减压阀阀瓣的数控加工工艺分析与编程
2024-06-01

蒸汽用减压阀的技术指标 杭州瓦特节能工程有限公司技术部李少鹏 本文载自www.***.*** 蒸汽用减压稳压阀主要用途: 根据工艺所需的压力在不需要任何外界动力的情况下自动控制蒸汽的流量,目的是保 证产品的质量和生产的连续自动和稳定,保证设备工作的安全性;并最大限度地利用蒸汽 所含能源。 蒸汽薄膜控制阀与一般控制阀要求有较大不同: 介质高温高压,一般压差也比较大; 蒸汽内一般含水,有冲刷、汽蚀和空化的可能; 蒸汽加热流量变化往往比较大,有时,控制阀需要长期工作在低负载工况; 蒸汽减压阀有时需要面对可能的水锤或停机积水腐蚀。 蒸汽减压阀对关闭性能有一定要求,蒸汽的泄漏意味着压力上升。 蒸汽用减压稳压阀关键要求: 1.由于控制介质为高温高压且含水的高速流体---蒸汽,对控制主阀要求耐冲 蚀、耐汽蚀,阀芯阀座要求全部采用高硬化处理的316l,或硬质合金;阀
 基于Pro/E减压阀阀座注射模设计
基于Pro/E减压阀阀座注射模设计 通过分析减压阀阀座的结构和特点,运用pro/e软件对产品建模,并准确、快速生成模具型芯和型腔。采用pro/e和emx进行模架设计及模具零件的设计、装配。实践证明,采用pro/e大大缩短了设计周期,提高生产效率,保证塑件质量符合设计要求。
编辑推荐下载

格式:pdf
大小:2.2MB
页数:30P
人气:55
 4.4
4.4
1 编号 实训报告 题目:数控加工与编程实训专周 学生姓名: 学号: 系别 专业: 班级: 指导教师: 四川交通职业技术学院 20010年12月9日 2 目录 一、实训目的.........................................3 二、实训内容.........................................3 三、实训要求.........................................3 四、实训成果 1.学习情境一芯轴的数控加工......................3 2.学习情境二螺塞的数控加工......................8 3.学习情境三轴套的数控加工......................13 4.学习情境四开关盒的数控加工.....
热门文档 减压阀阀瓣的数控加工工艺分析与编程
格式:pdf
大小:739KB
页数:3P
人气:55
4.4
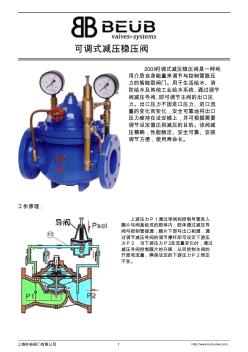
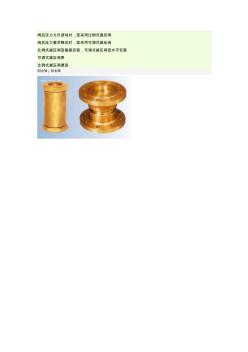
可调式减压稳压阀 200x可调式减压稳压阀是一种利 用介质自身能量来调节与控制管路压 力的智能型阀门。用于生活给水、消 防给水及其他工业给水系统,通过调节 阀减压导阀,即可调节主阀的出口压 力。出口压力不因进口压力、进口流 量的变化而变化,安全可靠地将出口 压力维持在设定植上,并可根据需要 调节设定值达到减压的目的。该阀减 压精确,性能稳定、安全可靠、安装 调节方便,使用寿命长。 上海标柏阀门有限公司1http://www.***.*** 工作原理: 上游压力p1通过球阀和控制导管进入 膜片与阀盖组成的腔体内;腔体通过减压导 阀与控制管接通;膜片下
格式:pdf
大小:422KB
页数:3P
人气:55
4.7
低压旁路调节减压阀阀芯裂纹成因分析及修复工艺 通过对美国cci公司生产的350mw机组的低压旁路调节门阀芯裂纹进行无损探伤及金属检验和技术分析,查明裂纹形成的原因,提出了修复方案。
格式:pdf
大小:1.5MB
页数:36P
人气:55
4.6
摘要 i 摘要 论文根据空压机吸气阀盖头零件的图纸及技术要求,对该零件进行了详细的 数控加工工艺分析,依据分析的结果,对该零件进行了数控加工工艺设计,并编 制了工艺卡片、数控加工工序卡片和刀具卡片等,空压机吸气阀盖头凸台零件较 复杂,所以运用手动和自动编程编制了该零件的数控加工程序。在工艺设计中充 分考虑了加工设备的选用,夹具的选择,加工顺序的安排、工步的划分,走刀路 线和切削用量的确定等。 关键词:阀盖工艺设计数控编程 目录 ii 目录 摘要..............................................................................................................................i 第1章绪论................................
格式:pdf
大小:576KB
页数:2P
人气:55
4.6
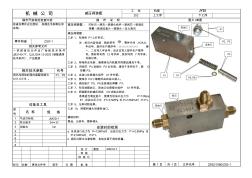
机械公司减压阀装配 工位机型jy25 z02上工序下工序 操作开始前的检查内容操作说明图片/草图 检查各零件应无型砂、铁屑及毛刺等任何 杂物。 减压阀装配:打标识→清洗→装接头组件→装阀芯→装调压 弹簧→装调压垫片→装接头→压力测试 减压阀装配: 工步1、在阀体p1上打标识。 注:标识内容包括:商标符号、零件代号jy25-6、 年份号、部件生产顺序号:□□□□□□□第 一、二位写入年份号;后五位写入部件生产顺序 号。商标符号用12号字体,其余均用7号字体。 并做记录。 工步2、将阀体去毛刺,清理阀孔内铁屑并用煤油清洗干净。 工步3、将阀芯p4及接头p2去毛刺、清洗干净并吹干,装o 形圈p3。 工步4、出油口处装接头组件a1并拧紧。 工步5、使阀芯p4小端朝外由回油口装入。 工步6、调压垫片p5、p6及装调压弹簧p
格式:pdf
大小:1.0MB
页数:15P
人气:55
4.8

液压阀门>>减压阀>>减压阀、单向减压阀型号总揽表 产品名称:减压阀、单向减压阀型号总揽表 产品型号: 产品口径:dn10-32 产品压力:25.0mpa 产品材质:铸铁、铸钢、不锈钢等 产品概括: 生产标准:国家标准gb、机械标准jb、化工标准 hg、美标api、ansi、德标din、日本jis、jpi、 英标bs生产。阀体材质:铜、铸铁、铸钢、碳钢、 wcb、wc6、wc9、20#、25#、锻钢、a105、f11、 f22、不锈钢、304、304l、316、316l、铬钼钢、 低温钢、钛合金钢等。工作压力1.0mpa-50.0mpa。 工作温度:-196℃-650℃。连接方式:内螺纹、外螺 纹、法兰、焊接、对焊、承插焊、卡套、卡箍。驱 动方式:手动、气动、液动、电动。 产品详细信息 减压阀rg-03 减压阀rg-06 减压阀rg-10
精华文档 减压阀阀瓣的数控加工工艺分析与编程
格式:pdf
大小:8KB
页数:3P
人气:55
4.3

一、减压阀 i减压阀(reducingvalve)是选用操控阀体内的启闭件的开度来调理介质的流量,绝对压 力变送器将介质的压力下降,还凭借阀后压力的效果调理启闭件的开度,使阀后压力坚持 在必定规模内,在进口压力不断改动的情况下,坚持出口压力在设定的规模内,维护这以后 的生计出产用具。 气体减压阀是气动调理阀的一个必备配件,首要效果是将气源的压力减压并安稳到一个 定值,以便于调理阀可以取得安稳的气源动力用于调理操控。 按布局方式可分为膜片式、绷簧薄膜式、活塞式、杠杆式、绝对压力变送器和波纹管式; 按阀座数目可人为单座式和双座式;按阀瓣的方位异样可分为正效果式和反效果式。 总归,溢流减压阀是靠进气口的节省效果减压,靠膜片上力的平衡效果和溢流孔的溢流 效果稳压;调理绷簧即可使输出压力在必定规模内改动。为避免以上溢流式减压阀徘出少数 气体对周围环境的污染,可选用不带
格式:pdf
大小:1.3MB
页数:3P
人气:55
4.4
数控加工自动化编程与仿真加工的应用研究 为了进一步探索数控加工自动化编程与仿真加工技术在数控自动化加工中的应用,首先对自动化编程与仿真加工技术进行了研究,并以车削零件以及箱体类零件两种常用零件为例探索了自动化编程与仿真加工技术的应用策略。试验研究发现,自动化编程与仿真加工技术能够有效提升数控加工效率与零件质量,应该在实际生产中进行大力推广。
格式:pdf
大小:148KB
页数:1P
人气:55
4.5
阀后压力允许波动时,宜采用比例式减压阀 阀后压力要求稳定时,宜采用可调式减压阀 比例式减压阀宜垂直安装,可调式减压阀宜水平安装 可调式减压阀贵 比例式减压阀便宜 向左转|向右转
格式:pdf
大小:6KB
页数:2P
人气:55
4.7

减压阀的结构 减压阀的结构: 1、or支管减压阀 支管减压阀的技术参数: 最高入口压力:16bar出口压力:1-5.5bar任意可调 连接方式:内螺纹/内螺纹口径:g3/8″-g3/4″可接g1/4″压力表 支管减压阀的结构: 阀体材质:黄铜镀镍阀芯:不锈钢 弹簧:碳钢密封材料:nbr橡胶 2、or超低压减压阀 超低压减压阀的技术参数: 最高入口压力:10bar出口压力:0-1bar任意可调 出厂压力设定:0.5bar 连接方式:内螺纹/内螺纹口径:g1/2″-g3/4″可接g1/4″压力表 超低压减压阀的结构: 阀体材质:黄铜阀芯:不锈钢 弹簧:碳钢密封材料:nbr橡胶 膜片:纤维填充丁腈橡胶 3、or膜片式减压阀 膜片式减压阀的技术参数: 最高入口压力:16bar出口压力:1.5-7bar任意可调 出厂设定:3bar 连接方式:内螺纹
最新文档 减压阀阀瓣的数控加工工艺分析与编程
格式:pdf
大小:417KB
页数:8P
人气:55
4.8

4.2减压阀的设计步骤 4.2.1主要结构尺寸的初步确定[7] (1)减压阀的进出口直径d0(单位为m) m042.0 614.3 120 1 4 ][ q4 0d vs s (2-9) 式子中:qs-阀的公称流量; [vs]-进出油口处油液的许用流速,一般取[vs]=6m/s。 所以,取进出口直径d0=48mm (2)主阀芯大直径d及中间小直径d1。适当增大主阀芯大直径d,可以 提高阀的灵敏度,降低压力超调量;可以提高开启压力,保证阀的压力稳定。不 过,d值过大时将会使阀的结构尺寸和阀芯质量加大、主阀上腔容积增加,导致 动态过渡时间延长。 从强度考虑:d1≥d/2(cm) 通过主阀芯与阀体间环形通道的流量公式为:vq22d1-d 4 ,上式中 流量q以公称流量qq代入,环形通道中油液流速v≤6m/s,取d1=d/2,则: q
格式:pdf
大小:226KB
页数:26P
人气:55
4.7

山东华宇职业技术学院 专科毕业设计(论文) 题目:轴类零件数控车削工艺分析及数控加工编程 轴类零件数控车削工艺分析及数控加工编程 1 轴类零件数控车削工艺分析及数控加工编程 摘要 随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一 些重要行业(it、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效 率、质量是先进制造技术的主题。高速、高精加工技术可极大地提高效率,提高 产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论 是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加 工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路 线等)也需要一些处理。并在加工过程掌握控制精度的方法,才能加工出合格的 产品。 本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装 方案的确定,刀
格式:pdf
大小:7KB
页数:3P
人气:55
4.5

a200可调式减压稳压阀 概述 减压稳压阀是采用控制阀体内开度来调节介质的流量,将介质的压力降低,同时借助阀后 压力的作用调节启闭件的开度,使阀后压力保持在一定范围内,在进口压力不断变化的情况 下,保持出口压力在设定的范围内,保护其后的生活生产器具。 当下游不用水时,向导阀驱动主阀关闭,保持下游压力在设定值(减静压)。 直接驱动式减压阀 1、用途 该阀装于压力过高的管线上,使阀后压力稳定的维持在一个设定值上,以满足下游 用户对水压的要求,同时保护管线及管线上的设备、附件不因超压而损坏。 2、技术要求 阀体为膜片驱动型。由膜片把控制室与阀体流道分隔。其中膜片为驱动的主要承压 部件,其抗拉强度应≥200kgf/cm2,且应保持良好的柔韧性,其厚度不应≥2mm。阀体 采用大流量设计,膜片感应面积要大,具有高灵敏度、高稳压性能。 当阀后压力低于设定压力时,膜片驱动阀芯开度增
格式:pdf
大小:126KB
页数:未知
人气:55
4.5
变速箱箱体数控加工工艺分析 以变速箱箱体数控加工为例,从零件工艺分析入手,阐述了变速箱箱体的数控加工:拟定加工方案、选择合适刀具、确定切削用量。产品质量和精度与加工工艺息息相关,说明了控制加工精度的方法,对数控加工具有一定的参考价值。
格式:pdf
大小:154KB
页数:4P
人气:55
4.4

工称压力出口压力 1.60.1~1.00.05~0.50.5~1.0 2.50.1~1.50.1~1.51.0~1.6 40.1~2.50.1~1.0 6.30.1~3.00.1~1.0 饱和蒸汽过热蒸汽压缩空气 0.5770.5460.528 减压阀理论流量g可以按照下述两种情况计算: (1)减压阀的种类 采用导阀放大作用使活塞带动阀瓣做升降运动的减压阀。使用范围较广,目前各厂生产的减压阀 三种:0.1~0.3mpa,0.2~0.8mpa,0.7~1.0mpa cva标准规定活塞式减压阀适用于pn1.6~6.3mpa。dn20~200mm。t<400的蒸汽管道。 减压阀的选用和计算 减压阀是通过启闭件的节流,将进口的高压介质降低到某个需要的出口压力,在进口压力及流量 同时,能够自动保持出口压力基本不变的自动阀门。 降运动的减压阀 3.波纹管式减压阀
格式:pdf
大小:186KB
页数:3P
人气:55
4.6
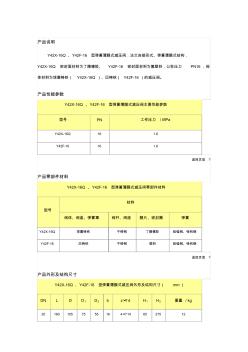
产品说明 y42x-16q、y42f-16型弹簧薄膜式减压阀:法兰连接形式、弹簧薄膜式结构, y42x-16q密封面材料为丁腈橡胶、y42f-16密封面材料为氟塑料,公称压力pn16,阀 体材料为球磨铸铁(y42x-16q)、灰铸铁(y42f-16)的减压阀。 产品性能参数 y42x-16q、y42f-16型弹簧薄膜式减压阀主要性能参数 型号pn工作压力/mpa y42x-16q161.6 y42f-16161.6 返回页首? 产品零部件材料 y42x-16q、y42f-16型弹簧薄膜式减压阀零部件材料 型号 材料 阀体、阀盖、弹簧罩阀杆、阀座膜片、密封圈弹簧 y42x-16q球墨铸铁不锈钢丁腈橡胶硅锰钢、铬钒钢 y42f-16灰铸铁不锈钢塑料硅锰钢、铬钒钢 返回页首? 产品外形及结构尺寸 y42x-16q、y
格式:pdf
大小:18KB
页数:3P
人气:55
4.4
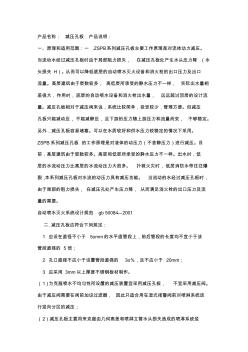
产品名称:减压孔板产品说明: 一、原理和适用范围:一.zspb系列减压孔板主要工作原理是对流体动力减压。 当流动水经过减压孔板时由于局部阻力损失,在减压孔板处产生水头压力降(水 头损失h)。从而可以降低底层的自动喷水灭火设备和消火栓的出口压力及出口 流量。高层建筑由于层数较多,高低层所承受的静水压力不一样,实际出水量相 差很大,作用时,底层的自动喷水设备和消火栓出水量,远远超过顶层的设计流 量。减压孔板相对于减压阀来说,系统比较简单,投资较少,管理方便。但减压 孔板只能减动压,不能减静压,且下游的压力随上游压力和流量而变,不够稳定。 另外,减压孔板容易堵塞。可以在水质较好和供水压力较稳定的情况下采用。 zspb系列减压孔板的工作原理是对液体的动压力(不含静压力)进行减压。目 前,高层建筑由于层数较多。高层和低层所承受的静水压力不一样。出水时,低 层的水流动压力比高层的
格式:pdf
大小:69KB
页数:4P
人气:55
4.5
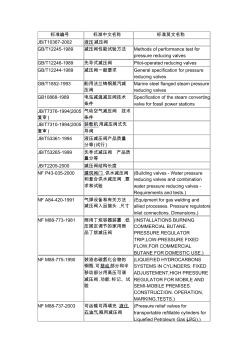
标准编号标准中文名称标准英文名称 jb/t10367-2002液压减压阀 gb/t12245-1989减压阀性能试验方法methodsofperformancetestfor pressurereducingvalves gb/t12246-1989先导式减压阀pilot-operatedreducingvalves gb/t12244-1989减压阀一般要求generalspecificationforpressure reducingvalves gb/t1852-1993船用法兰铸钢蒸汽减 压阀 marinesteelflangedsteampressure reducingvalves gb10868-1989电站减温减压阀技术 条件 specificationofthesteamconverting
文辑创建者
我要分享 >
职位:中级电气工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐