加工大螺距螺纹是一件很复杂事情
2025-01-20
加工大螺距螺纹是一件很复杂的事情,上面的回答只能用于小一点的螺纹加工和一些粗加 工,在实际生产中是不能实现的。 看待一个工件的加工应该全面的对待, 在去年我单位也曾 遇到过类似的问题, 有客户要加工的工件为 300 的螺距一套, 也就是一外螺纹配一内螺纹要 求滑动灵活,粗糙度要好,头数是六个头。材料为 40cr 调质,布氏硬度 300,排工艺时候起 初就考虑螺纹就应在车床上加工, 但是情况就不是这样! 刀具的选择, 在大螺距的加工线速 度是自然而然就快了,要考虑材质能否承受冲击力,红硬性,耐磨性(因是调质料) ,用三 维图做出来效果看时觉得那几个槽以趋于直线了, 也就是说螺旋升角很大, 倘若采用普通的 办法是无法加工的。 还有随着升角的增大刀具的安装也是个棘手的问题, 径向前角改变很大, 能否加工出表面粗糙度合格的产品呢?如若在铣床上加工的话, 螺旋升角太大是否会产生根 切,还有假设外螺纹

3宏程序分层加工大螺距梯形螺纹 3.1参数表 宏程序[2,3]中使用的变量和含意如表1如示。 表1变量及其含意 序号参数内容说明 1#101螺纹加工直径在加工过程中由大径向小径变化 2#102右边借刀量随着切深的增加而增大 3#103左边借刀量随着切深的增加而减小 4#104每层吃刀深度在加工中可根据情况进行调整 3.2程序 以fanuc0imatetc系统为例,图1所示梯形螺纹的加工程序如下: o0001; t0101m03s300;换梯形螺纹刀,主轴转速300r/min g00x38z5;快速走到起刀点 m08;开冷却 #101=36;螺纹公称直径 #102=0;右边借刀量初始值 #103=-1.876;左边借刀量初始值(tg15*3.5*2或0.938*2) #104=0.2;每次吃刀深度,
 内锥大螺距螺纹的改进车削加工
内锥大螺距螺纹的改进车削加工 图1所示零件为某型号天线绝缘底座中的焊接法兰底座,该零件的加工难点是内锥大螺距螺纹的车削加工,内锥螺纹螺距p=8mm、螺纹牙深达5.89mm、螺纹表面粗糙度值为ra=1.6μm。在试验件加工时,采用的加工方法是:首先将筒体、法兰
编辑推荐下载
格式:pdf
大小:494KB
页数:2P
人气:79
 4.6
4.6
大螺距梯形内螺纹的加工 在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。
热门文档 加工大螺距螺纹是一件很复杂事情
格式:pdf
大小:85KB
页数:15P
人气:79
4.4
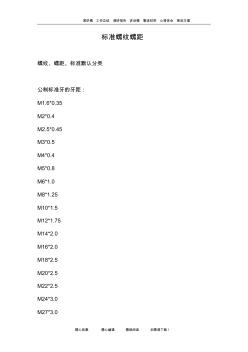
演讲稿工作总结调研报告讲话稿事迹材料心得体会策划方案 精心收集精心编辑精致阅读如需请下载! 标准螺纹螺距 螺纹、螺距、标准默认分类 公制标准牙的牙距: m1.6*0.35 m2*0.4 m2.5*0.45 m3*0.5 m4*0.4 m5*0.8 m6*1.0 m8*1.25 m10*1.5 m12*1.75 m14*2.0 m16*2.0 m18*2.5 m20*2.5 m22*2.5 m24*3.0 m27*3.0 演讲稿工作总结调研报告讲话稿事迹材料心得体会策划方案 精心收集精心编辑精致阅读如需请下载! m30*3.5 m33*3.5 m36*4.0 车螺纹简介 将工件表面车削成螺纹的方法称为车螺纹。螺纹按牙型分有三角螺纹、 梯形螺纹、方牙螺纹等(图1)。其中普通公制三角螺纹应用最广。 图1螺纹的种类
格式:pdf
大小:348KB
页数:14P
人气:79
4.7

公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 m56*5.5;m64*6;m72*6;m80*6;m90
格式:pdf
大小:99KB
页数:3P
人气:79
4.4
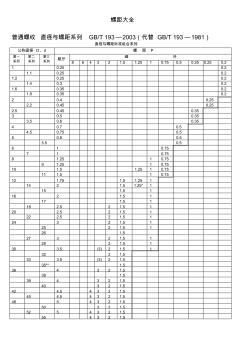
螺距大全 普通螺纹直径与螺距系列gb/t193—2003(代替gb/t193—1981) 直径与螺距标准组合系列 公称直径d、d螺距p 第一 系列 第二 系列 第三 系列 粗牙 细牙 864321.51.2510.750.50.350.250.2 10.250.2 1.10.250.2 1.20.250.2 1.40.30.2 1.60.350.2 1.80.350.2 20.40.25 2.20.450.25 2.50.450.35 30.50.35 3.50.60.35 40.70.5 4.50.750.5 50.80.5 5.50.5 610.75 710.75 81.2510.75 91.2510.75 101.51
格式:pdf
大小:61KB
页数:3P
人气:79
4.4

公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 细牙224 公称尺寸d螺距p全长l刃长i m4*0
格式:pdf
大小:27KB
页数:1P
人气:79
4.7

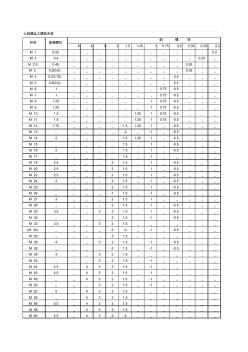
直径与螺距(gb193-81)、粗牙普通螺纹基本尺寸(gb196-81)mm 公称直 径d、d 粗牙细牙 公称直径 d、d 粗牙细牙 第 一 系 列 第 二 系 列 螺距 p 中径 d2、d2 小径d1、 d1 螺距p第一系列第二系列 螺距 p 中径 d2、d2 小径 d1、d1 螺距 p 30.52.6752.459 0.35 333.530.72729.211(3),2,1.5,(1),(0.75) 3.5(0.6)3.1102.85036 4 33.40231.670 3,2,1.5,(1) 40.73.5453.242 0.5 3936.40234.670 4.5(0.75)4.0133.68842 4.5 39.07737.129 (4),3,2,1.5,(1)50.84.4804.1344542.077
精华文档 加工大螺距螺纹是一件很复杂事情
格式:pdf
大小:14KB
页数:6P
人气:79
4.5

螺纹螺距对照表 来源:机电商情网日期:2011-12-10点击:303 紧固件螺纹直径与螺距对照表 螺纹规m2m3m4m5m6m8m10m12m14m16m18m20m22m24m27m30m33m36m39m42m45m48m52m56m60m64 粗牙螺距0.40.50.70.81.01.251.51.752.02.02.52.52.53.03.03.53.54.04.04.54.55.0 5.05.55.56.0 细牙螺距----1.01.0-1.251.5-1.251.51.51.52.0-1.52.02.02.02.02.03.03.03.03.03.04.0 4.04.04
格式:pdf
大小:350KB
页数:14P
人气:79
4.5

公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 细牙224 公称尺寸d螺距p全长l刃长i m4
格式:pdf
大小:42KB
页数:1P
人气:79
4.6
64321.51.2510.750.50.350.250.2 m10.25___________0.2 m20.4__________0.25_ m2.50.45_________0.35__ m30.5(0.6)_________0.35__ m40.7(0.75)________0.5___ m50.8(0.9)________0.5___ m61_______0.75-0.5___ m71_______0.75-0.5___ m81.25______10.75-0.5___ m91.25_
格式:pdf
大小:9KB
页数:1P
人气:79
4.5

普通公制螺纹螺距表 标准螺距表: m1*0.25;m1.2*0.25;m1.6*0.35;m2*0.4;m2.5*0.45; m3*0.5;m4*0.7;m5*0.8;m6*1;m8*1.25;m10*1.5; m12*1.75;m14*2;m16*2;m18*2.5;m20*2.5;m22*2.5; m24*3;m27*3;m30*3.5;m33*3.5;m36*4;m42*4.5; m48*5;m56*5.5;m64*6;m72*6;m80*6;m90*6;m100* 6
格式:pdf
大小:42KB
页数:4P
人气:79
4.7
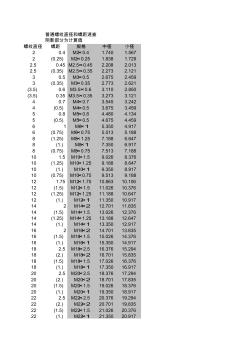
普通螺纹直径和螺距速查 阴影部分为计算值 螺纹直径螺距规格中径小径 20.4m2×0.41.7401.567 2(0.25)m2×0.251.8381.729 2.50.45m2.5×0.452.2082.013 2.5(0.35)m2.5×0.352.2732.121 30.5m3×0.52.6752.459 3(0.35)m3×0.352.7732.621 (3.5)0.6m3.5×0.63.1102.850 (3.5)0.35m3.5×0.353.2733.121 40.7m4×0.73.5453.242 4(0.5)m4×0.53.6753.459 50.8m5×0.84.4804.134 5(0.5)m5×0.54.6754.459 61m6×15.3504.917 6
最新文档 加工大螺距螺纹是一件很复杂事情
格式:pdf
大小:126KB
页数:2P
人气:79
4.7
基于曲面的变螺距螺纹加工方法的研究 数控车削加工中常见的螺纹加工有普通螺纹、锥螺纹、管螺纹、内螺纹等,但在曲面上加工螺纹很难实现,以椭圆曲面为例,在其表面进行变螺距螺纹的加工,以此体现一些特殊螺纹的一般加工方法,为生产加工提供参考。
格式:pdf
大小:267KB
页数:3P
人气:79
4.5
大直径大螺距高压密封螺纹套管设计与制造 论述了海洋石油钻采中使用的一种大直径、大螺距、高压密封螺纹套管产品的设计与制造问题。给出了该螺纹套管的设计思路、参数计算方法与计算结果,分析了制造装备与专用刀具量具的配备问题。
格式:pdf
大小:324KB
页数:4P
人气:79
4.3
浅淡在数控车床上车削大螺距螺纹的方法 通过对螺纹加工指令的研究,准确计算螺纹车削过程的相关参数,运用车螺纹指令g76、g92与子程序相结合的方法正确编程,合理选择刀具并按要求刃磨刀具,采用正确的对刀方法实现在数控车床上进行大螺距螺纹的车削。
格式:pdf
大小:193KB
页数:10P
人气:79
4.5
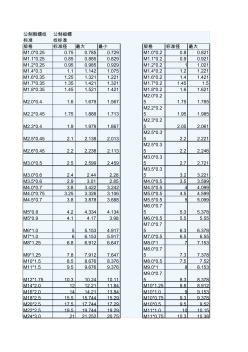
公制粗螺纹 标准 公制细螺 纹标准 规格标准径最大最小规格标准径最大 m1.0*0.250.750.7850.729m1.0*0.20.80.821 m1.1*0.250.850.8850.829m1.1*0.20.90.921 m1.2*0.250.950.9850.929m1.2*0.211.021 m1.4*0.31.11.1421.075m1.4*0.21.21.221 m1.6*0.351.251.3211.221m1.6*0.21.41.421 m1.7*0.351.351.4211.321m1.7*0.21.451.5 m1.8*0.351.451.5211.421m1.8*0.21.61.621 m2.0*0.41.61.6791.567 m2.0*0.2 51.751
格式:pdf
大小:31KB
页数:1P
人气:79
4.4
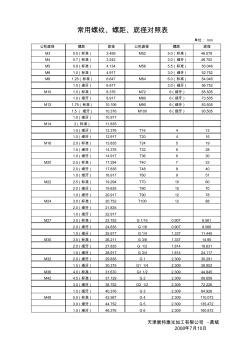
单位:mm 公称直径螺距底径公称直径螺距底径 m30.5(标准)2.459m525.0(标准)46.578 m40.7(标准)3.2423.0(细牙)48.752 m50.8(标准)4.134m565.5(标准)50.046 m61.0(标准)4.9173.0(细牙)52.752 m81.25(标准)6.647m646.0(标准)54.046 1.0(细牙)6.9173.0(细牙)56.752 m101.5(标准)8.376m726(细牙)65.505 1.0(细牙)8.917m806(细牙)73.505 m121.75(标准)10.106m906(细牙)83.505 1.5(细牙)
格式:pdf
大小:160KB
页数:未知
人气:79
4.5
大螺距圆弧螺纹的拟合法加工 介绍了大螺距圆弧螺纹拟合加工原理,建立了拟合加工中圆弧刀具中心的数学模型,提出了大螺距圆弧螺纹拟合加工宏程序的编制方法,对大螺距圆弧螺纹的高效加工具有指导意义。
格式:pdf
大小:73KB
页数:未知
人气:79
4.6
数控车左右交替法加工大螺距梯形螺纹 螺纹加工目前常用的方法是以车削加工为主,但在实际生产中往往会受到条件的限制而无法正常完成加工任务。例如在kc6132小型数控车床上用成型梯形螺纹车刀加工tr55×10长60mm的梯形螺纹。一、梯形螺纹相关部分尺寸计算大径d=55mm中径d2=d-0.5p=55-0.5×10=50mm小径d3=d-2h_3=55-2×5.5=44mm牙高h_3=0.5p+a_c=0.5×10+0.5=5.5mm螺纹长度为60mm

格式:pdf
大小:35KB
页数:2P
人气:79
4.6
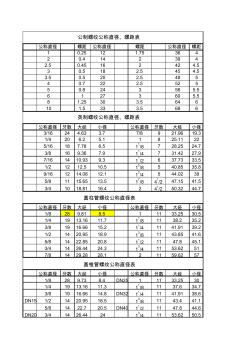
公称直径螺距公称直径螺距公称直径螺距 10.25121.75364 20.4142394 2.50.45162424.5 30.5182.5454.5 3.50.5202.5485 40.7222.5525 50.8243565.5 61273605.5 81.25303.5646 101.5333.5686 公称直径牙数大经小径公称直径牙数大经小径 3/16244.633.77/8921.9619.3 1/4206.25.11825.1122 5/16187.786.511/8728.2524.7 3/8169.367.91 1 /4731.4227.9 7/161410.939.31 1 /263

文辑创建者
我要分享 >
职位:家装整装室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐