建筑钢结构箱型柱加工制作工艺技术
2025-01-17
箱型截面柱构件具有结构力学性能好、双向抗弯刚度大、自重轻等特点,目前在工业建筑中应用越来越广泛.从下料、箱型梁组装、隔板组装、箱型柱焊接以及焊接变形控制等方面介绍了建筑钢结构箱型柱加工制作工艺技术.

建筑钢结构箱型柱加工制作工艺技术 赵小兵郑中楷潘剑峰刘晓斌张志伟 (中建三局集团有限公司,武汉430064) 摘要:箱型截面柱构件具有结构力学性能好、双向抗弯刚度大、自重轻等特点, 目前在工业建筑中应用越来越广泛。从下料、箱型梁组装、隔板组装、箱型柱焊 接以及焊接变形控制等方面介绍了建筑钢结构箱型柱加工制作工艺技术。 关键词:箱型柱;制作工艺;焊接变形控制 1箱型柱构件的主要特点 一般箱型柱由两块宽板和两块窄板(也可称为两块翼缘板和两块腹板)组成,在 箱型柱牛腿上、下翼缘板对应位置设置内隔板,且设计要求内隔板与翼缘板和腹 板全熔透焊接;高层钢结构箱型柱制作和安装通常分为若干节进行施工,下节柱 的柱顶四边向内50~100mm范围要端铣,端面铣垂直于柱身,以保证箱型柱 整体的垂直度;箱型柱必须采用合理的焊接顺序以避免产生扭曲变形,造成上、 下节柱对接时出现错

钢结构箱型柱加工制作工法
编辑推荐下载
格式:pdf
大小:275KB
页数:2P
人气:76
 4.5
4.5
 钢结构箱型柱加工制作工法
钢结构箱型柱加工制作工法 钢结构具有自重轻、刚度大、强度高的特点,被广泛应用于高层建筑。其中以箱型柱尤为突出,通过在箱体内浇注混凝土,可以实现提高柱承载力,降低柱截面尺寸,增大使用净空间三个设计目标,其可回收性更符合绿色环保型建筑的要求。大连金广集团通过近几年来的实践总结,制定出一套完整的加工制作和焊接(该焊接工艺评定经相关部门评审通过)工艺,并在大连电瓷厂迁建工程生产厂房、中集(大连)物流装配园3a号建筑(卷钢库扩建)工程、金海花园广场洗浴中心等多项工程中取得了良好的效果,其经济效益和社会效益十分显著,为使箱型结构得到更进一步的推广,我公司总结了以往工程经验及相关技术,结合相关国家规范和标准编制了本工法。
格式:pdf
大小:1.3MB
页数:14P
人气:76
4.5
第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规 定进行抽样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢 板必须依规定作ut检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度 不得大于该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923 规定的c级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范 标准执行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所用的焊 丝和焊剂
热门文档 建筑钢结构箱型柱加工制作工艺技术
格式:pdf
大小:477KB
页数:1P
人气:76
4.7
系列中尺度自动气象站的防雷建设实践.从选址、直击雷保护、地网结构、雷电波侵入及保 须要选择地理地质条件伊谶的地块,减少接地的经费投入:在设计时, 丽西菇历爵画263
格式:pdf
大小:60KB
页数:1P
人气:76
4.3
钢结构箱型柱的制作 钢结构厂房由于有受力明确、工期短、环保性好、抗震性能好等优点,逐渐被业主接受,本文从下料、切割、加工以及装配焊接进行了全面阐述。
格式:pdf
大小:3.1MB
页数:20P
人气:76
4.6

制订部门:技术工艺科文件编号:sk003 制订日期:2015年7月28日 箱型柱制作步骤 通用工艺通知书第1/a版第1/20页 文件非经许可不准影印 表单编号:js-4-0729-01a第1版第二钢结构公司 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢
格式:pdf
大小:3.0MB
页数:17P
人气:76
4.5
.* 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执 行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所用的焊丝和焊
格式:pdf
大小:1010KB
页数:9P
人气:76
4.4
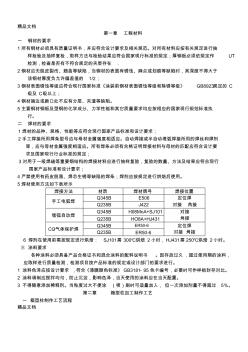
精品文档 精品文档 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执 行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所
精华文档 建筑钢结构箱型柱加工制作工艺技术
格式:pdf
大小:3.0MB
页数:17P
人气:76
4.7
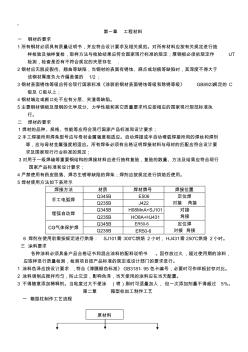
'' 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执 行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所用的焊丝和焊
格式:pdf
大小:3.1MB
页数:18P
人气:76
4.5
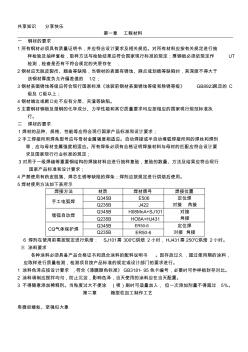
共享知识分享快乐 卑微如蝼蚁、坚强似大象 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执 行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自
格式:pdf
大小:1.0MB
页数:31P
人气:76
4.4
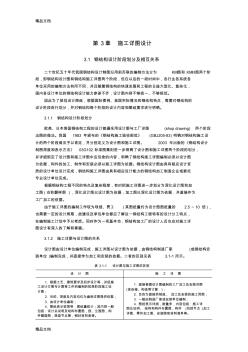
精品文档 精品文档 第3章施工详图设计 3.1钢结构设计阶段划分及相互关系 二十世纪五十年代我国钢结构设计制图沿用前苏联的编制方法分为km图和kmⅱ图两个阶 段,即钢结构设计图和钢结构施工详图两个阶段,但在以后的一段时间中,各行业各系统各 单位采用的编制方法有所不同,并且随着钢结构的快速发展和工程的日益大型化、复杂化, 国内各设计单位的钢结构设计能力参差不齐,设计图内容不够统一、不够规范。 因此为了规范设计图纸,根据国际惯例、我国实际情况和钢结构特点,需要对钢结构的 设计阶段进行划分,并对钢结构每个阶段的设计内容和图纸要求进行明确。 3.1.1钢结构设计阶段划分 欧美、日本等国钢结构工程的设计普遍采用设计图与工厂详图(shopdrawing)两个阶段 出图的做法。我国1983年颁布的《钢结构施工验收规范》(gbj205-83)明确对钢结构施工设 计的两个阶段做法予
格式:pdf
大小:415KB
页数:13P
人气:76
4.7

《建筑钢结构制作工艺学》 课程设计 班级: 姓名: 学号: 指导老师: 6-1图为某工程箱型钢柱,箱型柱规格为□1400×1400×40,厚度≥40mm材质为 q345gjc-z15,其他材质为q345c,箱型柱主焊缝、隔板与箱型柱及牛腿与箱型柱的焊缝 均为全熔透一级,箱型柱内部纵向劲板为部分熔透焊缝,牛腿翼缘板与腹板之间的焊缝为角 焊缝,请编制该箱型柱的制作工艺。 一、箱型柱制作总体工艺流程 切割下料 孔加工 腹板、翼板下料 h型钢组立、焊接 h型钢矫正、检查 h型钢切割、钻孔 切割下料 坡口加工、铣边 内隔板组装 翼板、腹板和纵向劲板下料 纵向劲板、腹板坡口 腹板装焊垫板 箱型u型组立 内隔板、纵向劲板焊缝焊接 隐蔽部位检查并清理 盖上翼缘板 箱体焊接 焊缝检验 矫正、尺寸检查 钢柱上端面铣削加工 钢柱二次组装 二次组装焊
格式:pdf
大小:1.4MB
页数:2P
人气:76
4.6

随着我国建筑行业建筑钢结构的加工制作工艺逐渐的完善。在钢结构加工制作过程中,对于包括工艺的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、构件的组装等又有了更高的要求。本文从建筑工程中钢结构的制作过程工艺准备的角度出发,结合笔者的实际工作经验,对于建筑钢结构制作工艺做出了一些探讨实践,望广大业界同仁加以斧正。
最新文档 建筑钢结构箱型柱加工制作工艺技术
格式:pdf
大小:8KB
页数:3P
人气:76
4.7
钢结构箱型柱焊接工艺 摘要:基于钢结构箱型柱焊接制作工程实例,依据相应规范、规程并通过长期钢结构制作 过程的经验积累,简述在现有的国内通用焊接设施装备下钢结构箱型柱关键部位的施焊过程, 对构件在车间及现场的焊接工艺进行经验总结,介绍钢结构箱型柱焊接工艺的重点。在钢结 构箱型柱制造施工中,这些工艺的合理使用能更好地保证其焊接质量。 关键词:钢结构箱型柱;电渣焊;焊接 钢结构建筑近几年已在国内得到大面积推广,由于其与混凝土结构比较,具有总用钢量 少、构件制造工厂化、抗震性好、安装速度快、造价低等优点而被广泛用于工业与民用建筑 中。其中多高层钢结构建筑的钢柱多数采用h型钢、圆钢管、十字型钢、钢结构箱型柱等, 由于钢结构箱型柱在两个相互垂直的受力方向都具有很好的工作性能,可以较好地满足钢柱 强度及整体结构稳定性,所以设计师们经常将多高层钢结构建筑中的钢柱设计成钢结构箱型
格式:pdf
大小:3.0MB
页数:17P
人气:76
4.7

'' 第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽 样检验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut 检测,检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于 该钢材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c 级及c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执 行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所用的焊丝和焊
格式:pdf
大小:23KB
页数:12P
人气:76
4.5
钢结构加工制作工艺 1.下料图单 ①此工序为材料检验部分,其内容包括对工程所选用的型号、规格的确认以 及材料的质量检查。 ②质量检测标准: 应符合设计要求及国家现行标准的规定。 ③检验方法: 检查钢材质量证明书和复试报告,用钢卷尺、卡尺检查型号、规格。 2.放样、号料 ①放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置方向、倾斜 标记及中心线、基准线和检验线,必要时制作样板。 ②注意预留制作,安装时的焊接收缩余量;切割、刨边和铣加工余量;安装 预留尺寸要求。 ③划线前,材料的弯曲和变形应予以矫正。 ④放样和样板的允许偏差见下表: 项目允许偏差 平行线距离和分段尺寸±0.5mm 对角线差1.0mm 宽度、长度±0.5mm 孔距±0.5mm 加工样板角度±20' ⑤号料的允许偏差见下表: 项目允许偏差 外形尺寸±1.0 孔距±0.5 ⑥质量
格式:pdf
大小:535KB
页数:40P
人气:76
4.4

mss移动模架钢结构部分 加工制作工艺规程 编制:山东博瑞重型机械有限公司 审核: 批准: 山东博瑞重型机械有限公司 mss移动模架加工制作工艺规程 山东博瑞重型机械有限公司1 目录 §1.概述...........................................................................................................................................3 §2.编制依据...................................................................................................................................3 §3.移动模
格式:pdf
大小:131KB
页数:11P
人气:76
4.4
组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为
格式:pdf
大小:103KB
页数:1P
人气:76
4.6
随着社会的进步,经济的飞跃,建筑市场的发展得到了推进,我国城市建筑中高层和超高层建筑越来越多,钢结构作为一种符合绿色生态建筑的建筑结构形式已被逐步应用在高层建筑中。钢结构建筑凭借其诸多优点,比如自重轻、抗震好、占用面积小、外部造型美观、绿色生态化、经济效益较高等,被人们广泛认同。

格式:pdf
大小:124KB
页数:未知
人气:76
4.7
钻机钢结构加工制作工艺研究初探 随着当前科学技术的深入发展,我国钢结构技术取得了巨大的进步,尤其是钢结构大跨度技术以及大空间技术已经逐渐系统化。本文主要通过结合钻机钢结构节点制作重点与难点。阐述钻机钢结构加工制作工艺要点,同时结合在加工过程中出现的一系列问题,提出其控制措施,从而使钢结构各个构件制作质量指标偏差满足设计要求,最大限度地节约材料,提高钻机钢结构的精度与质量。
格式:pdf
大小:1.2MB
页数:14P
人气:76
4.7

第一章工程材料 一钢材的要求 1所有钢材必须具有质量证明书,并应符合设计要求及相关规范。对所有材料应按有关规定进行抽样检 验及抽样复检,取样方法与检验结果应符合国家现行标准的规定;厚钢板必须依规定作ut检测, 检查是否有不符合规定的夹层存在. 2钢材应无脱皮裂伤、翘曲等缺陷,当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢 材厚度负允许偏差值的1/2; 3钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》gb8923规定的c级及 c级以上; 4钢材端边或断口处不应有分层、夹渣等缺陷。 5主要钢材钢板及型钢的化学成分、力学性能和其它质量要求均应按相应的国家现行规范标准执行。 二焊材的要求 1焊材的品种、规格、性能等应符合现行国家产品标准和设计要求; 2手工焊接所用焊条型号应与母材金属强度相适应。自动焊接或半自动埋弧焊接所用的焊丝和焊剂等,
文辑创建者
我要分享 >
职位:岩土技术负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐