建筑分项工程施工工艺标准扭剪型高强螺栓连接工艺标准
2025-03-20
建筑分项工程施工工艺标准 -- 扭剪型高强螺栓连接工艺标准( 502-1996 ) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1 材料及主要机具: 2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求 和国家标准的规定。 2.1.2 高强螺栓入库应按规格分类存放, 并防雨、防潮。遇有螺栓、 螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥 状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳 手、钢丝刷、工具袋等。 2.2 作业条件: 2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求(一般要求 Q235钢为 0.45 以上,16锰钢为 0.55 以上)

建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996) 下面是赠送的中秋节演讲辞,不 需要的朋友可以下载后编辑删除!!!谢谢 中秋佳节演讲词推荐 中秋,怀一颗感恩之心》 老师们,同学们: 秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节 日——中秋节。中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次 于春节,是我国的第二大传统节日。 中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。 金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友⋯⋯无 论什么形式,都寄托着人们对生活的无限热爱和对美好生活的向往。 中秋是中华瑰宝之一,有着深厚的文化底蕴。中国人特别讲究亲情,特别珍视团 圆,中秋节尤为甚。中秋,是一个飘溢亲情的节日;中秋,是一个弥漫团圆的时 节。这个时节,感受亲情、释放亲情、增进亲情;这个
建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求 和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥 状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳 手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)
编辑推荐下载
格式:pdf
大小:8KB
页数:1P
人气:67
 4.4
4.4
扭剪型高强螺栓连接工艺标准 扭剪型高强螺栓连接工艺标准具体内容是什么,下面下面为大 家解答。 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要 求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀, 应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工 扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求。摩擦面木允许有残留氧化铁皮,处理后的 摩擦面可生成
格式:pdf
大小:19KB
页数:3P
人气:67
4.7
扭剪型高强螺栓连接工艺标准 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 22施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹 损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋 等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计 要求(一般要求q235钢为0.45以上,16猛钢为0.55以上)。摩擦面不允许有残留氧化铁皮,
热门文档 建筑分项工程施工工艺标准扭剪型高强螺栓连接工艺标准
格式:pdf
大小:30KB
页数:5P
人气:67
4.5
扭剪型高强螺栓连接工艺标准 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求 和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥 状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳 手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。 摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤
格式:pdf
大小:11KB
页数:7P
人气:67
4.7
扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计 要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈 蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不 得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手 工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处 理,摩擦系数应符合设计要求(一般要求q235钢为0.45以上
格式:pdf
大小:39KB
页数:6P
人气:67
4.5
sgbz-0234扭剪型高强螺栓连接 施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 《钢结构高强度螺栓连接的设计施工及验收规程》jgj82 1、范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2、施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤 时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等 不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳
格式:pdf
大小:35KB
页数:7P
人气:67
4.4
1 7扭剪型高强螺栓连接施工工艺标准 7.1适用范围 本工艺标准规定了大六角头高强度螺栓的施工要求、方法和质量标准 等,适用于钢结构安装工程,大六角头高强度螺栓连接的施工技术。 7.2编制依据的标准、规范 gb50300-2001建筑工程施工质量验收统一标准 gb50205-2001钢结构工程施工质量验收规范 jgj82-91钢结构高强度螺栓连接的设计、施工及验收规程 gb/t1228-1231-91钢结构用高强度大六角头螺栓、大六角螺母、垫 圈与技术条件 gb/t3632~3633-95钢结构用扭剪型高强度螺栓连接副技术条件 7.3术语和符号 高强度螺栓连接副:高强度螺栓和与之配套的螺母、垫圈的总称 7.4施工准备 7.4.1技术准备 1.由项目技术负责人组织专业技术人员熟悉图纸,组织好图纸会审, 领会设计意图。 2.针对工程作法及结构设计图纸,熟悉施工规
格式:pdf
大小:12KB
页数:4P
人气:67
4.6

1.2普通紧固件连接工程施工工艺 generalpartsconstructiontechnology (1)成品进场 refinedapproach 普通螺栓、铆钉、自攻螺钉、拉铆钉、射钉、锚钉(膨胀型和化学试剂型)、地脚锚栓等 坚固标准件及螺母、垫圈等等标准配件,其品种、规格、性能等符合现行国家产品标准和设 计要求。 ordinarybolts,rivets,andself-drillingscrews,rivets(expansionandchemicalreagents), tosuchstronglegsstudandnutstandardparts,gaskets,etc.standardaccessories, variety,specifications,andotherproductswit
精华文档 建筑分项工程施工工艺标准扭剪型高强螺栓连接工艺标准
格式:pdf
大小:11KB
页数:3P
人气:67
4.5
2扭剪型高强螺栓连接工艺标准(502-1996) 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 22施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹 损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋 等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计 要求(一般要求q235钢为0.45以上,16猛钢为0.55以上)。摩
格式:pdf
大小:35KB
页数:7P
人气:67
4.5
1 7扭剪型高强螺栓连接施工工艺标准 7.1适用范围 本工艺标准规定了大六角头高强度螺栓的施工要求、方法和质量标准 等,适用于钢结构安装工程,大六角头高强度螺栓连接的施工技术。 7.2编制依据的标准、规范 gb50300-2001建筑工程施工质量验收统一标准 gb50205-2001钢结构工程施工质量验收规范 jgj82-91钢结构高强度螺栓连接的设计、施工及验收规程 gb/t1228-1231-91钢结构用高强度大六角头螺栓、大六角螺母、垫 圈与技术条件 gb/t3632~3633-95钢结构用扭剪型高强度螺栓连接副技术条件 7.3术语和符号 高强度螺栓连接副:高强度螺栓和与之配套的螺母、垫圈的总称 7.4施工准备 7.4.1技术准备 1.由项目技术负责人组织专业技术人员熟悉图纸,组织好图纸会审, 领会设计意图。 2.针对工程作法及结构设计图纸,熟悉施工规
格式:pdf
大小:53KB
页数:5P
人气:67
4.5
v1.0可编辑可修改 177177 扭剪型高强度螺栓连接施工工艺标准 (qb-cncecj020405-2004) 1适用范围 本工艺标准适用于钢结构安装用扭剪型高强度螺栓的连接施工。 2施工准备 材料 螺栓、螺母、垫圈均应附有质量证明书,其品种、规格、性能等应符合设计要求和现行国家标准。 扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。 扭剪型高强度螺栓连接副应按《钢结构工程施工质量验收规范》gb50205—2001的规定检验预拉力。 高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。 螺栓、螺母、垫圈有锈蚀。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内 配套使用,不得混放、混用。 主要机具 电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 作业条件 摩擦面处
格式:pdf
大小:56KB
页数:7P
人气:67
4.6
1 7扭剪型高强螺栓连接施工工艺标准 7.1适用范围 本工艺标准规定了大六角头高强度螺栓的施工要求、方法和质量标准 等,适用于钢结构安装工程,大六角头高强度螺栓连接的施工技术。 7.2编制依据的标准、规范 gb50300-2001建筑工程施工质量验收统一标准 gb50205-2001钢结构工程施工质量验收规范 jgj82-91钢结构高强度螺栓连接的设计、施工及验收规程 gb/t1228-1231-91钢结构用高强度大六角头螺栓、大六角螺母、垫 圈与技术条件 gb/t3632~3633-95钢结构用扭剪型高强度螺栓连接副技术条件 7.3术语和符号 高强度螺栓连接副:高强度螺栓和与之配套的螺母、垫圈的总称 7.4施工准备 7.4.1技术准备 1.由项目技术负责人组织专业技术人员熟悉图纸,组织好图纸会审, 领会设计意图。 2.针对工程作法及结构设计图纸,熟悉施工规
格式:pdf
大小:39KB
页数:6P
人气:67
4.6
sgbz-0234扭剪型高强螺栓连接 施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 《钢结构高强度螺栓连接的设计施工及验收规程》jgj82 1、范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2、施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤 时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等 不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳
最新文档 建筑分项工程施工工艺标准扭剪型高强螺栓连接工艺标准
格式:pdf
大小:9KB
页数:4P
人气:67
4.8
扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
格式:pdf
大小:743KB
页数:133P
人气:67
4.5
一、建筑分项工程施工工艺标准 1、人工挖土及工艺标准 1.1材料及主要机具: 1.1.1钢框木(竹)胶合板块:长度为900、1200、1500、1800和2400mm;宽度为 300、450、600和750mm。宽度为100、150和200mm的窄条,配以组合钢模板。 1.1.2定型钢角模:阴角模150mm×150mm×900mm(1200、1500、1800mm);阳角 模150×150×900mm(1200、1500、1800);可调阴角模250mm×250mm×900mm(1200、1500、 1800mm)及可调t型调节模板,l型可调模板和连接角模等。 1.1.3连接附件:u形卡、扣件、紧固螺栓、钩头螺栓、l型插销、穿墙螺栓、防水 穿墙拉杆螺栓、柱模定型箍。 1.1.4支撑系统:定型空腔龙骨(桁架梁)、碗扣立杆、横杆、斜杆、双可调早拆
格式:pdf
大小:63KB
页数:10P
人气:67
4.6
建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求 和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥 状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳 手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)
格式:pdf
大小:67KB
页数:10P
人气:67
4.8
建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求 和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥 状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳 手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)
格式:pdf
大小:83KB
页数:9P
人气:67
4.7
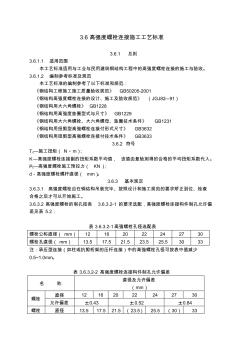
3.6高强度螺栓连接施工工艺标准 3.6.1总则 3.6.1.1适用范围 本工艺标准适用与工业与民用建筑钢结构工程中的高强度螺栓连接的施工与验收。 3.6.1.2编制参考标准及规范 本工艺标准的编制参考了以下标准和规范: 《钢结构工程施工施工质量验收规范》gb50205-2001 《钢结构高强度螺栓连接的设计、施工及验收规范》(jgj82—91) 《钢结构用大六角螺栓》gb1228 《钢结构用高强度垫圈型式与尺寸》gb1229 《钢结构用大六角螺栓、大六角螺母、垫圈技术条件》gb1231 《钢结构用扭剪型高强螺栓连接付形式尺寸》gb3632 《钢结构用扭剪型高强螺栓连接付技术条件》gb3633 3.6.2符号 tc—施工扭矩(n·m); k—高强度螺栓连接副的扭矩系数平均值,该值由复验测得的合格的平均扭矩系数代入。 pc—高强度螺栓施工预拉力(kn
格式:pdf
大小:23KB
页数:17P
人气:67
4.4
高强螺栓连接施工工艺标准 3.6高强度螺栓连接施工工艺标准3.6.1.1适用范围 本工艺标准适用于工业与民用建筑钢结构工程中的高强度螺栓连接的施工与验 收。3.6.1.2编制参考标准及规范 本工艺标准的编制参考了以下标准和规范: 《钢结构工程施工质量验收规范》gb50205-2001 《钢结构高强度螺栓连接的设计、施工及验收规范》(jgj82—91)《钢结构 用高强度大六角头螺栓》gb1228-91 《钢结构用高强度大六角头螺母》gb/1229-91 《钢结构用高强度垫圈》gb1230-91 《钢结构用大六角螺栓、大六角螺母、垫圈技术条件》gb1231-91 《钢结构用扭剪型高强度螺栓连接副》gb3632-1995 《钢结构用扭剪型高强度螺栓连接副技术条件》gb3633-1995 3.6.2符号 t —施工扭矩(n?m);
格式:pdf
大小:96KB
页数:10P
人气:67
4.5
3.6高强度螺栓连接施工工艺标准 3.6.1总则 3.6.1.1适用范围 本工艺标准适用与工业与民用建筑钢结构工程中的高强度螺栓连接的施工与验收。 3.6.1.2编制参考标准及规范 本工艺标准的编制参考了以下标准和规范: 《钢结构工程施工施工质量验收规范》gb50205-2001 《钢结构高强度螺栓连接的设计、施工及验收规范》(jgj82—91) 《钢结构用大六角螺栓》gb1228 《钢结构用高强度垫圈型式与尺寸》gb1229 《钢结构用大六角螺栓、大六角螺母、垫圈技术条件》gb1231 《钢结构用扭剪型高强螺栓连接付形式尺寸》gb3632 《钢结构用扭剪型高强螺栓连接付技术条件》gb3633 3.6.2符号 tc—施工扭矩(n·m); k—高强度螺栓连接副的扭矩系数平均值,该值由复验测得的合格的平均扭矩系数代入。 pc—高强度螺栓施工预拉力(kn
格式:pdf
大小:49KB
页数:7P
人气:67
4.7
本文由天津五大道http://www.***.***/原创发布 本文由吴江四桥网http://www.***.***/原创发布 扭剪型高强螺栓连接工艺大全 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计 要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈 蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不 得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手 工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进
格式:pdf
大小:99KB
页数:15P
人气:67
4.7
高强螺栓、普通紧固件施工工艺标准 1适用范围 适用于建筑工程钢结构安装过程中,构件机械连接的施工;主要涉及扭剪型型 高强度螺栓,普通螺栓、射钉等普通紧固件的施工工艺。 2施工准备 2.1技术准备 2.1.1图纸会审和深化设计工作已完成报审。 2.1.2施工方案已编制,明确流水作业划分、施工顺序、螺栓的储存及使用、作业 进度计划、工程量等并分级进行交底。 2.1.3吊装前对于摩擦面的油污、尘土、浮锈要进行清除,要求摩擦面保持干燥、 整洁,不应有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢等。若有的话,需 用钢丝刷及时清除,以提高其抗滑移系数。 2.1.4高强螺栓的形式、规格和技术要求必须符合设计要求和有关规定,高强螺栓 必须经试验确定扭矩系数或复验螺栓拉力,符合规定时方准使用。 2.2材料要求 2.2.1高强螺栓及普通紧固件进场检验 (1)螺栓均应按设计及规范
格式:doc
大小:35KB
页数:6P
人气:67
4.6


扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1 材料及主要机具: 2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2 作业条件: 2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求q23
文辑创建者
我要分享 >
职位:钢结构设计工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐