加氢裂化高压不锈钢管道焊缝裂纹分析及处理
2025-01-20
高温高压临氢管道运行一段时间发现多道焊缝裂纹,较为罕见。文章叙述了高温高压临氢管道焊缝裂纹现象,重点介绍了裂纹的检查检测方法,产生原因及修复检验方案;并对高压不锈钢管道焊接如何避免焊接热焊缝提出了建议。

 奥氏体不锈钢管道焊缝裂纹产生原因分析
奥氏体不锈钢管道焊缝裂纹产生原因分析 国内某电站在建造过程中,部分奥氏体不锈钢厚壁管在焊接后进行pt检验时发现焊缝存在大量裂纹。经分析研究,认为裂纹的产生原因与焊缝熔敷金属中δ铁素体含量偏低、p,si含量偏高、焊接应力大等因素有关。为此对焊缝产生裂纹的原因进行了分析,为不锈钢厚壁管的焊接积累了经验。
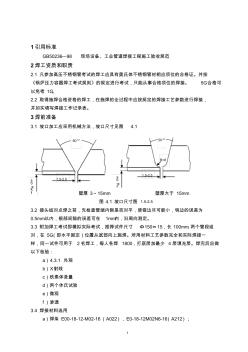
1 1引用标准 gb50236—98现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。5g合格可 以免考1g。 2.2取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1坡口加工应采用机械方法,坡口尺寸见图4.1 壁厚3~15mm壁厚大于15mm 图4.1坡口尺寸图1.5-2.5 3.2接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在1mm内,沿周向测定。 3.3附加焊工考试即模拟实际考试,推荐试件尺寸ф150×15,长1
编辑推荐下载

热门文档 加氢裂化高压不锈钢管道焊缝裂纹分析及处理
格式:pdf
大小:10KB
页数:6P
人气:57
 4.5
4.5
第1页 浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝 背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工程成本并 满足施工要求,施工过程中应结合管道的具体施工条件,灵活运用内部充 氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方法比 较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由管子 的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔,主要是防 止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑等缺陷。另外, 为了防止对口间隙处氩气大量排放,事先可用胶带封住一段管口,仅留出 焊工一次连续焊接的长度。焊完这段后,撕开相同长度的胶带,然后再施 焊,依此类推,直至焊接完成。整体充氩如图1所示。 图1整体充氮示意 1充氮软管;2
格式:pdf
大小:289KB
页数:7P
人气:57
4.4
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止 焊缝背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工 程成本并满足施工要求,施工过程中应结合管道的具体施工条件,灵 活运用内部充氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方 法比较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由 管子的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔, 主要是防止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑 等缺陷。另外,为了防止对口间隙处氩气大量排放,事先可用胶带封 住一段管口,仅留出焊工一次连续焊接的长度。焊完这段后,撕开相 同长度的胶带,然后再施焊,依此类推,直至焊接完成。整体充氩如 图1所示。 图1整体充氮示意 1充氮软管;2氮
格式:pdf
大小:557KB
页数:6P
人气:57
4.6
no.14044 不锈钢管道 arthurh.tuthill 不锈钢用作自来水管具有成本效益。 自六十年代中期以来,不锈钢已广泛用于饮用水工业,包括在水淡化厂用于处理加工 淡水;在饮用水处理厂用于沉淀过滤装置和管道;在日本东京,不锈钢小口径管用家用自来 水连接管。在纽约市,不锈钢大口径管用于立柱管和其它管道。不锈钢最为人们所熟悉的应 用是喷嘴式饮水龙头。本文给出了304(uns30400)和316(s31600)不锈钢的背景资料 和一般数据,并报道了目前不锈钢在饮用水方面的应用。对不锈钢在原水、氯化处理的水和 纯净水中的行为以及埋在土壤里的管道的状态进行了评述,并论述了制作后清理以及外观的 维护和保持清洁的方法。提出了成功应用不锈钢的指导方针。 不锈钢的不锈特性归结于其表面附着的一层厚度仅为几埃的坚固的铬氧化膜,这层铬 氧化膜在空气或水中立即形成,并且能
格式:pdf
大小:1.4MB
页数:4P
人气:57
4.7
不锈钢管道开裂原因分析 采用断口宏观观察、扫描电镜微观分析、化学成分分析、低倍酸蚀、金相等方法,系统分析了不锈钢管道渗漏的原因。结果表明:来样不锈钢管道的化学成分不符合设计要求,材料中存在夹杂缺陷,抗腐蚀性较差,致使管道在应力腐蚀介质环境下裂纹萌生并扩展贯穿壁厚,发生应力腐蚀开裂,这是导致不锈钢管道发生渗漏的主要原因。
精华文档 加氢裂化高压不锈钢管道焊缝裂纹分析及处理
格式:pdf
大小:12.1MB
页数:91P
人气:57
4.4

td不锈钢管道泵 最大扬程:240m 最大功率:550kw 转速:1450rpm和2900rpm 最大压力:40bar 适用温度:输送介质为热水时,温度小于230℃;为其他有机热介质时,温度小于400℃ kqb系列便维式立式单级单吸离心泵,系根据kql第四代系列泵之性能要求,在吸收国外同类产品先进技术 的基础上,自行研制的新一代精品立式离心泵。其显著优点:对机械密封的失效及磨损需维修或更换时,无需 拆卸电机,仅拆卸夹壳联轴器部件,即可进行,省时、省力。该系列泵寿命、结构、外观、都代表行业领先水 平,达国际一流水平;旨在替代进口产品,为国家节约外汇。 —采用标准立式电机,泵轴与电机轴用刚性夹壳联轴器联接。 —泵的进出口径相同,并在同一直线上,能像阀门一样安装在管路任何位置;且设有安装底板,使泵安装简 便、稳固。 —用机泵分轴和夹壳联轴器特殊结构,无须拆卸
格式:pdf
大小:145KB
页数:8P
人气:57
4.5

dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200


格式:pdf
大小:39KB
页数:1P
人气:57
4.6
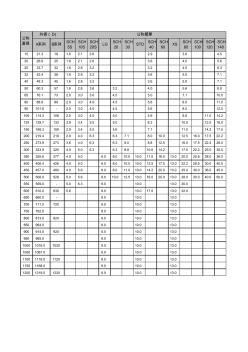
a系列b系列sch 5s sch 10s sch 20s lgsch 20 sch 30 stdsch 40 sch 60 xssch 80 sch 100 sch 120 sch 140 1521.3181.62.12.62.93.64.5 2026.9251.62.12.63.64.05.6 2533.7321.62.83.23.24.56.3 3242.4381.62.83.23.65.07.1 4048.3451.62.83.23.65.07.1 5060.3571.62.83.63.24.05.68.8 6576.1732.03.03.64.55.07.110.0 8088.9892.03.04.04.55.68.011.0 90101
最新文档 加氢裂化高压不锈钢管道焊缝裂纹分析及处理
格式:pdf
大小:145KB
页数:8P
人气:57
4.7

dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-ф57mm dn65-ф73mm,dn80-ф89mm dn100-ф108mm,dn125-ф133mm dn150-ф159mm,dn200
格式:pdf
大小:105KB
页数:8P
人气:57
4.8

word资料可编辑 专业整理分享 dn-公称直径 ф-外径 dn15-ф22mm,dn20-ф27mm dn25-ф34mm,dn32-ф42mm dn40-ф48mm,dn50-ф60mm dn65-ф76(73)mm,dn80-ф89mm dn100-ф114mm,dn125-ф140mm dn150-ф168mm,dn200-ф219mm dn250-ф273mm,dn300-ф324mm dn350-ф360mm,dn400-ф406mm dn450-ф457mm,dn500-ф508mm dn600-ф610mm, dn15-ф18mm,dn20-ф25mm dn25-ф32mm,dn32-ф38mm dn40-ф45mm,dn50-
格式:pdf
大小:13KB
页数:3P
人气:57
4.7
技术参数要求 一、材料要求 1.管道、管件主要为304、316l不锈钢(薄壁、厚壁)和两种材质; 2.不锈钢厚壁管道和板材选用太钢、不锈钢厚壁管件选用华尔德;不锈钢锻打法兰选用培英 牌;不锈钢球阀选用德星牌;不锈钢碟阀选用良工牌; 3.焊接304不锈钢管道和管件,选用308l焊丝;焊接316不锈钢管道和管件,选用316l焊 丝; 4.氩气,要求使用高纯氩或液态氩,高纯氩的纯度为99.99%; 二、技术要求 1、所有焊缝打标标记,保证每道焊缝都有检查记录,做好内窥镜检查录像。所有焊缝的成 型不允许有未焊透、管道裂缝、气泡、焊接凹槽等缺陷现象,焊道成型圆润光滑,焊缝宽度 均匀,焊高偏差≤0.5mm.;色泽要求,内部焊道成淡黄色或银白色为合格。 2、不锈钢管道焊接工艺要求: (1)不锈钢卫生薄壁管:采用氩气保护热熔一次成型焊接工艺; (2)不锈钢厚壁管:底焊
格式:pdf
大小:305KB
页数:7P
人气:57
4.4
1 上海三庆不锈钢管道管件的安装 第一部分双卡压管件的安装 安装作业前的准备工作: 薄壁不锈钢管道安装时,可能用到的安装工具如手动泵、电动泵、钳座、卡压钳口、活 接连接用的扳手、管钳、卷尺、割刀、手磨机、划线笔、肥皂水或硅油等等要尽可能备有。 管材切断作业步骤: 1、接合施工图及现场的状况,用米尺或其它测定工具,计算出管材实际需要的长度,并在需 要切断的部位画出切断线。 2、切断时,确实管材固定后再行切割。dn15~dn50的管材使用不锈钢专业割刀,管的切断面 应保持真圆,切断线应与管轴心成直角。切断时旋转两圈再略紧刀片再旋转两圈直至切断, 不可用力过猛导致将管切成扁平或椭圆,否则会切坏管端不能插入管件或者插伤胶圈; dn65以上的管材切割后一定要用手磨机清除内外毛刺,并且开适当外坡口以避免插伤密 封圈。 3、切断的地方,请用抹布或柔软的布类将管表面的油、杂物或泥土完全擦拭干净。
格式:pdf
大小:5KB
页数:2P
人气:57
4.5
在众多的工业用途中,不锈钢都能提供令人满意的耐腐蚀性 能。根据使用经验来看,除机械失效外,不锈钢腐蚀主要表 现在:不锈钢的一种严重的腐蚀形式是局部腐蚀(即应力腐 蚀开裂、点腐蚀、晶间腐蚀、腐蚀疲劳以及缝隙腐蚀)。这 些局部腐蚀所导致的失效事例几乎占失效事例的一半以上。 事实上,很多失效事故是可以通过合理选材而予以避免的。 1.应力腐蚀开裂(scc):是指承受应力的合金在腐蚀性环境 中由于裂纹的狂战而护生失效的一种通用术语。盈利腐蚀 开裂具有脆性断口形貌,但他也可能发生于热性高的材料 中。发生应力腐蚀开裂的必要条件是要有拉应力(不论是 残余应力还是外加应力,或者两者兼而有之)和特定的腐 蚀介质存在。形纹的形成和扩展大致与拉应力方向垂直。 这个导致应力腐蚀开裂的应力值,要比没有腐蚀介质存在 时材料断裂所需要的应力值小得多。在微观上,应力腐蚀 开裂扩展至其一深度时(此处,承受载荷的材
格式:pdf
大小:148KB
页数:未知
人气:57
4.8
石油精炼加氢裂化二套空冷入口不锈钢管开裂分析 石油精炼加氢裂化二套空冷入口不锈钢管开裂分析
格式:pdf
大小:146KB
页数:6P
人气:57
4.5
确定不锈钢管道焊缝金属随机循环应力幅良好统计模型的方法 应变控制疲劳试验揭示了核工程材料1cr18ni9ti不锈钢焊缝金属的循环应力-应变响应存在较大的分散性,现有的定性分析可能给出偏于危险的结果。考虑这一分散性和常用的7种统计分布对试验数据的总体拟合效果、与疲劳失效机制的一致性和设计分析结果的安全性,提出了确定循环应力幅良好统计模型的方法。方法中,常用7种统计分布的统计参量估计和统计参量检验采用线性回归技术完成;总体效果由失效概率试验值与理论值的相关系数来评价;与疲劳失效机制的一致性按照给定总应变下失效率随循环应力幅增加而增加的原则,根据各分布统计参量的失效率曲线来判断;设计分析结果的安全性通过识别统计分布尾部失效概率预测误差的变化趋势来进行。
格式:pdf
大小:20KB
页数:2P
人气:57
4.7
河南机电高等专科学校 毕业论文任务书 系部:材料工程系 专业:焊接技术及自动化 学生姓名:吴春辉学号:051306137 论文题目:15grmo高压不锈钢管焊接工艺 起迄日期:2008年3月15日~6月12日 指导教师:吴金杰 年月日 毕业论文任务书 1.本毕业论文课题来源及应达到的目的: 本课题来源于焊接实际工程生产。 通过本课题的分析应具备15grmo钢管的焊接性,焊接特点、所选焊 接方法的特点、15grmo钢管常用的焊接方法焊接工艺的拟定、焊接性操 作试验、试验结果分析及毕业论文撰写等基本技能。 2.本毕业论文课题任务的内容和要求(包括原始数据、技术要求、工作要 求等): 1、第1—2周查阅资料,完成准备工作; 2、第3—4周进入论文分析阶段; 3、第5—8周进行
格式:pdf
大小:42KB
页数:8P
人气:57
4.7
不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状,是否符合图样规
文辑创建者
我要分享 >
职位:消防报警工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐