锯齿形螺纹车削工艺
2025-01-19
1 锯齿形螺纹车削工艺 四川省乐至县高级职业中学 肖维 【摘要】在螺纹的车削加工过程中中, 工艺系统中由于刀具材质、 刀具角度的选 择、刀具的装夹、工件的装夹、切削用量(切削速度、背吃刀量、进给量)的选 择以及走刀方式等众多因素的影响,特别是在锯齿形螺纹的车削加工, 易出现 诸如牙侧面粗糙度不合格、 “烧刀”、“打刀”、“啃刀”、“扎刀”等现象。本文从 锯齿形螺纹的特点、 刀具、工艺过程的选择等方面来探索锯齿形螺纹加工的工艺 过程。 【关键词】 锯齿形螺纹 移位直进法 刀具强度 排屑 螺纹切削加工一般是指用成形刀具或磨具在工件上加工螺纹的方法, 主要有 车削﹑铣削﹑攻丝﹑套丝﹑磨削﹑研磨和旋风切削等。车削﹑铣削和磨削螺纹 时,工件每转一转,机床的传动链保证车刀﹑铣刀或砂轮沿工件轴向准确而均匀 地移动一个螺距(导程) 。在攻丝或套丝时,刀具 (丝锥或板牙 )与工件作相对旋 转运动,并由先形

 内锥大螺距螺纹的改进车削加工
内锥大螺距螺纹的改进车削加工 图1所示零件为某型号天线绝缘底座中的焊接法兰底座,该零件的加工难点是内锥大螺距螺纹的车削加工,内锥螺纹螺距p=8mm、螺纹牙深达5.89mm、螺纹表面粗糙度值为ra=1.6μm。在试验件加工时,采用的加工方法是:首先将筒体、法兰
浅谈梯形螺纹的车削 【摘要】梯形螺纹是应用十分广泛的螺纹,有米制和英制两种。英制螺纹 在我国采用较少,我国主要采用米制梯形螺纹。本文就梯形螺纹车刀的选用、车 刀的安装、工件的安装、车床的调整、车削方法的选用及螺纹的检测加以阐述如 何又快又好的车削梯形螺纹。 【关键词】车削;梯形螺纹;方法 车床上长丝杠和中、小滑板的丝杠都是梯形螺纹,他们的工作长度较长,传 动中精度要求高,同时梯形螺纹牙型两侧面表面粗糙度值较小,致使梯形螺纹车 削时,难度较大。在车削中如果采用较大的吃刀深度,较快的走刀速度,在一定 程度上可以提高梯形螺纹的车削速度,但对于初学者较难掌握。在实际操作中容 易造成扎刀,甚至刀头折断,从而使得初学着产生畏惧心理,使得初学者再次车 削时不敢进刀,甚至不敢再次车削。针对上述情况,在长期的教学中通过不断的 教学实践,总结了一套切实有效的车削梯形螺纹的方法
编辑推荐下载
格式:pdf
大小:722KB
页数:3P
人气:80
 4.7
4.7
不锈钢螺纹车削 螺纹是机械工程中常见的几何特征之一,应用广泛。螺纹的加工工艺较多,如基于塑性变形的 滚丝与搓丝,基于切削加工的车削、铣削、攻螺纹与套螺纹、螺纹磨削、螺纹研磨等。今天, 小编跟大家分享数控车削不锈钢螺纹的加工方法及问题对策。 不 锈钢材质本身的特殊性对数控切削加工的影响 不同种类的不锈钢由于机械性能和化学成分的不同,其数控切削的难度也不相同。有的 不锈钢在切削加工时,很难达到满意的加工表面粗糙度;而有的不锈钢,虽容易达到要求的加 工表面粗糙度,但在切削加工过程中刀具却特别容易磨损。经总结,各类不锈钢很难切削的 主要原因有以下几个方面: ?热强度高、韧性大 奥氏体类不锈钢与马氏体类不锈钢其硬度和抗拉强度不高,只相当于40号钢,但延伸率、 断面收缩率和冲击值却比较高,这样在数控高速切削过程中就不容易被切断,切削变形时所 消耗的功相当大。相对来说,不锈钢在高
格式:pdf
大小:268KB
页数:3P
人气:80
4.7
结合工程实例介绍了锯齿形街沟在城市旧路改造中的应用情况,着重说明了锯齿形街沟的计算过程,阐述了雨水口和分水点的设置要点,指出在旧路改造工程中采用锯齿形街沟排除路表水,相对于调整道路纵坡方案更为经济有效,值得推广应用。
热门文档 锯齿形螺纹车削工艺
格式:pdf
大小:9KB
页数:1P
人气:80
4.7
数控车削圆弧螺纹编程解析 摘要:本文介绍了西门子802d数控系统编制圆弧异形螺纹程序,分析圆弧 螺纹的加工方法,刀具的选择等方面问题。列出宏程序编制的步骤,解决数控大 赛中经常出现的加工难点。 关键词:异形螺纹宏程序数控竞赛 引言:数控技术高速发展,为满足需求,数控加工也不只局限于直线、圆弧 等轮廓的加工,各种复杂曲线、异形螺旋线等得到越来越广泛的应用,不断催生 出新的加工方法被应用于生产加工中,拓展了机床的使用范围。随着工件复杂程 度的增加,宏程序的编制也显得尤为重要。宏程序是历届数控技能大赛的难点、 考点。第五届全国数控技能大赛江苏省选拔赛的竞赛难点就是异形螺纹。 1.圆弧螺纹的分析 1.1.零件图样,如下图 根据零件图样分析螺纹,图1中圆弧螺纹为最大径50,长度30,凹圆弧与 凸圆弧组合螺旋槽绕圆柱面形成的右旋异形圆弧螺纹。根据图2螺旋槽轮廓轨 迹,
格式:pdf
大小:77KB
页数:9P
人气:80
4.5
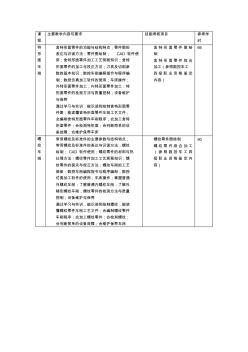
课 程 主要教学内容与要求技能考核项目参考学 时 特 形 面 车 削 含特形面零件的功能与结构特点;零件图的 表达与识读方法;零件图绘制;cad软件使 用;含特形面零件加工工艺规程知识;含特 形面零件的加工与校正方法;刀具及切削参 数的基本知识;数控车削编程指令与程序编 制;数控仿真加工软件的使用;车床操作; 外特形面零件加工;内特形面零件加工;特 形面零件的检测方法与质量控制;设备维护 与保养 通过学习与实训,能识读和绘制含特形面零 件图;能读懂含特形面零件车削工艺文件; 会编制含特形面零件车削程序;会加工含特 形面零件;会检测特形面;会判断简单的设 备故障;会维护保养车床 含特形面零件图绘 制 含特形面零件综合 加工(参照数控车工 四级职业资格鉴定 内容) 66 螺 纹 车 削 常用螺纹及标准件的主要参数与结构特点; 常用螺纹及标准件的表达与识读方法;螺纹 绘制;
格式:pdf
大小:610KB
页数:3P
人气:80
4.4
三步法车削多线螺纹 多线螺纹的加工,是车工所必须掌握的专业技能之一。现在使用的各类教材对多线螺纹加工的介绍较笼统且理论化,授课烦琐,学生难以掌握。这就需要我们一体化教师在理论指导下,根据实际情况,真正做到因材施教,采用灵活多变的教学手法,使学生在短时间内就很快地掌
格式:pdf
大小:91KB
页数:2P
人气:80
4.6
运用宏程序车削梯形螺纹及非标准螺纹的方法 着重介绍了如何运用宏程序、g32指令,通过左右借刀、分层切削的方法实现梯形螺纹及两类非标准螺纹的编程、加工、检测的方法。
格式:pdf
大小:1.8MB
页数:5P
人气:80
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
精华文档 锯齿形螺纹车削工艺
格式:pdf
大小:8KB
页数:1P
人气:80
4.3

热镀锌锯齿形钢格板的特性及应用 一、热镀锌锯齿钢格板是由锯齿扁钢焊接、镀锌而成: 1,锯齿钢格板平面杆高度(或宽度)和厚度;平杆的高度通常为20毫米,25毫米,30毫 米,32毫米,35mm40mm,45毫米,50毫米,等。钢格板扁钢厚度3mm,4毫米,5毫米; 2,锯齿钢格板表面处理:热镀锌,冷镀锌,电镀,喷漆,浸防锈油,浸,不处理。 3,锯齿钢格板由荷扁钢间距:两相邻的电荷扁钢的中心距,常用30mm,40mm,有 时会出现为60mm; 4,锯齿钢格板横杆间距:中心的两个相邻的横杆通常为50mm,100,两种,可根据客 户要求之间的距离。 二、有锯齿钢格板: 锯齿钢格板锯齿扁钢焊接而成,具有防滑的能力,特别适合于潮湿,滑腻,海上石油平 台。但价格高,考虑采购成本。锯齿钢格板热浸镀锌表面处理,具有很强的抗锈性强,30 年的免费维修及免费更换。 三、锯
格式:pdf
大小:115KB
页数:3P
人气:80
4.3
关于纺织厂锯齿形犬心设计,施工中问题的探讨 关于纺织厂锯齿形犬心设计,施工中问题的探讨
格式:pdf
大小:12KB
页数:9P
人气:80
4.7
阀芯内螺纹轴数控车削加工 摘要:文章介绍了“液压阀芯”组件中核心零件“阀 芯内螺纹轴”的数控车削加工工艺分析与加工路线设计,刀 具选择、数控车削程序编制。实际加工及零件检测结果证明, 工艺路线方案切实可行,加工程序运行正确,零件质量得到 保证。 关键词:阀芯内螺纹轴数控车削加工工艺编程 中图分类号:tg519文献标识码:a文章编号: 1007-9416(2014)04-0001-02 1工艺分析与工艺设计 1.1零件图分析 阀芯内螺纹轴为典型的带有内螺纹孔及外成型面的轴 类零件,结构形状较复杂、精度要求高,适合在数控车床上 加工。 零件加工的难点在于槽底尺寸为φ24±0.05的凹槽型面 及两侧,以及m27χ1.5-6g内螺纹的加工。轮廓表面要通过 粗车和精车,逐步达到精度要求。特别是凹槽两侧30°斜面、 r3及r7圆弧的加工,要注意刀具与工件间的干涉
格式:pdf
大小:1.0MB
页数:3P
人气:80
4.7
轴向分线法车削多线螺纹方法浅析 采用轴向分线法车削多线螺纹,必须根据导程的大小来决定采用何种分线方法。对于导程较小的多线螺纹可优先选用小拖板结合百分表法进行。对于导程较大的多线螺纹,可选用车床丝杠配合百分表进行综合分线。多线螺纹在车削方法上,应遵循先粗车、后精车、依次逐面车削、多次循环分线的方法进行。
格式:pdf
大小:138KB
页数:2P
人气:80
4.8
数控车削多头螺纹(蜗杆)的精度控制方法 应用数控车床加工多头螺纹(蜗杆)是目前生产中常用的方法,对于精度要求较高的多头螺纹(蜗杆)加工,要经过粗车和精车两个工艺过程,并且要在粗车和精车两个工艺过程之间加上测量环节,根据测量值进行数控车床的磨耗调整后再进行精加工,能达到很高的加工精度。
最新文档 锯齿形螺纹车削工艺

格式:pdf
大小:5.7MB
页数:8P
人气:80
4.3
淬硬轴承钢锯齿形切屑形成机理 针对淬硬轴承钢在硬切削过程中产生的锯齿状切屑,建立了基于abaqus/explicit的正交切削热-力耦合有限元模型,仿真分析了aisi52100轴承钢在低、高速切削条件下锯齿状切屑的形成过程,其随时间变化的应力场、温度场和网格变形及其绝热剪切机理.结果表明:切削淬硬轴承钢时,首先在刀尖前方形成窄短的水平绝热剪切带;随着前刀面对工件材料的挤压作用增强,水平绝热剪切带由远离刀具的端部沿剪切平面扩展到自由表面;随着绝热剪切带的继续滑移,逐步形成了锯齿切屑而促使裂纹产生;切削速度效应加速了剪切带与自由表面交界处微裂纹的产生,并使微裂纹向刀尖扩展;第2变形区的摩擦对锯齿切屑起到了增强作用.
格式:pdf
大小:821KB
页数:5P
人气:80
4.5
纺织厂锯齿形屋顶加装吊顶改造的节能性分析 随着国民经济的发展,纺织企业能耗不断攀升,节能降耗的问题愈发紧迫。本文提出对纺织厂锯齿形屋顶加装吊顶的改造方案,并通过负荷计算和对比分析,探讨改造方案的可行性与节能性,得出加装吊顶后并不节能的结论。
格式:pdf
大小:40KB
页数:7P
人气:80
4.5
不锈钢螺纹的车削加工方法 全世界因锈蚀而消耗的金属制品约占金属产量的10%,因 此提高金属抗蚀性和耐蚀性具有非常重要的意义。不锈钢能 够达到相对较好的抗蚀要求,由起初的军用拓展到工业及民 用各领域。因此,对各种复杂曲面的不锈钢工件要求量较大。 但由于材质的特殊性,加工工艺成为制作产品的难题。 不锈钢材质本身的特殊性: 不同种类的不锈钢由于机械性能和化学成分的不同其数控 切削的难度也不相同。有的不锈钢在切削加工时,很难达到 满意的加工表面粗糙度;而有的不锈钢,虽容易达到要求的 加工表面粗糙度,但在切削加工过程中刀具却特别容易磨 损。经总结,各类不锈钢很难切削的主要原因有以下几个方 面: 热强度高、韧性大对数控高速切削不适应奥氏体类不锈 钢与马氏体类不锈钢其硬度和抗拉强度不高,只相当于40 号钢,但延伸率、断面收缩率和冲击值却比较高。如 1cr18ni9ti延伸率为40号钢的2
格式:pdf
大小:26KB
页数:7P
人气:80
4.7
数控车削不锈钢螺纹的加工方法 newmaker 全世界因锈蚀而消耗的金属 制品约占金属产量的10%,因此提高金属抗蚀性和耐蚀性具有非 常重要的意义。不锈钢能够达到相对较好的抗蚀要求,由起初 的军用拓展到工业及民用各领域。因此,对各种复杂曲面的不 锈钢工件要求量较大。但由于材质的特殊性,加工工艺成为制 作产品的难题。 不锈钢材质本身的特殊性 对数控切削加工的影响 不同种类的不锈钢由于机械性能和化学成分的不同其数控切削 的难度也不相同。有的不锈钢在切削加工时,很难达到满意的 加工表面粗糙度;而有的不锈钢,虽容易达到要求的加工表面粗 糙度,但在切削加工过程中刀具却特别容易磨损。经总结,各 类不锈钢很难切削的主要原因有以下几个方面: 热强度高、韧性大对数控高速切削不适应奥氏体类不锈钢与马 氏体类不锈钢其硬度和抗拉强度不高,只相当于40号钢,但延 伸率、断面收缩率和冲击值却比较高。如,1
格式:pdf
大小:159KB
页数:2P
人气:80
4.6
水系统45°锯齿形螺纹数控车削加工与编程的应用研究 本文采用进刀深度与加工循环起点配合变化的分层移刀车削法,使用通用车削刀具,利用宏程序功能指令进行数控编程,实现水系统45°锯齿形螺纹的数控车削加工,解决了常规螺纹数控车削加工与编程方法在锯齿形螺纹加工上的不适应性。
格式:pdf
大小:543KB
页数:未知
人气:80
4.7
锯齿形螺纹接头油管连接强度影响因素研究 通过有限元方法对锯齿形螺纹接头进行拉伸条件下破坏失效规律研究,同时对螺纹啮合长度和壁厚对连接强度的影响进行了分析,并通过全尺寸试验进行了验证。分析表明:锯齿形螺纹接头断裂强度高于滑脱强度,接头的拉伸失效破坏形式为断裂;螺纹啮合长度对锯齿形螺纹接头连接强度有较大影响;为了保证连接强度,应该上扣到位,保证螺纹啮合长度;管端壁厚和偏心对锯齿形螺纹接头连接强度有显著影响,建议应该控制最小壁厚和偏心度。
格式:pdf
大小:153KB
页数:未知
人气:80
4.5
大规格锯齿螺纹铣削宏程序 锯齿螺纹,一般用于单向受力的传动部件,牙型为不等腰梯形,前面的一个角度用来承受载荷,后面的一个角度用来增加牙根强度。大规格的锯齿螺纹多用于矿山机械,本文以图1为例,介绍35°菱形刀片分层铣削锯齿螺纹的加工方法和短小精悍的宏程序模式。1.加工方案s220×25.4-lh属非标螺纹,螺距大,牙槽深,很难找到合适的刀具,专门定做,价格贵不
格式:pdf
大小:104KB
页数:1P
人气:80
4.8
普通车床车削多线螺纹的工艺探究 多线螺纹相对于单线螺纹具有导程大、须分线车削等特点.我们在使用普通车床对多线螺纹进行车削的过程中,经常会遇到这样一些情况:扎刀、螺纹分线不均、零件尺寸不能满足图纸设计要求、螺纹牙侧表面质量达不到粗糙度要求等.本文根据工作中累积的一些经验对这些问题产生的原因进行分析,制定了相应的解决方案,确保了多线螺纹的加工精度及零件的质量.
格式:pdf
大小:111KB
页数:未知
人气:80
4.5
低速分层法车削梯形螺纹 梯形螺纹的加工是学生实习中的一个难点课题,本文总结教学实践中的一点经验,结合教学实例,采用“分层法”合理递减切削深度加工梯形螺纹。
文辑创建者
我要分享 >
职位:给排水工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐