焊条堆焊灰口铸铁金相组织观察分析
2024-06-07
采用Z208焊条,以焊条电弧焊工艺在基体材料灰口铸铁上进行堆焊试验。焊接电流分别选用了140,150,155 A,通过分析焊缝金属金相组织,比较不同大小焊接电流的合理性。经试验比较后可知,焊接电流为140 A时,堆焊焊缝成形良好,焊接质量良好。

灰口铸铁的补焊工艺 摘要:采用灰口铸件的补焊工艺方法,可有效地防止裂纹的产生,使焊缝有一 定的塑性和强度,并有较好的机加工性和抗裂性。 关键词:灰口铸铁;补焊;熔合比;焊接工艺;热影响区 铸铁的焊接,主要应用于铸件的补焊。灰口铸铁补焊时,容易产生白口〔1, 2〕,以及出现裂纹等问题。当焊缝强度较高而母材强度较低时,容易产生剥离。 尤其对于大面积的裂纹补焊是不容易获得成功的。因此在制定补焊工艺时,对铸 件的缺陷要进行具体分析,尽量减小熔合比,调整热影响区,松驰焊接应力〔3〕, 才能使大面积的裂纹补焊获得成功。下面主要介绍ht20-40灰口铸铁的补焊工 艺,并作理论探讨。 1材料及焊前准备 某一产品的缸体,材料为ht20-40灰口铸铁,厚度为18mm。裂纹程度:且 横、纵向交错,有穿透和未穿透的。 (1)钻止裂孔:在距离裂纹末端2~3mm处钻一个直径为6~8mm
灰口铸铁的补焊工艺 由于气焊火焰的温度比电弧温度低得多,对铸件的加热和冷却都比较缓慢,这样, 就可以有效地防止白口、裂纹和气孔,因而气焊补焊灰口铸铁的焊接质量较好, 并且焊后易于切削加工。但气焊补焊灰口铸铁也存在生产率低、成本高、劳动条 件差,对大型铸件不易焊透的缺点。 (一)焊前准备 1.找出裂纹并钻止裂孔:在焊件清除型砂、油垢之后检查缺陷。焊件上的 裂纹可直接或用放大镜观察。当裂纹不明显时,可用火焰加热至200~300℃, 冷却后即可显示出来。或在裂纹不明显处,渗煤油后擦去表面油渍,并撒上一层 薄薄的滑石粉,然后用小锤轻轻敲击,就可以显示出裂纹的痕迹。对于气缸等有 密封性要求的铸件,可用水压实验检查渗漏处找出裂纹。裂纹找出后,在裂纹的 两端钻φ4~6mm的止裂孔,以防止裂纹扩展。 2.坡口准备:可以剔、铲坡口或用气焊火焰开槽,缺陷内的夹砂及周匦的 疏松组
编辑推荐下载
格式:pdf
大小:37KB
页数:1P
人气:81
 4.7
4.7
 用普通低碳钢焊条补焊灰口铸铁
用普通低碳钢焊条补焊灰口铸铁 1用普通低碳钢焊条电弧冷焊灰口铸铁的难点灰口铸铁c含量高,s、p杂质的含量也高;强度低,基本无塑性。由于焊接过程具有冷却速度快、焊件受热不均匀的特点,造成焊接应力较大,因而,用普通低碳钢焊条电弧冷焊灰口铸铁存在以下两个方面的难点。(1)焊接接头易出现...
热门文档 焊条堆焊灰口铸铁金相组织观察分析
格式:pdf
大小:97KB
页数:未知
人气:81
4.4
灰口铸铁缸体瓦座的堆焊修复 大中型汽车的灰口铸铁发动机缸体在运行过程中由于润滑系统出现故障,导致缸体的曲轴瓦盖、瓦座严重磨损,修理时与新瓦片的配合间隙过大,使整个缸体报废.由于备件货源不足,且价格昂贵,整车修理周期过长等原因,采用氩弧堆焊方法修复缸体曲轴瓦座,使发动机缸体能够重新使用,可收到可观的经济效益.1焊接性分析灰口铸铁焊接性较差,由于熔池凝固快,焊缝及近缝区极易产生白口及脆性马氏体组织,因此,其强度低、塑性差,而且由于焊接局部不均匀加热及快速冷却易产生较大的焊接应力,导致焊缝和热影响区产生裂纹及焊道剥离.
格式:pdf
大小:16KB
页数:3P
人气:81
4.6
铸铁(灰铸铁、球墨铸铁、可锻铸铁)金相组织观察与绘制 (验证性实验) 一、实验目的及要求 1.了解和认识灰铸铁中石磨和金属基体的金相特点, 2.了解和认识球墨铸铁以及可锻铸铁、蠕墨铸铁中石磨和金属基体的组织特 点。 3.学习有关灰铸铁的金相检验方法。 4.学习有关球墨铸铁的金相检验方法。 5.了解铸铁金相试样的制作方法。 二、实验内容 1.观察和绘制以下灰铸铁的金相组织: (1)具有a型分布石磨的灰铸铁(试片未侵蚀)。 (2)具有b型分布石磨的灰铸铁(试片未侵蚀)。 (3)具有c型分布石磨的灰铸铁(试片未侵蚀)。 (4)具有d型分布石磨的灰铸铁(试片未侵蚀)。 (5)具有e型分布石磨的灰铸铁(试片未侵蚀)。 (6)具有f型分布石磨的灰铸铁(试片未侵蚀)。 并对a型石墨进行石墨长度检验,确定石墨长度分级。 (7)选1~2片灰铸铁试样,侵蚀后进行基
格式:pdf
大小:755KB
页数:3P
人气:81
3
合金溜槽堆焊焊条设计及组织分析——设计了一种合金溜槽堆焊用焊条,利用sem对堆焊层精细组织进行了观察分析,利用x射线衍射仪对堆焊层的相组成物进行了测定。试验结果表明:焊后的堆焊层组织为马氏体+碳化物+残余奥氏体。经过热处理后,堆焊层中残余奥氏体的...
格式:pdf
大小:527KB
页数:4P
人气:81
4.5
CHR焊条堆焊金属显微组织与显微硬度分析 采用焊条电弧堆焊技术,以不同的焊接工艺参数,选用堆焊焊条chr132在45#钢基体上进行多层堆焊试验。采用光学显微镜观察分析了堆焊金属显微组织,利用硬度测试仪测试了堆焊金属的硬度,讨论了焊接线能量对堆焊层金属显微组织的形成、硬度的影响。研究结果表明:堆焊金属的显微组织和显微硬度不仅与堆焊工艺参数有关,且与硬质相的类型、性能、数量、分布等有关。
格式:pdf
大小:467KB
页数:3P
人气:81
4.7
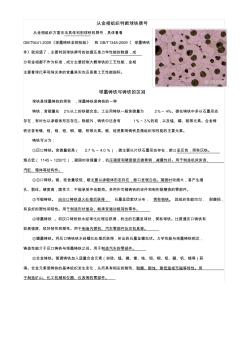
从金相组织判断球铁牌号 从金相组织方面无法具体判别球铁的牌号,具体看看 gb/t9441-2009《球墨铸铁金相检验》和gb/t1348-2009《球墨铸铁 件》就知道了,主要判别球铁牌号的依据还是力学性能的数据,成 分和金相都不作为标准,成分主要控制大概球铁的工艺性能,金相 主要看球化率和珠光体的含量其实也还是看工艺性能指标。 球墨铸铁与铸铁的区别 球铁是球墨铸铁的简称,球墨铸铁是铸铁的一种 铸铁,含碳量在2%以上的铁碳合金。工业用铸铁一般含碳量为2%~4%。碳在铸铁中多以石墨形态 存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。合金铸 铁还含有镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁可分为: ①灰口铸铁。含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁
精华文档 焊条堆焊灰口铸铁金相组织观察分析
格式:pdf
大小:599KB
页数:4P
人气:81
4.8
灰铸铁和球墨铸铁金相检验标准变更比对分析 2008年iso颁布了iso945—1:2008《microstructuresofcastirons-part1:graphiteclassificationbyvisualanalysis》标准[1](即《铸铁金相组织第一部分石墨分类目测法》),该标准将石墨分为6种类型,见表1。2009年10月30日我国颁布了gb/t7216—2009《灰铸铁金相检验》[2],该标准修改采用了iso945—1:2008中i型石墨部分,并在结构上作了编辑性修改,和iso945—1:2008相比,主要技术差异:增加了石墨分布f型,代替iso945—1:2008中附录b的c′型;石墨分布形状的说明中增加f型的说明;增加了珠光体数量、碳化物数量、磷共晶数量、共晶团数量的评定方
格式:pdf
大小:88KB
页数:未知
人气:81
4.3
灰铸铁金相检验的不确定度估箅 本文通过对ht200灰铸铁进行金相检验测量以及对标准不确定度的影响因素的分析,对重复性测量引入和目镜刻度尺示值变化引起的不确定度分量分别进行a类评定和b类评定,并合成标准不确定度和计算扩展不确定度,在一定程度上提高了测量数据的准确性。
格式:pdf
大小:143KB
页数:3P
人气:81
4.5
焊条电弧焊堆焊金属组织及其性能分析 采用chr172堆焊焊条,以焊条电弧焊工艺在基体材料45钢上进行了堆焊。分析了不同焊接条件下获得的热影响区与堆焊层熔敷金属的显微组织和显微硬度,讨论了焊接热输入、合金元素对堆焊层熔敷金属显微组织及显微硬度的影响。研究结果表明,堆焊层金属的显微组织和显微硬度不但与焊接热输入的大小有关,而且与采用堆焊焊条中的合金成分及含量、形成的硬质颗粒的类型、硬质颗粒与基体组织结合性能以及硬质颗粒的分布等有关。
格式:pdf
大小:9KB
页数:5P
人气:81
4.5
灰口铸铁与碳钢的焊接 (1)灰口铸铁与碳钢的焊接特点 灰口铸铁与碳钢的焊接,在机床床身、底座、机架、齿轮箱及发动机缸体上应用 较多,主要焊接特点如下。 ①灰口铸铁与碳钢焊接时,铸铁中的碳以片状石墨形式存在,分布在铁素体、 珠光体或珠光体铁素体基体上。石墨片相当于孔洞和裂纹,割裂基体的连续性, 降低了接头的力学性能。 ②焊接接头承受拉伸应力时,容易在片状石墨尖角处产生应力集中,因而裂纹 倾向增加,并容易产生气孔。 ③当焊接接头承受压缩应力时,石墨割裂基体和造成的应力集中很小。因此具 有较高的抗压强度。 ④灰口铸铁与碳钢的焊缝中石墨数量越多、越粗大、片状分布越明显,割裂基 体作用越大,力学性能也越差。 ⑤由于铸铁中含碳量高、杂质多,焊接接头容易产生白口组织,在焊接应力作 用下极易发生裂纹和断裂。 ⑥灰口铸铁与碳钢的焊接性差,必须选择合适的焊接方法及填充材料,采取特 殊的焊接工艺
最新文档 焊条堆焊灰口铸铁金相组织观察分析
格式:pdf
大小:162KB
页数:未知
人气:81
4.6
灰口铸铁手工电弧冷焊工艺 本文通过介绍灰口铸铁的机械性能、焊接性能和灰口铸铁手工电弧冷焊工艺,结合海钢公司生产实际,重点对结构钢焊条焊接灰口铸铁进行分析,以提高焊工焊接灰口铸铁的质量.
格式:pdf
大小:119KB
页数:未知
人气:81
4.7
灰口铸铁缺陷焊接的修复 通过采用手工焊条电弧焊,对铸件进行焊前预热、焊后热处理等处理方式,并优化焊接工艺参数,达到铸件缺陷修复的目的,既节约维修成本,又达到快速修复故障设备目的,满足处理生产中各类故障的需要。
格式:pdf
大小:162KB
页数:4P
人气:81
3
y2o3对合金铸铁焊条堆焊层组织与性能的影响——本文在堆焊焊条药皮中加入不同量的yzo。,通过分析合金堆焊层显微组织、结构,较系统地研究y0。对堆焊层耐磨性、结合性能和抗热疲劳性能的影响.结果表明:含y()的合金堆焊层组织呈颗粒状生长,显微组织细小均...
格式:pdf
大小:583KB
页数:4P
人气:81
4.4
Y_2O_3对合金铸铁焊条堆焊层组织与性能的影响 本文在堆焊焊条药皮中加入不同量的y2o3,通过分析合金堆焊层显微组织、结构,较系统地研究y2o3对堆焊层耐磨性、结合性能和抗热疲劳性能的影响.结果表明:含y2o3的合金堆焊层组织呈颗粒状生长,显微组织细小均匀,m23(fe、cr)c6和m7(fe、cr)c3在晶内沉淀析出,碳化物呈弥散分布,适量的y2o3不仅使得堆焊合金层的耐磨性明显增加,而且提高了合金层的结合强度并改善了抗热疲劳性能.
格式:pdf
大小:7KB
页数:3P
人气:81
4.4
灰口铸铁的焊接性 灰口铸铁的焊接性较差,在焊接时容易出现下列一些问题。 (一)焊缝金属出现白口组织在补焊灰口铸铁时,经常会在熔合区生成一层 白口组织。产生白口的原因是:由于母材近缝区在焊接时受到高温加热,当受热 温度高于860℃以上时,原来灰口铸铁中游离状态的石墨开始部分地熔于铁中, 温度越高,熔于铁中的石墨就越多。当冷却时,一般认为在30~100℃/s的急 速冷却条件下,熔于铁中的碳来不及以石墨形式析出,而呈渗碳体(fe3c)出现, 即所谓白口。再者,在焊接熔池中的石墨化元素碳、硅(c、si)等不足也是产生 白口的主要原因。一般在窄小的高温熔合区内,焊后很容易产生白口组织。白口 组织硬而脆,使得焊缝在焊后难以机械加工,甚至会导致开裂。 适当调整填充金属的化学成分和冷却速度是防止白口产生的主要措施。 改善焊缝金属的化学成分,增加石墨化元素的含量,可以
格式:pdf
大小:754KB
页数:4P
人气:81
4.8
定量金相分析技术在球墨铸铁金相检验中的应用 对于球墨铸铁的金相检验,传统分析方法是运用gb/t9441-1988中的标准图片采用对比法进行评定的,评定时带有很大的主观性。介绍了定量金相分析技术,它是建立在计算机技术和模式识别技术上的一种新的金相分析技术,可实现定量计算,其操作简单,结果准确,避免了人为误差。
格式:pdf
大小:199KB
页数:3P
人气:81
3

大型冷冲模铸铁镶块堆焊焊条的研制及应用——确定了适合于大型冷冲模镶块刃口堆焊的焊条的合金成分.并给出了其比较合理的焊芯和药皮化学成分;测试了新焊条堆焊层金属的化学成分、硬度、硬度梯度、金相组织,其结果均满足在铸铁基体上堆焊制造冷冲模镶块的要求...
格式:pdf
大小:113KB
页数:2P
人气:81
3

碳含量对多元合金系堆焊焊条堆焊层硬度的影响——文章系统地探计了不同碳舍量c—c广mo—卜一v—b夸垒系堆焊焊条堆焊层焊态下和时效后的硬度嚣响规律
格式:pdf
大小:1.0MB
页数:10P
人气:81
4.4
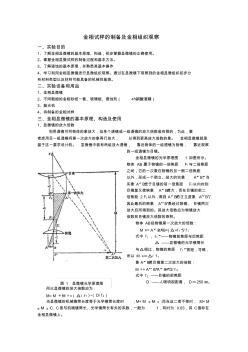
金相试样的制备及金相组织观察 一、实验目的 1、了解金相显微镜的基本原理、构造,初步掌握显微镜的正确使用。 2、掌握金相显微试样的制备过程和基本方法。 3、了解浸蚀的基本原理,并熟悉其基本操作 4、学习利用金相显微镜进行显微组织观察。通过在显微镜下观察到的金相显微组织初步分 析材料类型以及材料可能具备的机械性能等。 二、实验设备和用品 1、金相显微镜 2、不同粗细的金相砂纸一套、玻璃板、侵蚀剂(4%硝酸酒精) 3、抛光机 4、待制备的金相试样 三、金相显微镜的基本原理、构造及使用 1、显微镜的放大倍数 利用透镜可将物体的象放大,但单个透镜或一组透镜的放大倍数是有限的,为此,要 考虑用另一组透镜将第一次放大的象再行放大,以得到更高放大倍数的象。金相显微镜就是 基于这一要求设计的。显微镜中装有两组放大透镜,靠近物体的一组透镜为物镜,靠近观察 的一组透镜为目镜。 金相显微镜的光学原理
格式:pdf
大小:885KB
页数:4P
人气:81
4.4
球墨铸铁金相试样的制备 介绍了球墨铸铁金相试样制备过程中的取样、磨制、抛光和侵蚀过程中的一些方法和技巧。实践证明,采用提出的金相试样制备方法,可快速制备高质量的金相试样。
文辑创建者
我要分享 >
职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐