加氯位置对生物污泥回流工艺影响
2025-01-19
在应用生物预处理的给水处理技术中,能通过沉淀池生物污泥回流工艺来强化生物作用,显著改善出水水质。但在常规水处理技术中投加的消毒剂,在发挥强氧化作用的同时也会抑制微生物生长,弱化生物作用。因此,通过比较不同加氯位置下,各单元的浊度、氨氮、CODMn去除效果,研究加氯位置对沉淀池生物回流工艺的影响。在砂滤池后加氯时,砂滤池平均出水浊度、氨氮、CODMn分别为0.416 NTU、0.148 mg.L-1、1.29 mg.L-1,氨氮和CODMn的去除效果明显优于其它工况。

 污泥回流比对CASS工艺处理效果的影响研究
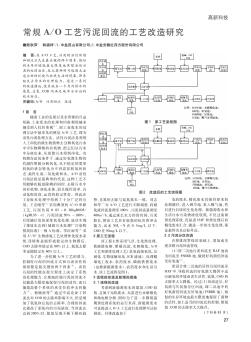
污泥回流比对CASS工艺处理效果的影响研究 目前cass工艺在设计中污泥回流比多取自经验值,为了给cass工艺在北方地区的运用提供污泥回流比的理论依据,本试验进行了不同污泥回流比对cass工艺影响的研究.在污泥回流比分别为20%、50%、100%、150%的情况下,进行了160个周期的观察和测定.试验表明,污泥回流比在100%的情况下有最好的脱氮除磷效果,平均出水总氮含量为13.0mg/l,平均出水总磷含量为0.47mg/l.污泥回流比在50%的情况下,各项指标也均可以达到一级b标准,因此污泥回流比可以在具体的情况下进行调节,以节省能耗.
污泥回流比对厌氧释磷效果的影响 为系统研究厌氧污泥回流比对生物除磷效果的影响,以实际生活污水作为研究水样,研究不同污泥回流比r在厌氧段对cod(化学需氧量)、n(氮)、p(磷)的去除效果;深入研究污泥回流比对生物强化除磷代谢过程的影响。结果表明,在厌氧环境中,污泥回流比对nh4+-n(氨氮)的去除没有明显影响,但对硝态氮、tp(总磷)、cod的去除影响较大。最佳回流污泥比应控制在60%到80%左右,在这两个工况下,paos(聚磷菌)释磷量能达到24.13mg/l,这样能使pao在厌氧池有效地利用碳源,充分释磷,从而提高除磷效率,同时应控制最佳厌氧有效时间为2到3个小时,如果厌氧时间过长或者过短都对pao释磷产生一定的负作用。
编辑推荐下载
格式:pdf
大小:234KB
页数:6P
人气:58
 4.5
4.5
生物流化床法处理污泥回流液的影响因素研究 将生物流化床工艺与活性污泥工艺相结合,以市政污水处理厂污泥回流液为研究对像。以0.3~0.45mm活性炭颗粒为载体对生物流化床中微生物进行培养、驯化,挂膜成功后,分别对生物流化床厌氧段和好氧段进行了单因素试验,得出进水的最佳ph值介于7.0~7.5,生物流化床厌氧段的最佳水力停留时间4.4h、最佳碳源为蔗糖,;缺氧段及好氧段的最佳水力停留时间2.69h、8.06h,曝气量0.5ml/min。在最佳工艺参数条件下进行污泥回流液脱氮除磷试验得出,此工艺可使总氮浓度为150.0mg/l,总磷浓度为59.0mg/l的污泥回流液的总氮浓度降低至65.19mg/l,此时的总氮去除率为56.54%;总磷的去除率较低。试验结果表明,该工艺对处理污泥回流液中氮磷具有一定的效果。
热门文档 加氯位置对生物污泥回流工艺影响
格式:pdf
大小:2.4MB
页数:2P
人气:58
4.4
在a/o工艺;污泥的活性保留和回流方式是最关键的两个因素;相似的生存环境能最大限度地保留活性污泥的处理活性;反之菌种则可能因无法适应新的环境而出现失活的现象;即系统失去原本的处理能力.通过一系列的改造措施;使系统在一个月内排水的氨氮、总氮、cod均满足城市污水站的收水标准.
格式:pdf
大小:385KB
页数:2P
人气:58
4.5
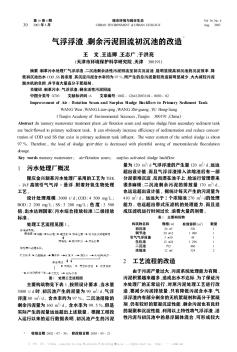
制革污水处理厂气浮浮渣、二沉池剩余活性污泥回流至初次沉淀池,能明显提高初沉池的沉淀效率,降低初沉池出水cod、ss的浓度,其沉淀污泥含水率约为97%,所产生的总污泥量较改造前明显减少,大大减轻污泥脱水机的负担,并节省大量高分子絮凝剂。

格式:pdf
大小:122KB
页数:5P
人气:58
4.5
污水处理中所谓的“ab法”工艺,简言之就是分作a和b“两阶段曝气”处理工艺,每个 阶段都有相互隔离的和独立的曝气过程和泥水分离过程,对于活性污泥的回流,也是相互隔 离的,a段沉淀池所产生的活性污泥回流到a段曝气池,b段沉淀池所分离出来的活性污 泥回流到b段曝气池内。 “ab法”工艺的由来 ab工艺是吸附—生物降解(adsorption--biodegradation)工艺的简称。这项污水生物 处理技术是由德国某工业大学卫生工程学院的bothobohnke教授为解决传统的二级生物 处理系统:即“预处理初沉池曝气池二沉池”早期污水处理工艺,所存在的去 除难降解有机物和除氮脱磷效率低下,及投资和运行费用过高等问题,在对两段活性污泥法 和高负荷活性污泥法进行大量研究的基础上,于70年代中期所开发,80年代初开始应用 于工程实践的一
精华文档 加氯位置对生物污泥回流工艺影响
格式:pdf
大小:71KB
页数:1P
人气:58
4.6

潜水污泥回流泵 qwh型潜水污泥回流泵是在引进德国潜水电机生产技术基础上自行研发的产品,qwh型潜 水污泥回流泵为二级污水处理厂混合液回流、反硝化脱氮的专用设备。亦可用于地面排水、 灌溉和废水处理过程中再循环等需要微扬程、大流量的场所。 二、qwh型潜水污泥回流泵使用条件 *连续运行时,介质温度不高于40度 *介质ph值为5~9 *最大潜没深度为10m 三、qwh型潜水污泥回流泵特点 *微扬程、大流量,效率高 *叶轮具有最佳的水力设计结构,后掠式叶片具有自洁功能,抗堵塞、防缠绕 *采用最新的密封材料,两道机械密封,材质为炭化钨――炭化钨,采用进口轴承,所有 紧固件均为不锈钢,可以使泵安全连续运行10000小时以上。 *结构紧凑,操作维护简单,安装、维修方便,使用寿命长。 *主机采用铸造或不锈钢充压成型结构,体积小、密
格式:pdf
大小:220KB
页数:3P
人气:58
4.7
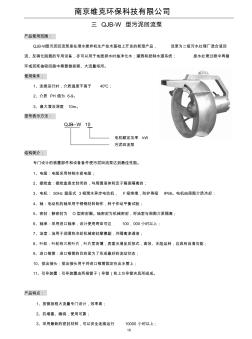
16 三qjb-w型污泥回流泵 产品使用范围: qjb-w型污泥回流泵是在潜水搅拌机生产技术基础上开发的新型产品,该泵为二级污水处理厂混合液回 流、反硝化脱氮的专用设备,亦可以用于地面排水时抽净化水;灌溉和控制水道系统;废水处理过程中再循 环或泥浆抽吸回路中需要微扬程、大流量场所。 使用条件: 1、连续运行时,介质温度不高于40℃; 2、介质ph值为6-9。 3、最大潜没深度10m。 型号表示方法: qjb–w10 电机额定功率kw 污泥回流泵 结构简介: 专门设计的装置部件和设备备件使污泥回流泵达到最佳性能。 1、电缆:电缆采用特制水密电缆; 2、接线盒:接线盒是全封闭的,与周围液体和定子箱是隔离的; 3、电机:50hz鼠笼式3相潜水异步电动机,f级绝缘,防护等级ip68。电机由周围介质冷却; 4、轴:电动机的轴采用不锈钢材料制作,转子作动平
格式:pdf
大小:891KB
页数:5P
人气:58
4.6
牛粪厌氧发酵污泥回流试验 为提高两阶段厌氧发酵系统的效率,对混合使用在线活性污泥与后储罐最佳活性时段污泥的污泥回流工艺进行了研究。综合回流试验以进料质量分数、日进料量和污泥回流比为影响因素,以cod去除率、产气量为评价指标,采用二次回归旋转试验设计,研究cod去除率和产气量在各参数影响下的变化规律。结果表明:进料质量分数、日进料量和污泥回流比是影响两个评价指标的主要因素,其中混合污泥回流量的影响显著;试验得出该厌氧发酵系统的最优工艺参数为进料质量分数8.21%、日进料量7.15l/d、污泥回流比30%。
格式:pdf
大小:392KB
页数:3P
人气:58
4.4
污泥回流泵变频改造及节能分析 介绍了污水处理厂中污泥回流泵的变频改造,并分析了变频改造的节能效果。此外,变频改造还可以改善工艺状况,提高出水水质。
格式:pdf
大小:240KB
页数:3P
人气:58
3
剩余污泥回流至初沉池对a/o污水处理系统的影响——剩余污泥回流至初沉池对a/o污水处理系统的影响 基于静态模拟试验结果,进行了将a/o处理工艺中~-ie池剩余污泥按比例回流至初沉池的生产性试验,运行结果显示,这一措施能明显提高初沉池的沉淀效率,且当...
最新文档 加氯位置对生物污泥回流工艺影响
格式:pdf
大小:140KB
页数:5P
人气:58
4.3
应用二沉池污泥层高度控制A/O工艺污泥回流量 鉴于城市污水处理厂每日、每小时的进水量波动性很大,采用传统的恒定污泥回流比或固定污泥回流量控制会引起二沉池出现巨大的水力波动,从而影响系统处理效果.以二沉池污泥层高度作为控制变量,建立了回流污泥控制策略和控制器.采用a/o工艺中试试验装置,在处理实际生活污水的情况下,对所建立的控制器进行了验证,结果表明,与传统恒定污泥回流比控制相比,tn去除率可以提高10%,污泥回流量可以降低20%,且可以维持系统稳定运行.
格式:pdf
大小:349KB
页数:4P
人气:58
4.8
回流污泥比对厌氧释磷效果影响研究 为系统研究厌氧污泥回流比对生物除磷效果的影响,本文以实际生活污水作为研究水样,研究不同污泥回流比下厌氧段对cod、n、p的去除效果,深入研究污泥回流比对生物强化除磷代谢过程的影响。结果表明,在厌氧环境中污泥回流比对nh3-n的去除没有明显影响,但对硝态氮、tp、cod的去除影响较大。最佳回流污泥比应控制在60%~80%左右,在这两个工况下,pao释磷量能达到24.13mg/l,这样能使pao在厌氧池有效地利用碳源,充分释磷,从而提高除磷效率,同时应控制最佳厌氧有效时间为2~3h,如果厌氧时间过长或者过短都对pao释磷产生一定的负作用。
格式:pdf
大小:874KB
页数:3P
人气:58
4.4
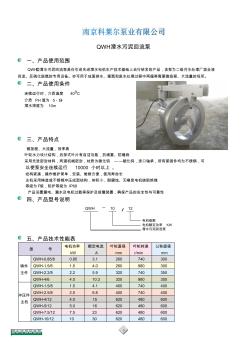
qwh1012 1 qwh潜水污泥回流泵 一、产品使用范围 qwh型潜水污泥回流泵是在引进先进潜水电机生产技术基础上自行研发的产品,该泵为二级污水处理厂混合液 回流、反硝化脱氮的专用设备。亦可用于地面排水、灌溉和废水处理过程中再循等需要微扬程、大流量的场所。 二、产品使用条件 连续运行时,介质温度400c 介质ph值为5-9 潜水深度为10m 三、产品特点 微扬程、大流量,效率高 叶轮水力设计结构,后掠式叶片有自洁功能,抗堵塞、防缠绕 采用先进密封材料,两道机械密封,材质为碳化钨——碳化钨,进口轴承,所有紧固件均为不锈钢,可 以使泵安全连续运行10000小时以上。 结构紧凑,操作维护简单,安装、维修方便,使用寿命长 主机采用铸造或不锈钢冲压成型结构,体积小、耐腐蚀、无噪音电机绕阻绝缘 等级为f级,防护等级为ip68 产品设置漏电、漏水及电机过载等保护及报警装置,确保
格式:pdf
大小:27KB
页数:3P
人气:58
4.3
仅供参考[整理] 第1页共3页 安全管理文书 污泥回流泵安全操作规程 日期:__________________ 单位:__________________ 仅供参考[整理] 第2页共3页 污泥回流泵安全操作规程 一、设备操作分就地和自动两种形式。 1)自动控制。检查电源并确保通电后,将控制柜面板上的选择开 关拨至自动位置,此时,潜污泵即由中控室进行控制,不需现场人员做 任何操作。 2)就地控制。 a)检查电源,确保通电。 b)将控制柜面板上的就地/停/自动选择开关拨至就地位置。 c)按下启动按钮,设备运行。 d)按下停止按钮,设备停止运行。 e)发生故障后及时检修,待故障排除后重新通电复位运转。 二、严禁污泥泵干运行,运转时联轴器应轻重均匀,无卡住和摩擦 声。 三、严禁频繁启动污泥泵,备用泵应每周至少运转一次。 四、每次维修(尤其重新接线)后,正式
格式:pdf
大小:306KB
页数:4P
人气:58
4.4
基于自适应模糊控制的污泥回流系统设计 针对目前污水处理厂的污泥回流系统存在控制效果差、不稳定、能耗高等缺点,提出了基于自适应模糊控制的污泥回流系统。根据生产的实际情况和操作经验,给出了污泥回流系统的具体硬件结构及工艺流程,总结出自适应模糊控制器的控制规则并确定了相应的控制参数。实际运行经验证明,该自适应模糊控制系统使生化池混合液浓度稳定在设定值附近,同时保证了较好的出水效果,并且抗扰动能力强,提高了污泥回流的效率,节约了能源。
格式:pdf
大小:497KB
页数:未知
人气:58
4.5
数值模拟污泥回流对二沉池性能的影响 借助流体力学软件fluent,利用标准紊流模型,对广州某污水处理厂平流式二沉池在不同回流比和吸泥机位于不同位置时的流场进行了数值模拟。结果表明:沉淀池进水端存在两个涡流区,当吸泥机与进水口距离小于25m时,涡流区体积占二沉池总体积百分比由回流比r=0时的10%增加到r=2.0时的25%,当二者距离大于25m时,涡流区体积基本不受回流比影响;吸泥机前混合液水平流速大于吸泥机后混合液水平流速,且吸泥机前流速随回流比增加而增加,吸泥机后混合液流速不受污泥回流影响,基本恒定。
格式:pdf
大小:485KB
页数:4P
人气:58
4.7
选择液体用聚合氯化铝(pac)作为混凝剂,对二沉池出水进行了混凝及污泥回流实验,考察了ph值、pac用量、污泥回流量等因素对处理效果的影响。结果表明,当废水ph值为6.5~8.2、pac用量3ml/l、污泥回流率40%~60%时,处理效果明显优于传统混凝方式,codcr由400mg/l降至100mg/l左右。
格式:pdf
大小:627KB
页数:3P
人气:58
4.6
预氧化联合污泥回流处理低浊微污染水试验研究 研究了采用高锰酸钾预氧化与污泥回流联用工艺对低浊微污染原水的处理效果。结果表明,采用污泥回流可有效改善沉后水浊度,最佳回流比为60%,沉后水浊度从无回流时的1.91ntu下降到1.51ntu;粉末活性炭与污泥一同回流能改善滤后水有机物的去除效果。投加高锰酸钾进一步提高了处理效果,污泥回流则强化了高锰酸钾的助凝除浊效果,使有机物去除作用更显著。
格式:pdf
大小:32KB
页数:4P
人气:58
4.4
污水处理厂污泥回流系统的控制 介绍了三峡库区涪陵污水处理厂的概况及采用的分点进水倒置a2/o工艺的特点和原理。该工艺中对污泥回流系统的控制是除磷脱氮最关键的因素。结合该厂运行实际,对污泥回流系统的控制作了一些探讨,建议依据污泥的最低沉降比来确定回流比、用污泥龄控制剩余污泥排放量。
格式:pdf
大小:213KB
页数:3P
人气:58
4.5
污泥回流提高低浊度采油污水絮凝效果研究 采用污泥回流增加污水浊度的方法提高低浊度采油污水絮凝效果和沉降速度。实验结果表明:延长油田某采油厂低浊度采油污水在污泥回流量为20ml/l、聚合氯化铝投加量为20mg/l、聚丙烯酰胺投加量为0.7mg/l、加药时间间隔为10s条件下,采油污水絮凝沉降时间比没有污泥回流絮凝沉降时间缩短2/3以上,采油污水中含油量由72.8mg/l降至2.4mg/l,固体悬浮物由28.6mg/l降至8.3mg/l,絮凝沉降处理效果良好。
文辑创建者
我要分享 >
职位:暖通设计员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐