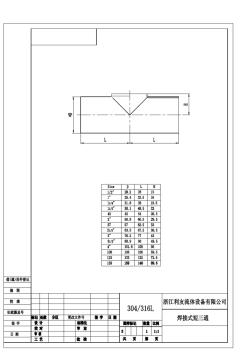
减温器12Cr1MoVG集箱三通焊接裂纹补焊修复
2025-01-18
针对超超临界发电机组锅炉Ⅰ级减温器12Cr1MoVG钢集箱三通焊接接头出现裂纹的问题,讨论12Cr1MoVG钢的焊接性和集箱三通焊接接头裂纹修复的技术难点,详细介绍从焊前准备到焊后检验整个过程的焊接规范和焊后热处理工艺。焊接检验结果表明该补焊修复工艺可以保证减温器12Cr1MoVG钢集箱三通焊接接头的补焊修复质量。

 12Cr1MoVG钢制三通焊接接头的失效原因
12Cr1MoVG钢制三通焊接接头的失效原因 12cr1movg钢是一种广泛应用于电站,具有较高的热强性能和持久塑性的低合金耐热钢,是用来制造壁温不大于580℃的过热器及再热器管子及壁温不大于540℃的导管、集箱、管道的主要材料。该钢合金总含量小于5%,但其所含cr、mo合金元素的固溶强化作用和所含v合金元素与c结合形成vc等碳化物起到的弥散强化作用,使该钢保持较高的组织结构稳定性和持久强度。

12Cr1MoVG大口径厚壁管三通焊口裂纹产生原因分析与处理
编辑推荐下载
格式:pdf
大小:140KB
页数:未知
人气:89
 4.4
4.4
150 mm厚吊耳板焊接裂纹修复 150mm厚q345c吊耳板整条开裂,通过焊接性分析,采用合理的焊接工艺,成功的将裂纹进行了修复,为厚板的焊接及裂纹修复提供了经验。
格式:pdf
大小:719KB
页数:2P
人气:89
4.5
钢结构厚板焊接裂纹的补焊技术 针对某建筑钢结构焊接施工过程中出现的裂纹,分析了产生的原因,并在其补焊可行性分析的基础上,提出了切实可行的裂纹焊接修复工艺方案,补焊修复获得成功。
热门文档 减温器12Cr1MoVG集箱三通焊接裂纹补焊修复
格式:pdf
大小:100KB
页数:未知
人气:89
4.7
12Cr1MoVG低合金耐热钢管焊接工艺 在石化项目施工中,其锅炉工艺配管大量使用12cr1movg低合金耐热钢材料,以保证高温高压设备长期工作的可靠性和经济性以覆施工焊接质量。通过查阅相关资料,针对耷159×16mm低合金耐热钢管焊接性分析及焊接特点,进行了焊接工艺评定试验,制定了合理的焊接工艺。
格式:pdf
大小:943KB
页数:4P
人气:89
4.4
三通管焊接裂纹周围各场的数值模拟 由于裂纹尖端的奇异性,应用解析法求解复杂裂纹周边的位移场和应变应力场几乎不可行,然而可以采用数值法,借助ansys软件,对裂纹前缘、边缘的位移场和应变应力场进行模拟,模拟结果与断裂力学理论分析几乎一致。
精华文档 减温器12Cr1MoVG集箱三通焊接裂纹补焊修复
格式:pdf
大小:140KB
页数:2P
人气:89
4.4
150mm厚吊耳板焊接裂纹修复 150mm厚q345c吊耳板整条开裂,通过焊接性分析,采用合理的焊接工艺,成功的将裂纹进行了修复,为厚板的焊接及裂纹修复提供了经验。
格式:pdf
大小:88KB
页数:4P
人气:89
4.5
12cr1movg无缝钢管属于锅炉管是合金高压锅炉管,属于合金钢。是在优质碳素结构钢 的基础上,适当加入一种或数种合金元素,用来提高钢的力学性能、韧性和淬透性。此类钢 制造的无缝钢管被广泛用于液压支柱、高压气瓶、高压锅炉、化肥设备、石油裂化、汽车半 轴套、柴油机、液压管件等用管。 12cr1movg无缝钢管力学性能: 拉力强度mpa屈服点mpa伸长率(%)拉力强度mpa屈服点mpa伸长率(%) 12cr1movg470~640,255,21440,25519 (1)优质碳素结构钢钢号有20g、20mng、25mng。 (2)合金结构钢钢号15mog、20mog、12crmog、15crmog、12cr2mog、12cr1mov、12crmovg、 12cr3movsitib等。 (3)有锈耐热钢常用1cr18ni9、1cr18ni11nb锅炉
格式:pdf
大小:461KB
页数:3P
人气:89
4.4
铝合金车体焊接裂纹修复工艺 通过对铝合金车体侧墙补块焊接工艺、生产环境和操作因素的分析,找出了焊接裂纹产生的原因,制定了合理的焊接返修工艺,确定了合理的工艺参数,保证了铝合金车体的焊接质量。
最新文档 减温器12Cr1MoVG集箱三通焊接裂纹补焊修复
格式:pdf
大小:420KB
页数:4P
人气:89
4.4
ZG20CrMoV钢三通裂纹原因分析和焊接修复技术 文章对主蒸汽管道中的铸钢件三通的裂纹产生原因,从管系结构、铸造工艺、缺陷性质等环节上进行了分析。叙述了三通的焊接修复技术的焊接工艺以保证焊接质量,并对同类问题的处理具有极其重要的参考价值和指导意义
格式:pdf
大小:345KB
页数:3P
人气:89
4.6
300MW电站锅炉高温过热器集箱出口三通焊接修复 为保证成功修复电站锅炉高温过热器集箱出口厚壁三通裂纹缺陷,采用合理调整支吊架、小焊接工艺参数、焊后立即机械锤击和增加热处理功率等减小焊接残余应力的措施,最终实现了一次性修复成功。该修复工艺为修复电站锅炉大壁厚合金件提供了借鉴。
格式:pdf
大小:16KB
页数:3P
人气:89
4.7
H型钢焊接裂纹探讨 文章分析了某厂h型钢钢结构加工过程中产生裂纹的原因,提出了解决裂纹的工艺措施,取得了较好的效果,可为同类h型钢钢结构施工提供有益的借鉴。

格式:pdf
大小:101KB
页数:2P
人气:89
4.7
ZG15Cr1Mo1V铸钢水压堵阀裂纹的焊接修复 华亭发电有限责任公司1号机组的dg480/13.73-ⅱ2型一次中间再热、单汽包、自然循环、汽冷式旋风分离器循环流化床锅炉配置nzk145-13.2/535/535型超高压、一次中间再热、单轴、冲动式、双缸双排汽、直接空冷凝汽式汽轮机,锅炉汽包工作压力14.95mpa,过热蒸汽出口压力13.73mpa,过热蒸汽温度540℃。
格式:pdf
大小:374KB
页数:6P
人气:89
4.7
2A14铝合金法兰焊接裂纹修复 铝合金以其良好的力学性能、防锈性能和轻量化而被广泛用于航空、航天等领域。但铝合金特有的物理-化学性质导致其焊接性极差,极易产生气孔、裂纹等焊接缺陷。主要对2a14铝合金法兰焊接裂纹的产生原因和补焊工艺特点,各种注意事项以及对铝合金焊接裂纹补焊工艺规范进行了详细讨论和探索,同时制定了严格的和细化的补焊工艺流程,完成了该法兰的补焊操作。
格式:pdf
大小:84KB
页数:4P
人气:89
4.4
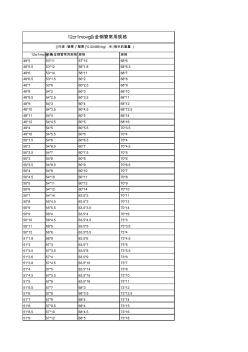
12cr1movg合金钢管常用规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*4 50*254*6.560*770*4.5 50*2.554*760*7.5
格式:pdf
大小:336KB
页数:3P
人气:89
4.7
水电设备转子支架焊接裂纹的分析与修复 对于初次将mag焊接方法用于观山水电设备转子支架焊接过程中产生的裂纹原因进行了分析,指出了影响焊接缺陷的各种因素,通过选择合理的焊接方法、预热温度、焊接顺序以及焊后热处理等工艺措施,最终圆满地完成了水电设备转子支架的焊接修复。
格式:pdf
大小:590KB
页数:4P
人气:89
4.4
双相不锈钢翻边锥体焊接裂纹及修复 介绍了sa240-s31803双相不锈钢翻边锥体焊接裂纹的产生,冷成形后固熔处理快速水冷却时应注意的事项。
文辑创建者
我要分享 >
职位:机电安装施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐