor
格式:pdf
大小:5KB
页数:2P
人气:59
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
格式:pdf
大小:136KB
页数:12P
人气:59
3

郑州某中心工程铸钢件制作监理细则——该细则包括: 一.工程概况及专业特点 二.监理实施细则编制依据 三.监理工作流程 四.监理控制要点及目标值 五.旁站监理工作内容 六.附表 屋顶桁架用钢索靠铸钢节点与桅杆相连,每一节点...
精华文档 欢乐海岸创展中心铸钢件加工制作及验收标准方案
格式:pdf
大小:407KB
页数:12P
人气:59
4.5

中国钢企网 百科首页 登录 注册 帮助 首页 百科分类 排行榜 随便看看 友情链接申请 网站动态 邀请注册 进入词条搜索词条 高级搜索 全民共同撰写的百科全书已收录词条个 词条统计 浏览次数:136次 编辑次数:1次历史版本 更新时间:2010-03-02 wwwwww 超级管理员 词条创建者发短消息 中国钢铁百科>>钢铁冶金>>连铸 最新历史版本:铸钢件超声探伤及质量评级方法(摘要)gb7233-87返回词条 编辑时间:2010-03-0210:37历史版本编辑者:wwwwww历史版本: 内容长度:208130图片数:0目录数:0 修改原因: 铸钢件超声探伤及质量评级方法(摘要)gb7233-87 本标准系铸钢件超声探伤的通用标准。 本标准规定了厚度等于或大于30mm的碳钢和低合金钢铸件的
格式:pdf
大小:33KB
页数:1P
人气:59
4.3
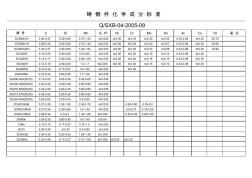
牌号csimns、pnicrmosnalcudi备注 scsimn2h0.40-0.470.30-0.800.70-1.40≤0.035≤0.50≤0.30≤0.30≤0.050.03-0.08≤0.3050-70 scsimn1h0.28-0.350.30-0.800.70-1.40≤0.035≤0.50≤0.30≤0.30≤0.070.03-0.08≤0.3045-65 scsimn34h0.30-0.370.30-0.801.20-1.90≤0.035≤0.50≤0.30≤0.30≤0.060.03-0.08≤0.3070-92 sc450w0.15-0.250.30-0.600.5-0.80≤0.035≤0.50≤0.30≤0.15≤0.100.03-0.08≤
格式:pdf
大小:15KB
页数:2P
人气:59
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂
格式:pdf
大小:408KB
页数:11P
人气:59
4.4
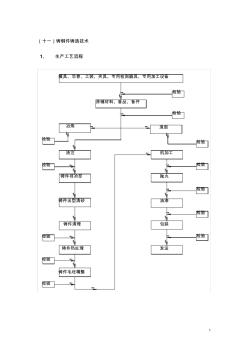
1 (十一)铸钢件铸造技术 1、生产工艺流程 模具、芯骨、工装、夹具、专用检测器具、专用加工设备 原辅材料、备品、备件 检验 检验 冶炼造型 浇注 铸件待冷却 铸件出型清砂 铸件清理 铸件热处理 铸件毛坯精整 机加工 发运 包装 油漆 抛丸 检验 检验 检验 检验 检验 检验 检验 检验 检验 检验 2 2、产品主要成份、性能、技术质量指标 (1)材质要求具体化学成份为(%):c0.17~0.23;si≤0.60; mn1.0~1.50;p≤0.020;s≤0.015;cr≤0.30;mo≤0.15;ni≤0.40; al≤0.020;re0.2~0.35(加入量) (2)机械性能要求 屈服强度≥230mpa抗拉强度≥450mpa 延伸率≥22%冲击功≥40j 1)按gb11352标准要求随炉提取试样,每一个炉号制备二组试 样,其中一组备查。
最新文档 欢乐海岸创展中心铸钢件加工制作及验收标准方案
格式:pdf
大小:5KB
页数:1P
人气:59
4.7

铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
格式:pdf
大小:134KB
页数:7P
人气:59
4.5
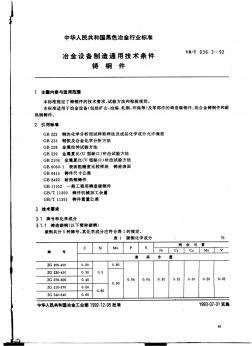
版次年月日日期 哈尔滨电机厂 有限责任公司 共页第页 ⅲ-49 0ea.640.133-2000 代替0ea.640.133-93 71 铸钢件技术条件 1范围 本标准规定了一般工程用碳素、低合金、合金铸钢件(以下简称铸件)的通用技术条件。 本标准适用于砂型铸造铸钢件。 2引用标准 gb/t5613-1995铸钢牌号表示方法 gb/t222-1984钢的化学分析用试样的取样法及成品化学成分允许偏差 gb/t223.7-1981合金及铁粉中铁量的测定 gb/t228-1987金属拉伸试验方法 gb/t229-1994金属夏比缺口冲击试验方法 gb/t231-1984金属布氏硬度试验方法 gb/t6060.1-1997表面粗糙度比较样块铸造表面 gb/t11350-1989铸件机械加工余量 g
格式:pdf
大小:660KB
页数:6P
人气:59
4.6

常用铸钢化学成分 种类csimnpscrnimocu 一般工程用碳素铸钢(gb/t11352--2009) zg200-400(zg15)≤0.2≤0.8 zg230-450(zg25)≤0.3 ≤0.6≤0.035≤0.035≤0.35≤0.4≤0.2≤0.4 zg270-500(zg35)≤0.4≤0.9 zg310-570(zg45)≤0.5 重型机械用低合金铸钢(jb/t5000.6--2007) zg20mn0.16-0.220.6-0.81.00-1.30≤0.035≤0.035 zg30mn0.27~0.340.3~0.51.20~1.50≤0.035≤0.035 zg30mn20.27~0.340.3~0.51.60~1.80≤0.035≤0
格式:pdf
大小:140KB
页数:24P
人气:59
4.7
铸钢件生产工艺要求及质量标准 一、混砂工艺标准 (一)材料要求: 1、造型砂:符合gb9442-88、jb435-63细粒砂要求,一般选用 二氧化硅含量较高的天然砂或石英砂,原砂粒度根据铸件大小及壁厚确 定,原砂的含泥质量分数应小于2%,原砂中的水份必须严格控制,且 一般应进行烘干。 2、水玻璃:水玻璃模应根据铸件大小来确定。 (1)小砂型(芯)为加速硬化采用选用m=2.7—3.2的高模数水玻 璃。 (2)中型砂型(芯)可选用m=2.3—2.6的水玻璃。 (3)生产周期长的大型砂型(芯)选用m=2.0—2.2的低模数水玻 璃。 (二)混制比例(质量分数%) 造型砂/水玻璃=100:6~8 (三)混制时间:一般情况下混制5分钟,室温或水玻璃密度较大 时可适当延长混砂时间。 (四)混制后要求:混制好的造型砂要求无块状或团状,流动性较 好。 二、造型工艺
文辑创建者
我要分享 >
职位:网架轻钢施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐