加压球磨反应罐筒体内衬瓦片焊接
2024-06-07

球磨机粉磨过程中球磨罐介绍 球磨机粉磨过程中球磨罐能够全封闭,所以既可以干磨,也可以湿磨; 还可以在磨罐内充入不同的气体,实现不同气氛下的粉体加工。研究 磨球的运动规律,有助于深入理解行星球磨机的粉磨机理,对科学实 验与实际生产中操作参数的优化有重要意义。 当行星磨中的磨球所受惯性力的合力在球磨罐径向上的分量指向罐 外时,磨球会受到球磨罐的支持力而不脱离球磨罐内壁;当磨球所受 惯性力的合力在球磨罐径向上的分量指向罐内时,磨球将脱离球磨罐 内壁内对侧撞击。 同时提高球磨罐的公转速度和自转速度或采用大直径的磨球可显著 增大磨球所受惯性力,从而使磨球能量显著提高,粉磨效果显著增强; 而改变球磨罐内径不会明显改变粉磨效果。 当球磨罐的自转角速度远大于公转角速度时,磨球将不会脱离球磨罐 而失去对物料的撞击作用。 振动筛由于其结构紧凑,分级脱水效率高,与磨矿机配合使用可以大 大提
c11000(t2)生化反应罐的氩弧焊接技术——通过生化反应罐的施焊总结、介绍了clio00㈨材质的施焊技术。
编辑推荐下载
格式:pdf
大小:12KB
页数:8P
人气:97
 4.7
4.7
球磨机粉磨过程中球磨罐能够全封闭 球磨机磨矿过程的力学实质既然是一功能转变过程,这就表明两木基 本事实,磨矿是增大物料表面能,当各次能徽转换效率不变时,要增 大生产率就必须增大输入的能址;提高各次能量转换效率同样能增加 物料表面能,即加土产率,这一事实正是节能的依据.而节约解矿能 耗的潜力是十分巨大的.只有对磨矿过程的力学原理有明确的认识, 球磨机才能科学地决定磨矿过程的技术参数,使畴矿过程高效率而低 消耗。球磨机粉磨过程中球磨罐能够全封闭,所以既可以干磨,也可 以湿磨;还可以在磨罐内充入不同的气体,实现不同气氛下的粉体加 工。研究磨球的运动规律,有助于深入理解行星球磨机的粉磨机理, 对科学实验与实际生产中操作参数的优化有重要意义。 剖析球磨机磨矿力学原理,球磨机从矿石破碎和磨碎过程的物理现象 以及几何特征分析,球磨机磨矿是碎矿的继续,但从热力学观点分析, 当行星磨中的磨球所
格式:pdf
大小:205KB
页数:5P
人气:97
4.8

球磨粉碎法 摘要:在理论上分析了球磨过程中物料粉碎的机理及所发生的物理化学变化,在工艺上探 讨了研磨方式、磨机转速、物料的装填系数、研磨时间及研磨助刑对研磨效率的影响。 一前言 自1880年陶瓷工业生产中使用球磨机粉碎物料以来已有100余年的历史了,尽管有少 数技术先进的国家因原料精制技术的发展而仅在陶瓷生产中用球磨机配料(只起混合作用), 但国内外绝大多数国家的陶瓷生产中仍广泛用球磨机来粉磨与混合陶瓷原料、坯釉料及颜料。 然而,陶瓷生产中球磨机的效率却很低——约1%,以致消耗了大量的能量。据统计, 陶瓷生产中约有40%的电能消耗在球磨工艺上。又由于球磨工艺对物料的颗粒形状、细度、 尺寸分布及物化性能、生产效率有重要的影响,故本文将对球磨工艺中的有关问题进行粗浅 的探讨。 二物料的粉碎机理 物料在球磨过程中被粉碎是由于研磨体对其冲击与研磨作用的结果。
热门文档 加压球磨反应罐筒体内衬瓦片焊接

格式:pdf
大小:29KB
页数:5P
人气:97
4.7
球罐焊接工艺 球罐焊接 施工组织设计工程名称第一卷球罐焊接工艺第1章第1节焊前准 备:焊前准备:16mnr钢的焊接性分析16mnr钢的焊接性分析16mnr钢属低 合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向,根据16mnr的焊 接cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm 16mnr钢的线能量范围12~50kj/cm,结合co2气体保护电弧焊t8/5冷却时间 线算图,初步确定预热温度范围为80~150℃时,t8/5>tp′。第2节焊接工 艺评定根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平仰焊、 立焊和横焊三种位置进行评定。评定项目如下:射线检验、拉伸试验、弯曲试 验、冲击试验(-12℃)。焊接工艺评定报告编号为q-4
格式:pdf
大小:450KB
页数:8P
人气:97
4.5
施工组织设计 第1页共8页 工程名称 第一卷球罐焊接工艺 第1章焊前准备: 第1节16mnr钢的焊接性分析 16mnr钢属低合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向, 根据16mnr的焊接cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据 板厚34mm16mnr钢的线能量范围12~50kj/cm,结合co2气体保护电弧焊t8/5冷却 时间线算图,初步确定预热温度范围为80~150℃时,t8/5>tp′。 第2节焊接工艺评定 根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平 仰焊、立焊和横焊三种位置进行评定。 评定项目如下: 射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。 焊接工艺评定报告编号为q-40(平仰焊) q-41(立焊) q-42(横焊) 第3节焊工的培训与考核
格式:pdf
大小:149KB
页数:7P
人气:97
4.6
球罐焊接工艺 第1章焊前准备: 第1节16mnr钢的焊接性分析 16mnr钢属低合金钢,供货状态为正火,pcm>0.25%,具有一定的冷裂倾向,根据16mnr的焊接 cct图可以看出,不产生马氏体的临界冷却时间tp′=26s,根据板厚34mm16mnr钢的线能量范围1 2~50kj/cm,结合co2气体保护电弧焊t8/5冷却时间线算图,初步确定预热温度范围为80~150℃ 时,t8/5>tp′。 第2节焊接工艺评定 根据gb4708-92《钢制压力容器焊接工艺评定》的要求,分别对平 仰焊、立焊和横焊三种位置进行评定。 评定项目如下: 射线检验、拉伸试验、弯曲试验、冲击试验(-12℃)。 焊接工艺评定报告编号为q-40(平仰焊) q-41(立焊) q-42(横焊) 第3节焊工的培训与考核 从事球罐焊接的焊工,必须经过严格的培训与考核,并取得劳动
精华文档 加压球磨反应罐筒体内衬瓦片焊接
格式:pdf
大小:471KB
页数:11P
人气:97
4.7
. 中国化学工程第九建设公司 容器制造公司 焊接工艺规程 规程编号:q-2004-1 产品编号: 名称:氮气球罐 图号:b0410 用户:阿克苏华锦化肥有限公司 编制:审核: 二00四年十一月十日 焊接工艺规程 焊接材料表 母材 焊条电弧焊smaw 焊条/规格烘干温度/时间 16mnr+16mnrche507/φ3.2350℃/1小时 16mnr+16mnrche507/φ4350℃/1小时 16mnr+16mnrche507/φ5350℃/1小时 容器技术特性 序号项目技术参数备注 1几何容积400m3 2内径9150mm 3容器类别ⅲ类 4材质16mnr 5壁厚4
格式:pdf
大小:1.7MB
页数:5P
人气:97
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
最新文档 加压球磨反应罐筒体内衬瓦片焊接
格式:pdf
大小:13KB
页数:2P
人气:97
4.4
不锈钢反应罐操作规程 一、使用前注意事项 1、检查不锈钢反应罐的玻璃层、传动部件、密封机构、压力表、 温度计、安全阀等装置是否完好,如有损坏修复后,才能开车。 2、检查各工艺管线上的阀门开闭位置是否符合工艺操作规程要 求。 二、开车及使用 1、投料时严格避免金属或块状硬物掉入罐内,防止损坏罐壁; 2、接通电源后使搅拌运行,观察减速机及搅拌等传动件有无异常; 3、升温或降温时尽量控制罐壁温差,即冷罐加热料,热罐加冷料; 4、夹套或内胆升降压力、温度要缓慢,防止不锈钢反应罐受到冷 热冲击,并严禁最高工作压力、最高工作温度超过设备铭版或图样规 定值。 5、反应时要随时注意罐内的变化,观察并记录各指示仪表的读数, 如有异常应采取紧急停车,向上级部门报告,并及时排除故障。 6、出料时遇物料粘稠堵塞,不允许用金属工具通开,以免损坏内 壁。 7、出料后不锈钢反应罐表面粘附的物料应及时清理,清洁时要
格式:pdf
大小:14KB
页数:3P
人气:97
4.7
如何解决烟囱在施工中的一些实际问题 出处:http://www.***.***发表时间:[2009-1-18] 摘要:本文以解决广东省高州市造纸厂60米高砖烟囱施工中的一些实际 问题为例,详细论实了砖烟囱施工的有关要求,和必要的技术措施,着重介绍了 砖烟囱在施工过程中如何控制好垂直度的技术方法和有关要求,解决了如何运 用较简单的施工方法来完成较复杂的施工过程。本文提供的施工方法已在该工程 实例中取得较好的效果。 关键字:中心桩控制桩垂直度参照物倾斜度壁厚内衬 一、前言 烟囱在工业与民用建筑中,是一种比较常见而又比较特殊的构筑物。从结构 上可分为:基础、筒座、筒身、筒首。另外还有一些附属设施;爬梯、信号灯平 台、避雷装置等。这里着重介绍的是砖烟囱在施工中一些主要问题和处理方法。 二、烟囱基础的施工要点和质量要求 1、烟囱的基础多为圆形,也有正方形、六角
格式:pdf
大小:9KB
页数:1P
人气:97
4.7
浅谈小直径筒体焊接 摘要:小直径筒体焊接的一个重要特点就是,不能双面焊接,这就要求在 施焊时制定一个完善的焊接工艺流程,才能保证施焊的质量,本文从焊接的两个 方法,即手工焊接和自动焊接,分别阐述小直径筒体的焊接工艺。归根结底的要 点,就是要保证焊接的质量! 关键词:小直径筒体焊接工艺 正文:所谓非机加工小直径筒体,在国家标准规范里,并没有明确其 直径范围是多少,一般以卷板机能卷制最小直径。有的筒体直径不大于500mm, 坡口采用半自动火焰或是手工火焰切割;然后打磨至露出金属光泽,手工电弧焊 焊接;也有的小直径碳素钢、低合金钢和奥氏体不锈钢筒体,一般指内径 φ≤600mm,筒体壁厚δ≥3mm,长度l≤1500mm。坡口以机械加工坡口为主,一 般都是小型的压力容器。如气瓶、立式反应罐等。压力容器对焊接要求严格得多, 小直径筒体焊接还包括了一些人能进去但不
格式:pdf
大小:24KB
页数:1P
人气:97
4.5
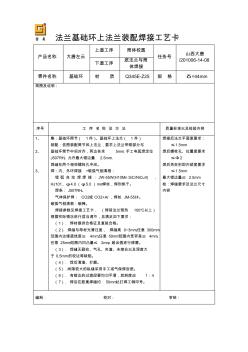
法兰基础环上法兰装配焊接工艺卡 产品名称大唐左云 上道工序筒体校圆 任务号 山西大唐 /201006-14-08 下道工序 底法兰与筒 体焊接 零件名称基础环材质q345e-z25规格δ=44mm 简图及说明: 序号工序名称及方法质量标准以及检验内容 1、 2、 3、 集:基础环筒节(1件)、基础环上法兰(1件) 装配:依图装配筒节和上法兰,要求上法兰带颈部分与 基础环筒节中间对齐,两边各余5mm,手工电弧焊定位 j507rh。允许最大错边量2.5mm. 焊缝在两个相邻螺栓孔中间。 焊:内、外环焊接+碳弧气刨清根: 埋弧自动焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊丝,焊剂烘干。 焊条:j507rh。 气体保护焊:co2或co2+ar,焊丝jm-55ⅱ
格式:pdf
大小:6KB
页数:2P
人气:97
4.5
不锈钢反应罐的设计寿命及延长反应釜寿命 反应釜由釜体、釜盖、夹套、搅拌器、传动装置、轴封装置、支承等组成,电加热的配有电加 热棒,有的釜内含冷却(加热)盘管.不锈钢材质一般有 0cr18ni9(304),1cr18ni9ti(321),00cr17ni14mo2(316l). 由于用户因生产工艺、操作条件不尽相同,搅拌形式一般有锚式、桨式、涡轮式、推进式或框 式等。加热方式有电加热、热水加热、导热油循环加热、远红外加热、外(内)盘管加热等.密封形 式有填料密封、机械密封.支承座有支承式或耳式支座等。(文章来源:河南太康一诺医药化工容 器有限公司http://www.***.***转载请注明!) 使用电加热反应釜夹套内放置导热油,由电热棒加热,同时要保持放空口畅通。转速超过160 转以上宜使用齿轮减速机.开孔数量、规格或其它要求可根据用户要求设计、制作。反应釜的设
格式:pdf
大小:61KB
页数:未知
人气:97
4.5
 酰化反应罐搅拌器的改造
酰化反应罐搅拌器的改造 针对河北冀衡(集团)药业有公司酰化反应罐所采用的框式+斜桨式搅拌器存在着设计较笨拙、液体间难以快速融合、反应速度较慢、收率相对较低、能耗较高等问题,将其改造成双层三窄叶旋桨式搅拌器。该搅拌器克服了原搅拌器的缺点,使反应时间由原来的约12h缩短至约10h,强化了固液之间的传质过程,提高了产品收率。
格式:pdf
大小:87KB
页数:1P
人气:97
4.7
球磨机总体及筒体设计 文章主要设计的是用于沥青搅拌站的磨煤机。计算磨煤机的工作转速和所需要的功率,从而可以进一步进行传动部件的设计,具体有电动机的选择和减速器的选择以及相配套的联轴器的选择。
格式:doc
大小:28KB
页数:3P
人气:97
4.6
 色彩屋顶瓦片
色彩屋顶瓦片 屋顶瓦片作为建筑的重要组成部分,不仅承担着遮风挡雨的功能,更在一定程度上体现了建筑的艺术性和文化内涵。尤其是色彩屋顶瓦片,其丰富的颜色和图案设计,不仅增添了建筑的美感,更是中国传统文化和民族风情的生动体现。
格式:pdf
大小:197KB
页数:5P
人气:97
4.6
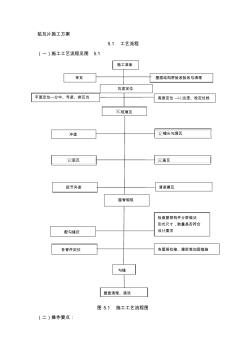
贴瓦片施工方案 5.1工艺流程 (一)施工工艺流程见图5.1 图5.1施工工艺流程图 (二)操作要点: 施工准备 审瓦 瓦垄定位 琉璃瓦 底瓦 冲垄 平面定位—分中、号垄、排瓦当 捉节夹垄 屋面结构层验收验收与清理 高度定位--边垄、栓定位线 檐头勾滴瓦 盖瓦 清垄擦瓦 检查屋脊构件分层做法 形式尺寸,数量是否符合 设计要求配勾缝灰 屋脊砌筑 勾缝 屋面清理、清洗 各脊件定位各屋脊拉接、灌浆等加固措施 1、施工准备 (1)基层验收 1)组织对上一道工序的验收,清除砼基层表面的残留隔离剂、砂浆和灰尘等, 并对屋面凸出部位和蜂窝等进行处理。 2)对30°以上坡屋面采用预埋铜丝挂瓦条,在基层施工应注意检查,确保 铜丝挂瓦条在间距、位置、数量能满足要求。 (2)安排专人对瓦件进行挑选。 1)采取手敲、听声,尺量、分类堆放等手段对琉璃瓦色泽进行选择和外行尺 寸分类。对于
文辑创建者
我要分享 >
职位:室内效果图设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐