交流电弧炉改造为直流电弧炉的设计与实践
2025-04-01
且一 ·36· 特殊钢 第 16卷第 5期 · 特殊钢厂专栏 · 交流电弧炉改造为直流电弧炉的设计与实践 √ 阳应民 郑 翼 徐立军 雨丽 10005) 一r 7 ,LIl Design and Practice for AC Arc Furnace Converting to DC Arc Furnace Yang Yingmin,Zheng Yi and Xu Lijun (Special Steel Company,Shougang Corp,Beljing 100055) 1 前 言 直流电弧炉技术以其突出的经济效益,引起 冶金行业的普遍关注。近几年来,我国电炉技术装 备正向大型化、在线化和短工艺流程方向快速发 展,需要大量资金。然而,对国内现有大量中小交 流电弧炉进行技术改造 ,走直流化的道路 ,却是投 资少,见效快的途径。 首钢特钢公司经

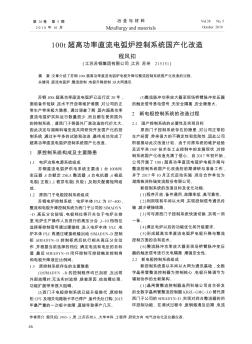
静止无功补偿器(svc)作为快速补偿电弧炉无功功率又能兼顾谐波抑制和消除系统三相不平衡的治理装置已经广泛应用于钢铁企业。
宝钢直流电弧炉原设计的进口短网水冷铝母排结构存在问题,经常开裂漏水影响生产,因此宝钢决定自主创新,设计制作完成目前国内最大的短网改造工作。通过自主创新实例,介绍设计、材料选择、制作安装方面的问题及特点。
编辑推荐下载
格式:pdf
大小:239KB
页数:5P
人气:91
 4.7
4.7
静止无功补偿器(svc)作为快速补偿电弧炉无功功率又能兼顾谐波抑制和消除系统三相不平衡的治理装置已经广泛应用于钢铁企业。
格式:pdf
大小:333KB
页数:2P
人气:91
4.5

介绍江阴华润制钢60t直流电弧炉整流柜控制系统改造方法,相关辅助仪器的参数,以及改造后控制系统各部分的基本性能与运行情况。
热门文档 交流电弧炉改造为直流电弧炉的设计与实践
格式:pdf
大小:860KB
页数:5P
人气:91
4.4
 真空熔炼电弧炉用直流电源的发展
真空熔炼电弧炉用直流电源的发展 回顾了我国真空熔炼电弧炉用直流电源的发展历程,介绍了其发展现状,进而探讨了其发展趋势。
格式:pdf
大小:169KB
页数:2P
人气:91
4.5
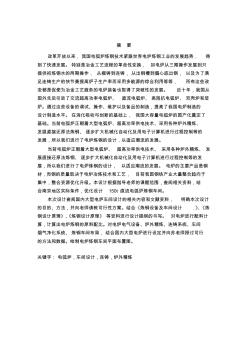
文章首先介绍了国内外在整流器设计上取得的成果及存在的缺陷。以宝钢原整流器系统情况为切入点介绍了主要技术参数、圆盘式框架设计框架结构及冷却水系统主要设计指标。然后说明了虽然从2000年开始对冷却系统进行了一系列技术改造,取得了一定的成效,但是电炉整流器自从1996年投运以来也存在一些缺陷,例如整流器设计裕量偏低、均流的影响、冷却能力偏低以及环境的影响。当前整流器存在的主要问题是框架变形、均流无法保证、冷却管道时常堵塞。最后分析了整流器的改造、主要技术要求及取得的主要成果。目前整流器的改造运行正常可靠,彻底解决了多年无法解决重大事故隐患问题,提高了设备的可靠性,保证了电炉生产安全正常运行。这些新技术将在今后的工程中广泛使用并且为国产化直流电弧炉提供了有力的帮助。
格式:pdf
大小:135KB
页数:2P
人气:91
4.7
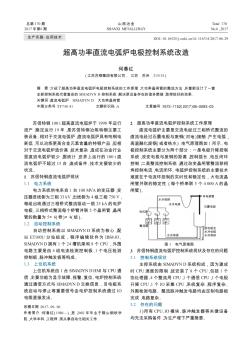
通过片状底电极对水冷钢棒式电极进行改造,完善电炉底电极系统,保障炼钢生产安全。本文针对改造后的问题提出优化,最终延长炉衬寿命,减少供电系统故障并提高生产效率。
格式:pdf
大小:344KB
页数:3P
人气:91
4.4
介绍了超高功率直流电弧炉电极控制系统的工作原理,大功率晶闸管的整流方法,并重新设计了一套全新控制系统代替复杂的simadynd控制系统,解决原设备存在的诸多弊端,取得较好的效果。
精华文档 交流电弧炉改造为直流电弧炉的设计与实践
格式:pdf
大小:1.3MB
页数:41P
人气:91
4.8
摘要 改革开放以来,我国电弧炉炼钢技术紧跟世界电炉炼钢工业的发展趋势,得 到了快速发展。特别是冶金工艺流程的革命性变换,如电炉从三期操作发展到只 提供初炼钢水的两期操作,从模铸到连铸,从出钢槽到偏心底出钢,以及为了满 足连铸生产的快节奏提高炉子生产率而采用多能源的综合利用等等,所有这些改 变都是促使为冶金工艺服务的电炉装备也取得了突破性的发展。近十年,我国从 国外先后引进了交流超高功率电弧炉、直流电弧炉、高阻抗电弧炉、双壳炉和竖 炉。通过这些设备的调试、操作、维护以及备品的制造,提高了我国电炉制造的 设计制造水平。在消化吸收与创新的基础上,我国大容量电弧炉的国产化奠定了 基础。当前电弧炉正朝着大型电弧炉、超高功率供电技术、采用各种炉外精炼、 发展直接还原法炼钢、逐步扩大机械化自动化及用电子计算机进行过程控制等的 发展,所以我们进行了电炉炼钢的设计,以适应潮流的发展
格式:pdf
大小:101KB
页数:1P
人气:91
4.8
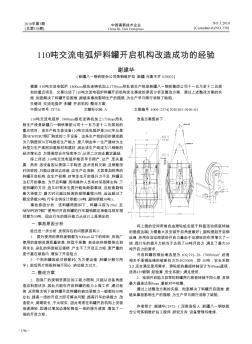
110吨交流电弧炉、1800mm板坯连铸机加上1750mm热轧板生产线是新疆八一钢铁集团公司十一五乃至十二五规划的重点项目。文章论述了110吨交流电弧炉料罐开启机构发生事故的原因分析及整改方案。通过上述整改方案的实施,彻底解决了料罐开启困难,断链条事故影响生产的瓶颈,为生产早日顺行消除了缺陷。
格式:pdf
大小:830KB
页数:5P
人气:91
4.4
浅谈真空熔炼电弧炉用直流电源的发展 本文回顾了真空熔炼电弧炉用直流电源的发展历程,发展现状,进而探讨了其发展趋势。
格式:pdf
大小:2.1MB
页数:11P
人气:91
4.4
直流电弧炉水冷钢棒式底电极熔损机制的数值模拟 直流炉作为炼钢电弧炉最初的型式,在上世纪80年代中后期才开始进入真正的工业应用并被大规模建造。随后在实践中逐渐发现和证实了直流炉所存在的问题,例如底电极问题,这使得人们对其优越性产生了怀疑。作为四种主要的底电极型式之一,水冷钢棒式底电极自发明以来已经历了超过20年的使用实践。然而,就作者看来,迄今为止仍未获得关于水冷钢棒式底电极熔损机制的科学认识。为解决这一复杂的问题,作者建立起一套完备的数学模型。在该模型中,首次耦合了传热与流动,特别地发现并引入了电磁效应的影响,还建立起钢棒与铜套间隙效应的估算方法,因而得以解释所观察到的实际现象。计算结果表明电磁力的轴向分量是驱动电极孔穴内流动的基本因素,而焦耳热并不占冷却水带走热量之主要部分。计算和分析得到了一个重要结论,即改变底电极直径会产生一种两面效应。因此提出了一种底电极的变直径结构,预计该结构在改善底电极热状态方面会带来明显的效果。
格式:pdf
大小:115KB
页数:4P
人气:91
4.3
电熔镁电弧炉炉体优化设计 目前的电熔镁生产结果表明,电熔镁生产环节炉体散热损失过大、炉内未能有效形成熔池,是电熔镁生产能耗高、产品等级偏低等缺陷产生的主要原因。炉体壁面温度对散热损失有较大影响,使炉体表面温度保持在200℃左右是电弧炉炉体设计的较佳选择。优化炉体的几何尺寸、增加低导热保温材料,是减少炉体热损失、炉内建立稳定熔池的重要因素。
最新文档 交流电弧炉改造为直流电弧炉的设计与实践
格式:pdf
大小:700KB
页数:2P
人气:91
4.6

普锐特冶金技术(primetalstechnologies)获得宝山钢铁股份有限公司(宝钢)合同,将对其建于上海的一座炉龄超过20年的双炉壳直流电弧炉进行现代化改造。项目内容包括重新设计上、下炉壳并在每个炉壳上安装新阳极;通过提高电能效率而降低生产成本,原料使用更灵活。
格式:pdf
大小:67KB
页数:1P
人气:91
4.4

普锐特冶金技术(primetalstechnologies)获得宝山钢铁股份有限公司(宝钢)合同,将对其建于上海的一座炉龄超过20年的双炉壳直流电弧炉进行现代化改造。项目内容包括重新设计上、下炉壳并在每个炉壳上安装新阳极;通过提高电能效率而降低生产成本,原料使用更灵活。将来,这座电弧炉可使用多达90%的铁水组织生产。改造工作计划于2016年年底前完成。
格式:pdf
大小:114KB
页数:24P
人气:91
4.5
电弧炉耐火材料和炉衬 4.1耐火材料的主要性能和分类 耐火材料是一种能抵抗高温(1580℃以上)作用的固体材料。耐 火材料是所有工业用炉不可缺少的内衬材料,其使用范围极其广泛, 其中冶金工业用量最大,约占耐火材料生产总量的70%左右。但是, 目前尚没有一种耐火材料能够完全满足使用性能的要求,即使同一耐 火材料在不同的使用条件下所表现的性能也不相同。因此,为了合理 使用耐火材料,必须了解耐火材料的性能和使用的工作条件。 4.1.1耐火材料的主要性能指标 耐火材料的主要性能指标包括: ①耐火度:耐火材料抵抗高温作用而不熔化的性能称为耐火度。耐火 材料没有固定的熔点,所以耐火度实际上是指耐火材料软 化到一定程度时的温度。耐火度是耐火材料的重要指标, 选用耐火材料的耐火度,应高于其最高使用温度。 ②热稳定性:耐火材料承受温度急剧变化而不开裂、不损坏的能力, 以及在使用中抵抗破裂或破
格式:pdf
大小:1.4MB
页数:3P
人气:91
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:413KB
页数:3P
人气:91
4.6
四级电弧炉炼钢工 一、电弧炉炉衬耐火材料1.选用电弧炉炉衬材料的一般原则是:①由于炼钢炉温度一般为1500~1800℃,所以要求炉衬耐材须有足够的耐火度和荷重软化点。②炉衬表面受高温炉渣的侵蚀,因此要求有较强的抗渣性能。③炉衬的冷热变化急剧,要求耐火材料应有较好的耐急冷急热性。④还要求炉衬耐材具有足够的强度、小的导热系数和低的导电率等。
格式:pdf
大小:185KB
页数:5P
人气:91
4.5
15吨直流电弧炉改造工程的设计 文章简介了15吨直流电弧炉改造工程的设计思想、设计内容及运行效果。实践表明,该项工程的设计是成功的,改造珀的主体设备运行稳定,投产7个月连续炼钢1400余炉,产钢2.4万吨,比改造前多创效益353万元。
格式:pdf
大小:225KB
页数:未知
人气:91
4.5
ABB型UHP直流电弧炉渣线镁炭砖的研制及使用 介绍了我国首台abb型超高功率直流电弧炉渣线镁炭砖的材质设计、工艺路线和使用情况。提出了应根据不同使用工况条件和成本进行合理的材质设计,方能达到理想的使用效果。
格式:pdf
大小:106KB
页数:3P
人气:91
4.7
ABB型UHP直流电弧炉渣线镁炭砖的研制及使用 介绍了我国首台abb型超高功率直流电弧炉渣线镁炭砖的绪质设计,工艺路线的使用情况。提出了应用根据不同使用工况条件和成本进行合理的材质设计,方能达到理想的使用效果。
格式:pdf
大小:360KB
页数:未知
人气:91
4.7
佛罗里达钢铁公司直流电弧炉的作业 本文综述了佛罗里达钢铁公司坦帕厂直流电弧炉(以下简称dc炉)的发展。
文辑创建者
我要分享 >
职位:硬景施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐