基于MasterCAM压克力手板数控加工方法
2024-05-04
利用MasterCAM软件,对压克力材料的灯罩手板进行了数控加工的程序编制和数控仿真。特别就装夹和加工操作过程进行了具体的描述,为在数控机床上加工非金属材料提供了有价值的参考。

 基于MasterCAM的异形法兰盘设计及数控加工
基于MasterCAM的异形法兰盘设计及数控加工 mastercam是集cad/cam于一体的软件,其为数控加工行业提供了从造型设计、刀径轨迹生成、加工仿真和g代码生成等一体化的解决方案,现已广泛应用到数控加工领域。利用mastercam软件,可以自动完成零件的建模和g代码的生成,大大降低编程员的工作量。特别是复杂曲面的数
【40】第28卷第1期2006-01 制造业自动化 基于step-nc数控加工的研究 樊留群1, 马玉敏2, 陆剑峰2, 张 浩2 (1. 同济大学中德学院; 2. 同济大学cims研究中心, 上海 200092) 摘要:step-nc技术是step标准在制造领域的应用,它定义了一种新的数控程序标准。首先介绍 了step-nc的概念、数据模型和文件格式,对step-nc控制器进行了研究,提出了step- nc控制器应实现的功能和框架结构。探讨了step-nc的出现对制造信息化的影响,提出了 基于step-nc的制造系统的闭环模式,研究了基于step-nc的智能化、网络化的实现方法, 最后对其发展进行了展望。 关键词:step-nc; cnc控制器; 制造信息 中图分类号:tp273文献标识码:b 文章编号:1009-0134(2006)01
编辑推荐下载

格式:pdf
大小:122KB
页数:19P
人气:66
 4.7
4.7

内蒙古工业大学本科毕业设计外文文献翻译 1 numericalcontroltechnologyandequipping developmenttrendandcountermeasure zhaochang-mingliuwang-ju(cncmachiningprocessand equipment,2002,china) abstract:equiptheengineeringlevel,levelofdeterminingthewholenational economyofthemodernizeddegreeandmodernizeddegreeofindustry,numerical controltechnologyisitdevelopnewdevelopingnewhigh
热门文档 基于MasterCAM压克力手板数控加工方法
格式:pdf
大小:874KB
页数:5P
人气:66
4.5
基于RBF神经网络的难加工金属材料数控加工控制方法研究 针对钛合金等难加工金属材料数控加工存在的问题,采用rbf神经网络开发了难加工金属材料数控加工神经网络控制方法,并结合数控加工设备建立了难加工金属材料实时监控系统.应用效果表明,对难加工材料数控加工进行rbf神经网络控制后,加工工件表面粗糙度误差和圆度误差比难加工材料传统数控加工方法要低很多,表面粗糙度平均误差降低50%以上,圆度平均误差降低70%以上.
格式:pdf
大小:303KB
页数:3P
人气:66
4.5
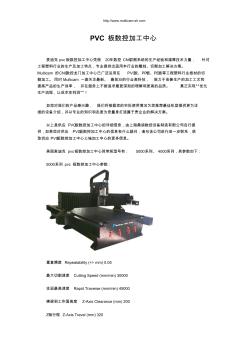
http://www.***.*** pvc板数控加工中心 麦迪克pvc板数控加工中心凭借20年数控cnc切割系统的生产经验和雄厚技术力量,针对 工程塑料行业的生产及加工特点,专业提供出适用本行业的雕刻、切割加工解决方案。 multicam的cnc数控龙门加工中心已广泛运用在pvc板、pp板、pe板等工程塑料行业板材的切 割加工。同时multicam一直关注最新、最前沿的行业高科技,致力于改善生产的加工工艺和 提高产品的生产效率,并在服务上不断追求着更深刻的理解和更高的品质。真正实现“优化 生产流程,让成本变利润”! 如您对我们的产品感兴趣,我们将根据您的实际使用情况为您推荐最佳机型提供更为详 细的设备介绍,并以专业的知识和态度为您量身打造属于贵企业的解决方案。 以上是供应pvc板数控加工中心的详细信息,由上海鼎迪数控设备制造有限公司自行提
格式:pdf
大小:16KB
页数:5P
人气:66
4.5

河南机电高等专科学校 数 控 实 训 报 告 系部: 专业: 班级: 学生姓名: 学号: 实训报告 在大学的最后一段时间,我有幸参加了数控实训。通过这次学习实践,使我 对数控的掌握从当初的朦胧不懂到如今的熟悉并会操作机床,加工零件这次数控 中级培训对我来说,这是一次提高、一次借鉴、一次实践,使我在大学的学习中 深感收获巨大,这将受益终生。 近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的 各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝高质量, 高精度,高成品率,高效率方向发展,最重要的一点是还可以利用现有的普通车 床,对其进行数控化改造,这样可以降低成本,提高效益。 普通机床经经历了近两百年的历史。随着电子技术、计算机技术及自动化, 精密机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床一一数 控机床。数控机床一经使用就显示出
格式:pdf
大小:14KB
页数:5P
人气:66
4.6
一、引言 近年来数控技术得到了迅猛的发展,控制系统由早期的硬件连接方式发展到现在的基于 pc的开放式数控系统。尽管硬件技术和软件技术的飞速发展给cnc的高速/高精度加工奠 定了基础,但目前nc加工中所采用的编程方式还是基于半个世纪前所开发的iso6983(g/m 代码)标准,这种代码仅仅包括一些简单的运动指令(如g01、g02)和辅助指令(如m03、m08), 而不包含零件几何形状、刀具路径生成、刀具选择等信息,使得cnc与cad/cam通道之 间形成瓶颈。数控加工中编程困难、设计与加工等信息不能完全共享的问题限制了数控系统 的进一步发展,使其面临新的变革。 为了解决这些问题,欧共体于1997年提出了optimal计划,将step(standardforthe exchangeofproductmodeldate,iso

精华文档 基于MasterCAM压克力手板数控加工方法
格式:pdf
大小:85KB
页数:7P
人气:66
4.5
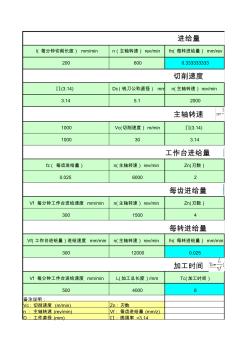
l(每分钟切削长度)mm/minn(主轴转速)rev/minfn(每转进给量)mm/rev 2006000.333333333 ∏(3.14)dc(铣刀公称直径)mmn(主轴转速)rev/min 3.145.12000 1000vc(切削速度)m/min∏(3.14) 1000303.14 fz(每齿进给量)n(主轴转速)rev/minzn(刃数) 0.02560002 vf每分钟工作台进给速度mm/minn(主轴转速)rev/minzn(刃数) 30015004 vf(工作台进给量)进给速度mm/minn(主轴转速)rev/minfn(每转进给量)mm/min 300120000.025 vf每分钟工作台进给速度mm/minl(加工总长度)/mmtc(加工时间) 50040008 v
格式:pdf
大小:9KB
页数:2P
人气:66
4.8
数控加工实训总结 过近一周来我对数控加工实训的学习,使我对数控铣加工及编程有了更深的 认识,在这段时间里让我受益非浅。在车间老师的细心指导和同学的帮助下,在 本次实训过程中我顺利加工了一个工件出来,虽然工件的尺寸精度不太理想,但 我还会继续努力的。在这次实训的同时,刚好我隔壁机床是数控班的同学也在实 训,通过交流,得知他们实训的加工程序全是用自己手动编程的,而我们用的全 部都是通过编程软件自动编程的。这次数控加工实训,让我深深的了解:数控自 动编程比手动编程大大的降低了编程的时间和难度,既提高了效率又减少劳动强 度。 此次实训的主要实训目的和要求; (1)、对各种零件进行工艺分析及程序编制,并熟悉机床操作面板。 (2)、对所操作的数控系统能熟练掌握,并能在数控机床上进行加工操作及调试。 (3)、能正确处理加工和操作中出现的相关问题。 (4)、实训应在老师的指导下
格式:pdf
大小:283KB
页数:12P
人气:66
4.6
数 控 加 工 实 训 报 告 姓名: 班级: 学号: i 一、数控车实训................................................................-1- 二、数控线切割实训............................................................2 三、数控铣实训....................................................................5 四、学习后的体会................................................................9 -1- 一、数控车实训 1、数控车机床型号:为ck626型机床,ck6140,c——机床类别代号,
格式:pdf
大小:1.4MB
页数:3P
人气:66
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:185KB
页数:2P
人气:66
4.5

本文从数控加工要素时间分析出发,提出了几种定额标准的制定方法.文章对数控加工要素时间的概念、分类以及计算方法做出了介绍.并对几种计算方法的特点进行对比,指出不同条件下各种方法的优劣性.同时按照指定工时定额标准的原则,对要素时间的计算进行了创新设计.对数控加工定额标准指定方法的进一步研究提供了理论基础.
最新文档 基于MasterCAM压克力手板数控加工方法
格式:pdf
大小:297KB
页数:3P
人气:66
4.6
楼梯扶手弯头数控加工方法的精度分析 针对应用数控机床加工楼梯扶手弯头时,影响楼梯扶手弯头加工精度因素的问题,从影响机床的精度因素方面,影响机床刀具和工件之间的相对位移关系因素中的刀具半径补偿功能及欠切量、过切量等方面,分析了影响楼梯扶手弯头加工精度的原因,并对具体原因提出了相关的解决措施。
格式:pdf
大小:2.2MB
页数:30P
人气:66
4.4
1 编号 实训报告 题目:数控加工与编程实训专周 学生姓名: 学号: 系别 专业: 班级: 指导教师: 四川交通职业技术学院 20010年12月9日 2 目录 一、实训目的.........................................3 二、实训内容.........................................3 三、实训要求.........................................3 四、实训成果 1.学习情境一芯轴的数控加工......................3 2.学习情境二螺塞的数控加工......................8 3.学习情境三轴套的数控加工......................13 4.学习情境四开关盒的数控加工.....
格式:pdf
大小:262KB
页数:3P
人气:66
4.4
橱柜门数控加工的定位夹紧原则与方法 针对橱柜门传统加工工序繁杂和效率低的问题,通过对橱柜门结构特点和加工工艺的分析,提出了一种新的橱柜门定位夹紧方法。该方法大大提高了产品质量和生产效率,对实现橱柜门数控加工的规模化具有重要意义。

格式:pdf
大小:391KB
页数:3P
人气:66
4.3
基于宏程序的多头蜗杆数控加工研究 针对多头蜗杆在加工中,存在切削力过大,刀具磨损严重,对操作技术人员要求较高,而且加工质量难以保证等一系列问题。通过对螺纹车刀刀具的几何角度、蜗杆加工时的切削方法以及切削用量的选择进行了系统分析和优化设计,充分发挥数控机床的功能参数特点,将数控切削中普通螺纹加工的循环指令与制造工艺技术灵活运用,开发出适用于大螺距的各种类型的特殊螺纹加工方法的宏程序,极大地拓展了数控机床的加工范围,实现了数控机床的二次开发。

格式:pdf
大小:402KB
页数:2P
人气:66
4.3
电火花加工用石墨电极的数控加工方法研究 本文对电火花加工用石墨电极的结构特征进行了加工工艺分析,对其数控加工工艺做了研究,介绍了石墨电极的数控加工方法,解决了石墨电极数控加工中容易出现的崩角等问题,对石墨电极的加工规范做了探讨。
格式:pdf
大小:1.1MB
页数:21P
人气:66
4.5
郑州电力职业技术学院 课程设计说明书 题目机电一体化技术与系统课程设计 --数控加工中心刀具换刀系统的设计 系别机电工程 专业机电一体化 班级机电四班 姓名 设计时间2012/4/17 指导教师刘光定 二o一二年四月十七日 郑州电力职业技术学院 课程设计说明书 -1- 课程设计任务书 一.设计任务 本课程取自数控加工中心刀具库的自动控制实验。因原有的刀具库控制方 式过于陈旧、功能过于单一且智能度不高。效率较低并且指示灯不合理,对 刀成功后没有正确与否的提示。针对原有功能的不足提出自己的改进方法。 对位成功的进行指示灯闪烁提示,调取不是当前工位的道时,系统能根据调 取刀具的大小自动选择最佳刀盘转动发向,以提高取刀效率。 改进的基本特征: 1.档
格式:pdf
大小:126KB
页数:未知
人气:66
4.5
变速箱箱体数控加工工艺分析 以变速箱箱体数控加工为例,从零件工艺分析入手,阐述了变速箱箱体的数控加工:拟定加工方案、选择合适刀具、确定切削用量。产品质量和精度与加工工艺息息相关,说明了控制加工精度的方法,对数控加工具有一定的参考价值。
格式:pdf
大小:315KB
页数:3P
人气:66
4.3
地铁配件牵引板的数控加工工艺分析 中国南车南京浦镇车辆有限公司主要承担各型铁路运营车辆和地铁车辆及其他新型城市轨道交通车辆的生产制造,公司车间主要对各类客车及地铁车辆配件行机加工,地铁配件牵引板是地铁焊接构架基础件,文章就地铁配件牵引板的数据加工工艺进行简单分析。
文辑创建者
我要分享 >
职位:管道工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐