加热炉铬钼钢、碳钢管焊接接头开裂分析
2024-09-09
通过对溶剂脱沥青装置加热炉炉管法兰焊缝开裂原因的分析 ,阐述了铬钼钢炉管施工中对焊缝应进行有效热处理的重要性 ,指出焊缝硬度必须控制在 2 2 5HB以内。

 紫铜管与低碳钢管焊接件开裂分析
紫铜管与低碳钢管焊接件开裂分析 某紫铜管与低碳钢管焊接件焊接后在焊接接头靠近紫铜管侧出现了大量开裂现象,通过对开裂部位紫铜管部分进行宏观分析、化学成分分析、扫描电镜断口观察及金相检验,对焊接件的开裂原因进行了分析。结果表明:紫铜管原材料中氧含量超标以及焊接温度过高共同引起晶界弱化,致使在焊接接头处叠加了较大的组织应力和热应力,当叠加应力大于材料的承受能力时就会引起晶界破裂,导致焊接件开裂。最后在分析的基础上提出了改进措施。
柔度法测试铬-钼钢窄间隙焊焊接接头断裂韧性 通过分别对2.25cr-1mo钢窄间隙焊焊接接头的焊缝、熔合线、热影响区的四组“柔度”法测试的“δ_(r)-曲线”和多试法测试的结果比较。证明了“柔度”法测试焊接接头断裂韧性的可靠性;探讨了在测试接头“δ_r-曲线”试验过程中,开始停机点和加载范围的选取及裂纹扩展量的测定。进而使“柔度”法可在工程应用中单独测试钢材及其接头的断裂韧性。
编辑推荐下载
格式:pdf
大小:794KB
页数:4P
人气:79
 4.7
4.7
锅炉异种钢管焊接接头焊缝稀释率试验 异种钢焊接的稀释率对焊接质量有影响,通过焊缝的稀释率与接头坡口形式、焊接工艺关系试验与分析,采用试验推荐的坡口形式及焊接参数可将焊缝稀释率控制在所要求的范围内。
格式:pdf
大小:472KB
页数:3P
人气:79
4.7
压力钢管焊接接头抗冷/热裂纹能力分析 从nk-hiten610u2钢板材料的化学成分、焊缝金属扩散氢含量、结构拘束度三个方面分析评定了其焊接接头产生冷/热裂纹的倾向,并据此提出了相应的工艺措施。
热门文档 加热炉铬钼钢、碳钢管焊接接头开裂分析
格式:pdf
大小:9KB
页数:1P
人气:79
4.4

个人资料整理仅限学习使用 1/1 钢管桩焊接接头 采用焊接的方法 (1> 管端的浮锈,油污等脏物必须清除,潮湿处应烘干,管径经锤打后如有变形,应整修合格 。 (2>焊接时应校正垂直度,间隙应为2-4mm。 (3>焊丝使用前应经200~300℃烘干2h,并存放在烘箱内,维持恒温150℃。 (4>钢管桩应采用多层焊,每层焊缝的接头应错开,焊渣应清除。 (5> 当风速大于10m/s或气温低于0℃及雨雪天气,桩管潮湿又无措施保证质量时,不得施焊。 (6>每个接头焊接完毕,应冷却1min后,方可继续锤击。
格式:pdf
大小:9KB
页数:1P
人气:79
4.4

个人资料整理仅限学习使用 1/1 钢管桩焊接接头 采用焊接的方法 (1> 管端的浮锈,油污等脏物必须清除,潮湿处应烘干,管径经锤打后如有变形,应整修合格 。 (2>焊接时应校正垂直度,间隙应为2-4mm。 (3>焊丝使用前应经200~300℃烘干2h,并存放在烘箱内,维持恒温150℃。 (4>钢管桩应采用多层焊,每层焊缝的接头应错开,焊渣应清除。 (5> 当风速大于10m/s或气温低于0℃及雨雪天气,桩管潮湿又无措施保证质量时,不得施焊。 (6>每个接头焊接完毕,应冷却1min后,方可继续锤击。
格式:pdf
大小:377KB
页数:5P
人气:79
4.5
异种钢焊接接头碳迁移研究现状 从异质接头熔合线附近的显微组织、碳化物演变、碳迁移的计算与模拟、碳迁移对腐蚀性能和高温蠕变性能的影响等方面,对国内外在异种钢焊接接头碳迁移方面的研究成果进行了综述。
格式:pdf
大小:273KB
页数:5P
人气:79
4.8
X80钢管焊接接头断裂韧性试验分析 通过对进口钻井隔水管x80钢管进行理化性能分析,了解了国外钻井隔水管材料的性能水平,为隔水管国产化工作的开展提供了一些参考数据;通过对x80管线钢焊接接头的ctod试验研究,发现焊接接头的断裂韧性在热影响区相对较弱;通过对比分析焊接接头的夏比冲击功和ctod试验结果,表明ctod试验对材料的断裂韧性评价是可靠的。
精华文档 加热炉铬钼钢、碳钢管焊接接头开裂分析
格式:pdf
大小:1.0MB
页数:4P
人气:79
4.5
异种钢焊接接头的裂纹分析 通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
格式:pdf
大小:445KB
页数:3P
人气:79
4.7
异种钢焊接接头冷弯开裂的原因浅析 本文针对icr8ni9ti—q235a异种钢对接接头工艺评定中的冷弯试样开裂的原因进行了分析,从工艺上改进了焊接工艺评定试验.采用a302焊条先在q235a低碳钢一侧堆焊接一层保护性过渡层,然后对接焊接异种钢焊接接头;或用台湾产ts-309不锈钢电焊条直接对接焊接异种钢焊接接头,其冷弯试样按现行相应标准要求,冷弯检验全部合格.针对目前异种钢焊接接头冷弯检验缺乏明确的评定标准的情况,参考国家标准的有关规定和一些容器厂现行采用的标准,建议有关国家标准补充异种钢焊接接头的冷弯试验要求.
格式:pdf
大小:1.5MB
页数:2P
人气:79
4.3
加热炉炉筋管开裂分析 本文对开裂的炉筋管断口进行了宏观分析,并进行了显微组织分析和显微硬度测试,结果表明炉筋管在焊缝熔合线处存在脱碳现象,且晶粒粗大。珠光体球化,材料变脆,裂纹在近焊缝处萌生并缓慢扩展,最后形成脆性断裂。
格式:pdf
大小:1.5MB
页数:1P
人气:79
4.5
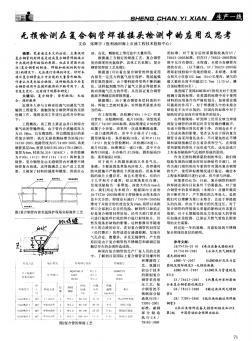
无损检测在复合钢管焊接接头检测中的应用及思考 笔者通过本文的论述:主要说明复合钢管的封焊层是造成复合钢管焊接接头中出现的条形缺陷的原因,但在目前国内标准(复合钢管的制造、焊接和检测的执行标准)的情况下,无法进行准确的评定,针对本项目复合钢管底片中出现的大量条形缺陷,作者认为是未熔合缺陷,这种缺陷在今后复合钢管使用中在循环载荷的不断作用下,是否发生变化,还有待于观察和研究!
最新文档 加热炉铬钼钢、碳钢管焊接接头开裂分析
格式:pdf
大小:1.7MB
页数:11P
人气:79
4.3
UOE钢管焊接接头CTOD断裂韧性评定方法 根据英国标准bs7448,对uoe直缝埋弧焊管不同钢级管线钢焊接接头进行裂纹尖端张开位移(ctod)断裂韧度测试。结合加拿大标准csaz662-07及挪威船级社规范ndv-os-f101,在试样形式选择、缺口取样方向、后期金相检验等方面对断裂韧性评定方法加以完善。试验结果表明x70、x65级管线钢均具有良好韧性,符合规范ndv-os-f101的要求。x70级管线钢焊接接头各区域韧性分布规律为:母材性能最好,焊缝次之,热影响区(haz)相对较差。x65级管线钢其haz的韧性优于母材和焊缝。其原因是:x65级钢母材含有一定气孔、夹杂,断口出现分层裂纹,导致ctod结果分散性大。另外,x65焊缝组织为混晶组织分布不均,含有大量m-a脆性组织物,导致韧性下降。该评定结果为海底管线钢制造工艺改进提供了依据,也为海洋工程结构安全性评估奠定了基础。
格式:pdf
大小:154KB
页数:3P
人气:79
4.6
T91/P91钢管焊接接头的超声波探伤 通过对t91/p91钢中声速的理论计算和实际测试,利用声波的反射规律和运用几何关系,计算了常用不同k值探头在对t91/p91钢进行超声波探伤中的k值变化、深度和水平距离的差异。用常用探头和普通试块即可完成t91/p91钢管焊接接头以及与t91/p91钢对接的普通低合金钢焊接接头的超声波探伤。
格式:pdf
大小:76KB
页数:7P
人气:79
4.5

目录 1、范围,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 2、编制依据,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 3、作业前必须具备的条件和应作的准备,,,,,,,,,,,,,,,,,,,,1 4、参加作业人员的资格要求职责分工权限,,,,,,,,,,,,,,,,,,,,,1 5、需工器具和计量器具的规格及精度,,,,,,,,,,,,,,,,,,,,,,,1 6、作业程序及内容,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 7、质量保证措施及作业后应达到的质量标准,,,,,,,,,,,,,,,,,,,,4 8、作业中对控制点的设置,,,,,,,,,,,,,,,,,,,,,,,,,5 9、危险点或危险源的辨识及防护措施,,,,,,,,,,,,,,,,,,,,,,5
格式:pdf
大小:704KB
页数:6P
人气:79
4.5
本文对羊湖水电站现场焊接压力钢管试件的接头韧性进行了试验研究,分析了焊接接头韧性分布规律及影响因素。
格式:pdf
大小:1.4MB
页数:5P
人气:79
4.4
基于均匀设计法的T91钢管焊接接头工艺参数优化 以某锅炉厂t91钢管环形焊接接头为研究对象,采用均匀试验设计,以焊接电流、焊接电压、焊接速度、预热温度、焊后热处理温度、保温时间作为可调整的工艺参数,使用abaqus有限元分析软件对焊后热处理的接头残余应力进行模拟。通过rbf神经网络和粒子群算法对焊接参数进行优化,并采用优化后的焊接参数进行了试验。结果表明,通过均匀试验设计的方法得到rbf神经网络拟合用的训练样本是可行的,大大降低了数据计算量。在优化的焊接工艺参数下预测的焊后最大残余应力与实际模拟值相近。采用优化的焊接参数进行试验得到的接头金相检验合格。
格式:pdf
大小:174KB
页数:未知
人气:79
4.8
复合钢板焊接技术及焊接接头断裂分析 因为不锈复合钢板具有良好的耐腐蚀性,它既节约了不锈钢的材料又保证了产品的质量。因此,它被广泛的应用到实际的工作施工当中,水利、冶金、食品工业、核工业、石油化工等领域都有大量的应用。本文是结合本人日常工作中出现的一些常见的复合钢板焊接以及焊接接头断裂的情况进行分析和探讨。

格式:pdf
大小:25KB
页数:5P
人气:79
4.5

焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
格式:pdf
大小:126KB
页数:14P
人气:79
4.6
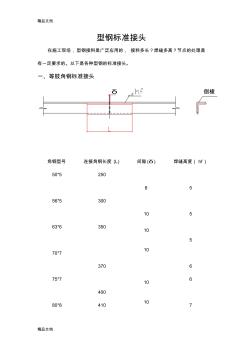
精品文档 精品文档 型钢标准接头 在施工现场,型钢接料是广泛应用的,接料多长?焊缝多高?节点的处理是 有一定要求的。以下是各种型钢的标准接头。 一、等肢角钢标准接头 倒棱δ 角钢型号连接角钢长度(l)间隙(δ)焊缝高度(hf) 50*5250 85 56*5300 105 63*6350 10 5 70*7 370 10 6 75*7 400 106 80*8410107 精品文档 精品文档 90*8460127 100*10490 12 9 110*10540129 125*126401410 140*14690 14 12 160*147901412 180*16860 14 14 200*208402018 二、不等肢角钢标准接头 δ倒棱 角钢型号连接角钢长度
格式:pdf
大小:546KB
页数:4P
人气:79
4.6
钢轨焊接接头平直度研究 钢轨焊接接头是无缝线路的重要组成部分,其平直度情况对于列车行车速度、运行平稳性和旅客乘坐舒适性具有重要影响。采用型尺测量方法,对某线路现场新铺钢轨焊接接头平直度进行了测量、统计及分析,结果表明现役钢轨焊接接头平直度与tb/t1632-2005《钢轨焊接》关于平直度的要求差距很大。结合轨道平顺性控制特点,总结了钢轨焊接接头平直度控制的主要措施,对钢轨焊接接头平直度研究方向提出了建议,指出全面系统研究钢轨焊接接头平直度,对于发展我国高速重载无缝线路、加快经济建设等具有重要意义。
文辑创建者
我要分享 >
职位:装修预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐