建塑成型之PVC硬管
2025-03-17

 硬质PVC干混料注塑成型要点分析
硬质PVC干混料注塑成型要点分析 对影响硬质pvc干混料注塑成型产品质量的主要因素:硬质pvc干混料的配方、注塑机的选择、注塑产品的结构设计、模具设计以及注塑工艺等多方面进行了比较祥细地分析,总结了使用pvc干混料注塑产品时可能出现的产品缺陷及问题,结合实际给出了一般使用条件下pvc产品的干混料注塑成型的配方方法和注塑加工工艺参数。
pvc2u管件注塑成型中的几个问题 许 电 (上海凯众聚氨酯有限公司,上海201200) 摘要:本文对注塑工艺中多级分段、制品黑点及模具温度三个典型问题作以全面深入的分析,介绍了改进大口径 pvc2u管件的生产方法,对改善pvc2u管件产品品质有一定的参考价值。 关键词:多级分段; 制品黑点; 模具温度; 大口径管件 中图分类号:tu532文献标识码:b文章编号:1004-1672(2004)01-0039-03 someissuesconcerninginjectionmouldingofpvc2upipefittings/xudian/huaya(wuhu)plasticco.,ltd. abstract:overallanalysiswasmadeofthreety
编辑推荐下载
格式:pdf
大小:255KB
页数:4P
人气:83
 4.5
4.5
PVC-U管件注塑成型中的几个问题 本文对注塑工艺中多级分段、制品黑点及模具温度三个典型问题作以全面深入的分析,介绍了改进大口径pvcu管件的生产方法,对改善pvcu管件产品品质有一定的参考价值。
热门文档 建塑成型之PVC硬管
格式:pdf
大小:1.3MB
页数:2P
人气:83
4.8
PVC/Anion复合材料的滴塑与蘸塑成型微型试验探究 对anion负离子添加剂进行表面处理,通过掺杂共混的工艺调制出pvc/anion复合糊,利用滴塑、蘸塑技术制备出了释放负离子的制品,制品释放负离子数可达1000个/cm3以上。实验操作简单,快速安全,占用空间小,实验现象明显,并且试剂用量少,对环境无污染,学生们能够人人动手参与,对提高学生的综合素质有良好的效果。
格式:pdf
大小:26KB
页数:1P
人气:83
4.3
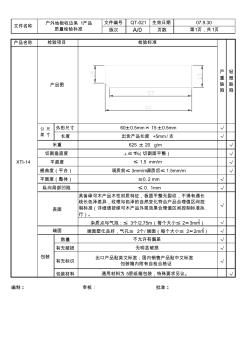
文件编号qt-021生效日期 版次a/0页数 产品名称 外形尺寸√ 长度√ √ √ √ √ √ √ √ √ √ 数量√ 有无破损√ 有无标识√ 包装材料√ 编制:审核:批准: 调质前≤3mm/m,调质后≤1.5mm/m 米重 平直度 切割垂直度 端面端面塑化良好,气孔≤2个/端面(每个大小≤2×2mm2) 表面 ≤0.1mm 具备绿可木产品木性材质特征,板面平整无裂纹,不得有通长 线长色泽差异,纹理与色泽的自然变化符合产品合理值区间控 制标准(详细请按绿可木产品外观效果合理值区间控制标准执 行)。 杂质点与气泡:≤3个/2.75m(每个大小≤2×3mm2) 通用材料为5层纸箱包装,特殊要求另议。 出口产品贴英文标签;国内销售产品贴中文标签 包装箱内附有自检合格证 无明显破损 尺 寸 公 差 平面度(整体)≤0.2mm 翘曲度(平台) ⊥
格式:pdf
大小:249KB
页数:5P
人气:83
4.6
软质聚氯乙烯管挤出成型工艺 聚氯乙烯塑料软管是以悬浮法聚氯乙烯树脂为主要原料,加入一定比例的增塑 剂、稳定剂、润滑剂及其他一些辅助原料,经混合均匀后造粒,然后用挤出机塑化 熔融而挤出成型的一种塑料制品。 1聚氯乙烯软管的特性与应用 (1)聚氯乙烯软管的特性由于聚氯乙烯软管是由多组分原料经混合后挤出 成型,所以它的特性是可变的,这取决于用原料配方中各种原料的组分比例大小。 通用型pvc软管的特性与普通硬质pvc管的特性相同,也具有化学稳定性好、耐 各种化学液体的腐蚀、电绝缘性能优良、可制成各种颜色等特点,但由于成型用料 配方中有增塑剂,所以这种塑料管柔软,可以任意弯曲。这是它不同于聚氯乙烯硬 管之处。 (2)聚氯乙烯软管的应用主要是用来代替橡胶管输送各种液体,作电缆套管及电线用 绝缘护套管等。 2聚氯乙烯软管挤出成型生产线及工艺顺序 聚氯乙烯软管用挤出机成型生产线设备组成如图
格式:pdf
大小:49KB
页数:7P
人气:83
4.8
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 1 成型加工---加工參數 鑄模條件 表4提供典型的射出成型條件。這些條件是基於研究往復式螺桿射出成型機一般的螺桿10oz (280g)的射出能力,與175噸的鎖模力容量。測試板厚範圍從0.065~0.0125英吋(1.6~3.0 公釐) 熔融溫度 熔融溫度是最終產品物理性質的臨界因子,第二是樹脂含水量。熔融溫度是決定於許多變數, 例如機械容量,射出尺寸比率,螺桿的設計,模具和塑件的設計,及成形所需時間(週期)。 一般而言,溫度控制應該適用於確定材料經過漸進的熔融程序、冷卻器後區溫度與加熱器前 區的溫度。這也是最小的粒料黏住螺桿。 相反的溫度偶而會用於補償不適當的螺桿設計,減低機械所需之電流或力矩,補償機械短 的壓縮比。由於塑膠螺桿會導致摩擦熱,材料溫度可以高於設定溫度10~200f(6
精华文档 建塑成型之PVC硬管
格式:pdf
大小:71KB
页数:2P
人气:83
4.4
硬PVC注塑管件成型工艺探讨 随着我国建筑业的不断发展,市场对硬pvc管材及其配件的需求量日益增加,许多乡镇企业纷纷上马硬pvc注塑生产线,但由于技术力量薄弱,生产的产品质量差,废品率高,严重影响企业的效益,为此本文特提出硬pvc管件的注塑工艺,供读者参考。1注射机的选择由于硬p...
格式:pdf
大小:22KB
页数:1P
人气:83
4.7
pvc塑料网www.***.***全球领先的pvc塑料贸易及技术综合服务平台 官方网站:www.***.***全国服务电话:400-0049-123 pvc硬管配方设计主要原则和步骤 氯乙烯硬管配方设计并无简单的公式或模式,大部分是利用较成功的已知配方或 所谓基础配方,在制品生产中,根据实际情况,利用一些设计原则加以调整,逐 步形成生产用实际配方。 聚氯乙烯硬管配方设计的主要原则和步骤,归纳如下: (1)首先要弄清楚管材的具体用途和特点,结合产品性能要求,确定聚氯乙烯 树脂型号,热稳定剂类型以及配方中是否添加增塑剂(原则上聚氯乙烯硬管中不 加增塑剂或控制在较低用量)和抗冲击改性剂。找出类似的基础配方作为参考。 (2)要明白管材生产所用设备情况,诸如:是单螺杆还是双螺杆挤出机?是大 型机还是小型机?是屏障性螺杆结构还是分离型螺杆结构?根据设备和模具结 构特点,在
格式:pdf
大小:197KB
页数:10P
人气:83
4.5
2017-2023年中国pvc半硬管行 业发展研究报告 中国市场调研在线 中国市场调研在线2017-2023年中国pvc半硬管行业发展研究报告 行业市场研究属于企业战略研究范畴,作为当前应用最为广泛的咨询服务,其研究成果以报 告形式呈现,通常包含以下内容: 一份专业的行业研究报告,注重指导企业或投资者了解该行业整体发展态势及经济运行状 况,旨在为企业或投资者提供方向性的思路和参考。 一份有价值的行业研究报告,可以完成对行业系统、完整的调研分析工作,使决策者在阅读 完行业研究报告后,能够清楚地了解该行业市场现状和发展前景趋势,确保了决策方向的正确性 和科学性。 中国市场调研在线cninfo360.com基于多年来对客户需求的深入了解,全面系统地研究了该 行业市场现状及发展前景,注重信息的时效性,从而更好地把握市场变化和行业发展趋势。 中国市场调研在线2017-2023年
格式:pdf
大小:174KB
页数:1P
人气:83
4.7
PVC低压输水硬管的简易维修方法 一、胎补法。该方法适用于水平长度小于10cm的裂缝或砂眼漏水。具体操作方法:首先根据漏水湿润土的位置找出管道漏水处,排出管内积水,用干布将管面擦干并用砂纸打毛粘结面。选一块同型号的pvc管
最新文档 建塑成型之PVC硬管
格式:pdf
大小:572KB
页数:16P
人气:83
4.7
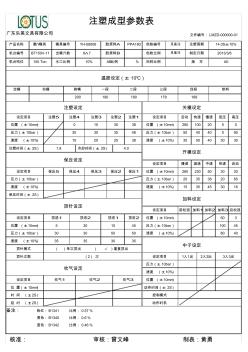
广东乐美文具有限公司 备注: 注塑成型参数表 文件编号:lmzd-000000-01 产品名称酷y模具模具编号yh-09006胶原料appa180色粉编号见备注注塑周期14.0s±10% 机台编号bt150v-11出模穴数8∧7胶原料b色粉比例见备注制定日期2013/3/6 机台吨位150ton水口比例10%ab比例%回料比例 动模射嘴一段 版本a0 温度设定(±10℃) 200190 二段三段四段烘料定模 注塑2注塑1设定项目启动 180178168 快速慢速低压高压 注塑设定关模设定 设定项目注塑5注塑4注塑3 503038位置(±10mm)280 压力(±10bar)3030 100
格式:pdf
大小:639KB
页数:25P
人气:83
4.8
1 广东石油化工学院 课程设计说明书 题目塑料成型模具设计 专业:机电工程学院 班级:材控11-1 学生:梁开森 学号:11024180121 指导教师:罗宇玲 完成时间:2014年9月1日至2014年9月26日 2 《塑料成型模具设计》课程设计任务书 机电工程学院材料成型及控制工程专业班学生 一、课程设计题目:制订图示塑料制件的工艺规程并设计其成型模具 二、原始设计资料:按附图及要求(或实物+技术要求) 给定生产批量:大、或中、或小批量 三、设计工作起止日期:20年月日——20年月日 四、设计内容要求: 1.明确设计任务,确定成型工艺,选择成型设备; 2.确定成型模具的结构方案; 3.计算成型模具零件的工作


格式:pdf
大小:59KB
页数:6P
人气:83
4.7
硬pvc管材的挤出成型 班级:高材0911 姓名:华平 学号:21 常州工程职业技术学院 一、配方 配方一: pvc(sg5)100份 三碱式硫酸铅3份 硬脂酸铅1份 硬质酸钡份 石蜡份 炭黑份 轻质碳酸钙5份 配方二: pvc(sg5)100份 acr份 三碱式硫酸铅份 硬脂酸铅份 硬脂酸钡份 硬质酸钙份 硬脂酸份 颜料适量 二、pvc管材生产线的工艺流程 生产流程原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆 挤出机→挤出模具→定径套→喷淋真空定型箱→浸泡冷却水箱→油墨印字 机→履带牵引机→抬刀切割机→管材堆放架→成品检测包装 三、pvc管材生产线设备 (1)原料混合:是将pvc稳定剂、增塑剂、抗氧化剂等其它辅料,按 比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设 定工艺温度,然后经冷混机将物料降至4
格式:pdf
大小:18KB
页数:6P
人气:83
4.3
硬质pvc管材成型 塑料管材是塑料制品中的大宗产品,而硬质聚氯乙烯管材的产量占整个塑料管材的55%以上。硬质pvc 管材与金属管材、水泥管材等传统管材相比,具有密度小、易着色、不需涂装、耐腐蚀、热导率低、绝缘 性能好、能耗低、流动阻力小、内壁不结垢、施工安装和维修方便等优点。由于硬质pvc管材在国内市场 潜力很大,因而生产也急剧扩张,为此,笔者总结了多年从事塑料管材制造的经验,就硬质pvc管材配方、 工艺的设计进行论述。 1、配方设计 硬质pvc管材的配方设计主要有3个方面的工作:确定稳定剂系统、润滑剂配合设计和加工改性剂的选 用。此外,pvc树脂、填充剂、紫外线吸收剂、着色剂等原料的选用也直接影响产品的性能。 1、1稳定剂系统的确定及用量 在硬质pvc管材生产中通常使用铅盐稳定剂、有机锡稳定剂、金属皂类稳定剂、烯土复合稳定剂等。铅 盐稳定剂是这几

格式:pdf
大小:109KB
页数:未知
人气:83
4.8
Moldflow在某管状零件注塑成型中的应用 通过moldflow软件,分析某管状零件的注塑模具cae优化过程。整个过程是借助moldflow软件对此零件进行模流分析来完成的,进行了模型的网格划分优化,注塑机的选取,参数的校核,浇注系统及冷却系统等设计。完成后对其注塑过程进行分析,对成型过程进行了多方面的仿真分析设计,提高了模具设计及注塑工艺的有效性。根据moldflow在工业实践中的大量应用,这种设计方法能够大大缩短研究时间,缩减模具设计周期,有效地保证模具设计质量和试模成功率,提高生产效率,获得结构稳定,性能良好的塑件。
格式:pdf
大小:49KB
页数:3P
人气:83
4.5
pvc塑料管材成型工艺及设备 李立新,周泽魁 (浙江大学控制系, 浙江杭州310027) 摘要:介绍了pvc塑料管材单螺杆以及双螺杆成型工艺,挤出关键设备的选用,对实际生产具有指导价值。 关键词:pvc塑料管材;成型工艺;螺杆 中图分类号:tu532 文献标识码:b 文章编号:1004-1672(2002)03-0029-03 当前生产塑料管材及附件的大部分企业技术力 量较弱,产品合格率较低,这几年各地技术监督局抽 检结果已经说明了问题。笔者从事pvc管材及附 件的成型工艺研究及质量检测多年,现将pvc管材 生产工艺介绍给相关企业,相互学习,共同提高。 1 pvc塑料管材成型工艺 pvc塑料管材成型为挤出成型,挤出过程分两 个阶段:第一阶段是使固态塑料塑化并在加压下使 其通过特殊形状的口模
文辑创建者
我要分享 >
职位:土建安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐