加载路径对等径四通管内高压成形的影响
2025-02-17
文章分析了内高压成形四通管的工艺性,利用动态显式算法模拟了等径四通管内高压成形过程,给出了有限元模拟结果并对其进行了缺陷、厚度和枝管成形高度分析,确定了合理的加载路径。研究表明,四通管减薄区域是枝管贯通母线中心附近区域和枝管端面圆环形区域;增厚区域主要在枝管过渡圆角部位和主管两端;非对称反向压力可以改善枝管贯通母线中心附近区域材料的流动。

加载路径对等径四通管内高压成形的影响
 加载路径对T型管内高压成形的影响
加载路径对T型管内高压成形的影响 使用有限元模拟方法,在获得合适总轴向进给量以及最大内压的基础上,重点探讨了轴向进给路径以及内压加载路径对t型三通管内高压成形的影响。结果表明:0~27~30mm为一条最佳的轴向进给路径,即大部分的轴向进给应该分配在成形第1阶段;梯度内压加载方式要明显优于线性内压加载方式,而当进给压力为60~90mpa时,梯度加载方式达到最优化。
编辑推荐下载
格式:pdf
大小:349KB
页数:5P
人气:96
 4.8
4.8
加载路径对不锈钢球形件内高压成形过程影响 为了研究加载路径对不锈钢球形件内高压成形过程的影响,采用实验方法分析了加载路径对成形过程中缺陷形式的影响,获得了80%膨胀率成形管件的壁厚分布规律.结果表明:当初始内压与屈服强度比值小于0.21时,管坯形成两个皱纹,在整形阶段发生开裂;当初始内压与屈服强度比值大于0.25时,管坯在轴向进给阶段即发生开裂.在初始内压与屈服强度比值为0.21~0.25时,可以成形出合格管件,合格管件最大减薄点位于球形件的最大截面处,最大减薄率为24.5%.本文所成形不锈钢球形件内高压成形区间,合理初始内压与屈服强度比值范围为0.21~0.25.
格式:pdf
大小:506KB
页数:5P
人气:96
4.5
内压对Y型三通管内高压成形影响研究 利用数值模拟对y型三通管内高压成形过程进行了研究,研究了87mpa~145mpa范围内5条不同内压的加载路径的成形过程,分析了过渡区内凹、支管高度不足等缺陷产生的原因和内压为116mpa时零件成形过程中典型位置的壁厚变化,以及内压对零件壁厚分布的影响。数值模拟结果表明,106mpa~126mpa为成形y型三通管合适的压力区间,但不同内压成形的零件最小壁厚不同。
热门文档 加载路径对等径四通管内高压成形的影响
格式:pdf
大小:240KB
页数:4P
人气:96
4.5
三通管液压成形加载路径模糊控制优化 为准确高效地获得优化的管材液压成形加载路径,提出一种结合模糊控制与自适应模拟的实时反馈优化方法,建立缺陷控制规则,通过模糊控制器在有限元模拟过程中实时侦测缺陷的发展趋势并反馈至模拟程序以调整工艺参数,以避免起皱及破裂缺陷的发生,最终获得优化的成形加载路径。通过对典型液压成形件——三通管零件的研究表明:优化加载路径后零件成形质量有了明显改善,模糊控制实现了预期的控制目标。

格式:pdf
大小:304KB
页数:4P
人气:96
4.4
薄壁Y型三通管内高压成形及补料比的影响 面向航空航天轻量化制造对超薄三通管的需求,开展了不锈钢和铝合金薄壁三通管内高压成形研究。通过内高压成形实验研究,给出y型不锈钢三通和铝合金三通内高压成形典型缺陷,采用合理的加载路径和预成形工序,实现了径厚比(原始管材直径和壁厚的比值)为183的超薄不锈钢y型三通管和径厚比为40的铝合金薄壁三通管内高压成形。通过不同补料比y型三通管内高压成形实验研究,分析了补料比对y型三通管壁厚和形状的影响,指出因y型三通管两端非对称,补料比是y型三通管内高压成形的关键工艺参数。
格式:pdf
大小:113KB
页数:1P
人气:96
4.7
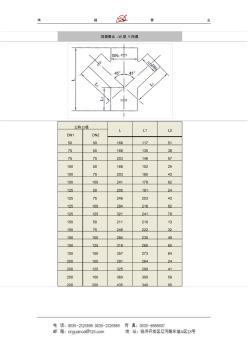
鸿福管业 鸿福管业-w型y四通 公称口径 ll1l2 dn1dn2 505016811751 755016813538 757520314657 1005016815225 1007520316543 10010024117962 1255020519124 1257524620343 12510028421662 12512532124179 1505021121013 1507524822232 15010028423549 15012531826065 15015035727384 20010029126424 20012532528941 20015036030059 200200
精华文档 加载路径对等径四通管内高压成形的影响
格式:pdf
大小:304KB
页数:4P
人气:96
4.7
补料比对Y型三通管内高压成形影响研究 对于y型三通管,由于其结构的不对称性,内高压成形过程中左右冲头的轴向补料比对成形有较大的影响。通过实验和数值模拟,研究了补料比对y型三通管的壁厚影响规律以及成形中产生的缺陷。结果表明:成形后零件左侧过渡区圆角处壁厚最大,右侧过渡区圆角处次之,枝管顶部壁厚最薄;增加补料比能在一定程度上改善枝管部分的壁厚减薄,但过度加大左右补料比,会使试件左侧圆角处产生内凹缺陷。
格式:pdf
大小:1.1MB
页数:6P
人气:96
4.6
变径管内高压成形的厚度分界圆 为了研究变径管内高压成形过程中工艺参数和管坯几何尺寸对壁厚分布的影响,通过力学分析和全量本构方程,推导出变径管内高压成形厚度分界圆的解析公式.该公式反映了摩擦系数、膨胀系数、管端轴向应力与内压之比、送料区相对长度、管坯相对壁厚、零件过渡锥角等参数与厚度分界圆相对位置之间的定量关系,并与数值模拟规律一致.研究表明:随着摩擦系数、管端轴向应力与内压之比、送料区相对长度的增加,壁厚不变的厚度分界圆距离管端越来越近,即膨胀区壁厚减薄区域是越来越大的;而随着管坯相对壁厚的增加,壁厚不变的厚度分界圆距离管端越来越远,即膨胀区壁厚减薄区域是越来越小的.
格式:pdf
大小:884KB
页数:4P
人气:96
4.5
Y型三通管内高压成形壁厚分布规律 为了解y型三通管内高压成形时的壁厚分布及成形压力对壁厚的影响规律,通过数值模拟和实验对y型三通管的内高压成形过程进行了研究,分析了3个不同成形阶段零件的壁厚分布规律和成形过程中零件典型点壁厚随内压的变化规律.研究表明,成形后零件左侧过渡区圆角处壁厚最大,右侧过渡区圆角处次之,枝管顶部壁厚最薄.利用数值模拟,研究了不同终成形压力对零件壁厚分布的影响,研究发现随着终成形压力的提高,零件的最大增厚率变化不明显,但零件的最大减薄率有显著的增加.
格式:pdf
大小:367KB
页数:4P
人气:96
4.4
汽车变径管内高压成形技术 阐述了变径管内高压成形技术的研究现状及发展趋势,介绍了其预成形技术,成形基本原理,管材性能要求,并对模具结构进行了说明。对其产业化应用进行了分析,内高压成形技术在汽车轻量化方面有着广泛的应用。
格式:pdf
大小:264KB
页数:5P
人气:96
4.3
变径管内高压成形送料区壁厚分布规律 通过力学分析和全量本构方程,推导出了变径管内高压成形送料区壁厚增厚的解析公式。该公式反映了送料区初始长度、摩擦系数、内压等参数与送料区两端壁厚差之间的定量关系,并与数值模拟获得的规律一致。结果表明,送料区两端壁厚差受送料区初始长度、摩擦系数及内压的影响,随着送料区初始长度、摩擦系数和内压的增加,送料区两端壁厚差会越来越大,即靠近送料区外端点的壁厚增加会更加明显。因此保证内高压成形得到的变径管送料区壁厚增加不明显的措施是:尽量减小送料区初始长度、减少摩擦,选择较低的成形内压。
最新文档 加载路径对等径四通管内高压成形的影响

格式:pdf
大小:818KB
页数:6P
人气:96
4.4
内压分布对内高压成形Y型三通管壁厚均匀性的影响(英文) 对薄壁y型三通管的内管压成形进行研究。通过轴向补料,管材可以被推入模腔从而获得更高并且相对减薄率小的支管。但是y型三通管的导向区较长,在内压作用下管材和模具之间会产生较大的摩擦力,使得材料难以流入支管。提出了采用多段式冲头用来改变导向区的内压分布并且减小导向区的摩擦力的方法。对铝合金y型三通管进行内高压成形实验,采取两种方案,分别使用传统冲头和多段式冲头进行对比。对壁厚分布和减薄率分布进行研究,并对使用不同冲头的结果进行对比。
格式:pdf
大小:231KB
页数:3P
人气:96
4.6
空调联箱多支管内高压成形缺陷及解决方案 以空调联箱多支管件为研究目标,分析它在内高压成形过程中产生的主要缺陷,并提出在管坯中加入芯轴的解决方案。运用有限元方法对变形过程进行模拟分析,讨论不同芯轴放置位置,不同芯轴长度,不同芯轴内径大小,不同芯轴形状对起皱开裂的影响程度,得出了最佳的芯轴方案。结果表明:在管坯中放入芯轴来缓解缺陷的方案是可行的,这个方案不仅可缓解缺陷,还可提高支管高度。空调联箱多支管中长度为22mm、外径为11.5mm,内径为5mm的芯轴最为合适。
格式:pdf
大小:777KB
页数:5P
人气:96
4.4
变径管内高压成形有限元模拟 变径管是航空、汽车工业领域常用零件,用来输送压力油、冷却等。通过建立相应的内高压成形有限元模拟模型,用msc.marc有限元分析软件进行模拟分析,研究了变径管成形过程的基本变形特征、成形参数的影响规律。模拟分析得知适当地提高变形速率、减少减薄区变形持续时间有缓解该处过度减薄的作用,轴向进给应在减薄前进行补料,而不应在变形的同时补充所需金属。
格式:pdf
大小:1.0MB
页数:33P
人气:96
4.3

i 四通水管接头塑胶模具设计 摘要:四通管是平时日常生活的连接件,它被广泛用于建材行业, 尤其是现今社会提倡节能和技术创新,塑料管件将再一次掀起管件热 潮。分型面的的选择尤其重要,合理地选好分型面,为后面的工作带 来方便。本设计是通过翻阅模具相关资料和文献,结合cad、soliworks 等绘图软件对四通管进行初步的结构设计,通过对模仁的计算,选择 合适的模架,对模架进行合理的分布,采用一模两穴。最后对塑件和 模具进行校核。 关键词:注射模;一模两腔;校核 ii fourcrosspipeinjectionmold abstract:fourcrosspipefittingsareusuallyeverydaylife,itiswidely usedinbuildingmaterialsindustry,especiallyi
格式:pdf
大小:63KB
页数:2P
人气:96
4.7
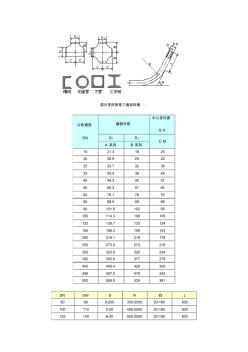
国内常用等径三通和四通: 公称通径 dn 端部外径 中心至外面 尺寸 d1d2 c.m a系列b系列 1521.31825 2026.92529 2533.73238 3242.43848 4048.34557 5060.35764 6576.17676 8088.98986 90101.610295 100114.3108105 125139.7133124 150168.3159143 200219.1219178 250273.0273216 300323.9325254 350355.6377279 400406.4426305 450457.0478343 500508.0529381 dndwsrδl 80895-200350-250
格式:pdf
大小:698KB
页数:5P
人气:96
4.4
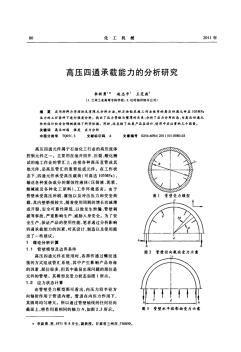
高压油管头四通应力分析设计 依据api-spec6a-2004《井口装置和采油树规范》对油管头四通设计的要求,运用ansys软件对油管头四通进行有限元应力分析设计,分别对其设计条件、水压试验和防喷试验3种情况进行有限元计算,并按照asmeⅷ-2规范要求,通过等效线性化方法对有限元计算结果进行应力分类处理和评定,证明油管头四通结构在设计条件下是安全可靠的。
格式:pdf
大小:325KB
页数:6P
人气:96
4.6
Y型异径三通管热态内高压成形研究 基于dynaform软件平台,建立了y型异径三通管三维弹塑性有限元模型。运用数值模拟方法,研究了az31镁合金y型异径三通管热态内高压成形过程、成形缺陷、等效应变分布。探讨了初始管坯长度、左右冲头轴向进给量与成形支管高度之间的关系;研究得到了相同支管长度下成形不同y型夹角三通管所需的左右冲头进给量。结果表明:随着初始管坯长度减小,支管高度随之增加;在左右进给量相同的情况下,左侧金属流向支管阻力更小,支管高度增加明显;随着y型夹角的增大,右侧冲头进给增加,轴向补料比减小,总补料比增加,当夹角为90°时,左右补料相同。
文辑创建者
我要分享 >
职位:工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐