可编程序控制器在改造进口导轨磨床上应用
2025-03-02
2 7 C200H可编程序控制器在改造进 口 导轨磨床上的应用 中捷设备动力公司 张 It. 一 、概述 SZ20—19—06型高精度导轨磨床是我厂 八十年代中期从原东德购进的设备 ,是我厂的 关键重点设备。其特点是加工精度高、适用范围 广,工作效率高。我厂镗床系列产品的导轨,数 控机床、加工中心等大型设备的导轨都用这台 导轨磨床进行加工。它的加工状况 ,工作效率直 接影响全厂正常的生产秩序。 由于机床电气控制系统所采用的东德 PC一603型可编程序控制器集成度低 ,控制模 块多,系统庞大,接插点多 ,可靠性差 ,故障诊断 困难,维修不便。而机床电气控制柜旁的水蒸气 管道发生意外泄漏事件,致使机床电气系统的 故障率更加频繁,机床无法正常运行,直接影响 企业的正常生产。因此,对这台导轨磨电气控制 系统进行技术改造已势在必行。 我们采用 日本立石公

 用工业可编程序控制器改造自动化磨床
用工业可编程序控制器改造自动化磨床 用工业可编程序控制器改造自动化磨床
福州大学至诚学院 本科生课程设计 题目:可编程序控制器实训 姓名: 学号: 系别:电气工程系 专业:电气工程及其自动化 年级:09级 指导教师: 2011年12月26日~2012年1月6日 目录 《可编程序控制器》课程设计任务书,,,,,,,,,,,,,,,2 任务一:全自动洗衣机的plc控制 1、系统描述及控制要求,,,,,,,,,,,,,,,,,,,,,,,,,,4 2、设计方案,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,4 3、i/o分配表,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,6 4、外部接线图,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,7 5、梯形图,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,7 6、系统调试,,,,,,,
编辑推荐下载
格式:pdf
大小:265KB
页数:4P
人气:55
 4.5
4.5
介绍了采用可编程序控制器,实现圆台平面磨床的自动高精度磨削控制。设计制作的电磁永磁工作台控制系统具有控制精度高,工作可靠的特点。
格式:pdf
大小:549KB
页数:5P
人气:55
4.4
e、电磁卡盘的吸力q、支点的形式及支点的材质 等。因此,要解决外圆划伤问题,就必须协调、改 善以上各因素的关系,同时还要考虑工件的几何 精度、生产效率及制造成本等许多因素。 第一作者:王 滨工程师 (收稿日期:1999-04-24) (编辑:朱学骏) 可编程序控制器在3mz1410a磨床改造中的应用 洛阳轴承研究所(河南洛阳 471039) 李 洛 肖继陵 方 芳 中国一拖集团有限公司(河南洛阳 471004) 蔡向东 3mz1410a型全自动球轴承外圈沟道磨床采 用传统的继电器控制系统,由于用了大量的中间 继电器与行程开关,经常造成接触不良,而且元件 老化快,设备故障频繁,又不便维修,因而机床使 用效率大为降低,而且影响到产品质量。从现实 条件出发,采用可编程序控制器(plc)对原有
热门文档 可编程序控制器在改造进口导轨磨床上应用
格式:pdf
大小:42KB
页数:1P
人气:55
4.6
介绍了采用可编程序控制器对内径磨床的电气系统进行改造的情况,大大提高了机床的生产效率和稳定性。
格式:pdf
大小:154KB
页数:1P
人气:55
4.4
可编程序控制器(plc)以其高性能价格取胜,并凭借其适应性强、可靠性高、使用方便等突出特点在自动化控制领域广泛应用。进入电气控制系统领域后,凸显了其独有的优越性。要根据它的特点、基本工作过程在电气控制中加以应用。
格式:pdf
大小:464KB
页数:3P
人气:55
4.6
一、转轴自动线改造前的工况转轴自动线是我厂的关键设备,自动化程度和生产效率高,电气控制复杂,主要用于加工y112~y160电机轴。其工艺流程如图1。
格式:pdf
大小:216KB
页数:3P
人气:55
4.4
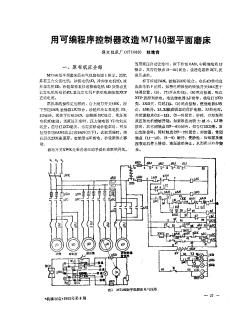
一、原有机床介绍m7140型平面磨床原电气线路如图1所示。原机床有五台交流电机:砂轮电机1d,冷却泵电机2d,液压泵电机3d,砂轮架垂直快速移动电机5d及带动直流发电机的电机4d。直流发电机f供给电磁吸盘xcp直流电源。原机床的操作是这样的,合上闸刀开关1hk,按
格式:pdf
大小:261KB
页数:2P
人气:55
4.4
介绍可编程序控制器(plc)在西昌卷烟厂工业空调系统改造工程中的实际应用,详述系统的硬件配置,软件设计,系统特点以及应用效果。
精华文档 可编程序控制器在改造进口导轨磨床上应用
格式:pdf
大小:136KB
页数:4P
人气:55
4.3
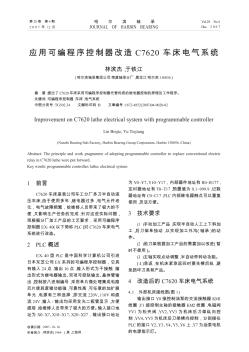
简要介绍了可编程序控制器(pc)的结构、原理及应用。重点探讨日本三菱电机公司的fx系列可编程序控制器在大型镗床t615k的电气控制系统改造中的应用
格式:pdf
大小:128KB
页数:5P
人气:55
4.4
在进口轮胎成型机的改造中,使用国产sr21可编程序控制器(plc)替代原机所用的smc25plc,机器的电气系统部分从未出现过故障。重点介绍了sr21plc的硬件及软件设计
格式:pdf
大小:301KB
页数:2P
人气:55
4.4
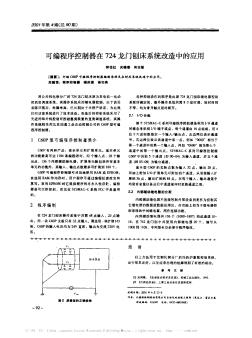
本文介绍的是用可编程控制器改造一大型半自动曲轴车床和一种综合程序设计方法,并给出设计框图和部分梯形图及程序
格式:pdf
大小:1.1MB
页数:5P
人气:55
4.7

我公司一台带锯床购买时间较久;电气控制原设计为继电器-接触器控制系统;在日常操作过程中;因按钮、继电器、接触器之间的互锁关系较复杂;各动作执行电气元器件之间的响应迟缓;故障频发;维修起来非常困难;而且;所有动作均为手动操作;工作过程全部采用按钮、继电器、接触器控制;无自动运行功能;生产效率较低;运维人员劳动强度大;且锯切精度低;经过论证后;决定采用可编程序控制器(plc)作为核心控制部件进行自动化改造;通过编制控制程序实现该带锯床的电气自动化控制功能;
格式:pdf
大小:39KB
页数:4P
人气:55
4.4
《可编程序控制器应用技术》教学标准 课程编码[]课程承担单位[] 制定[蓝春枫]制定日期[2015-12-30] 审核[]审核日期[] 批准[]批准日期[] 一、适用对象 高中毕业生或同等学力者 二、适用专业 电类及机电一体化等专业 三、课程定位 (一)课程性质 本课程是电类及机电一体化专业的必修课课程。 (二)课程任务 本课程以培养自动化控制应用型高级技能人材为目标,从工程应用的角度出发,重点 学习plc的组成、工作原理、指令系统及编程方法,plc控制系统的设计以及plc在控制 系统中的实际应用。通过本课程的学习,可以掌握plc控制系统的一般程序设计以及在自 动化控制系统中的实际应用能力。 (三)课程衔接 在课程设置上,前导课程有《电工基础》、《电力拖动控制线路及操作技能》课程,后 续课程有《中级维修电工考级强化训练》。 四、学习目标
最新文档 可编程序控制器在改造进口导轨磨床上应用
格式:pdf
大小:315KB
页数:3P
人气:55
4.5
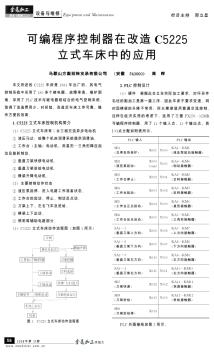
本文所述的c5225车床是1984年出厂的,其电气控制系统中采用了380多个继电器,故障率高,维护困难。采用了plc技术与继电器相结合的电气控制系统,取得了改造费用少,时间短,改造后车床工作可靠,操作方便的效果。
格式:pdf
大小:286KB
页数:1P
人气:55
4.4

可编程序控制器是实现工业企业自动化的关键技术,本文对可编程序控制器应用于机床进行了详细的研究。用可编程序控制器来进行生产设备的技术改造,将有利于加快新产品的开发和促进老产品的更新,有利于提高产品质量,有利于大幅度地提高劳动生产率,有利于降低产品成品和增加利润。
格式:pdf
大小:423KB
页数:3P
人气:55
4.6
本文介绍了用可编程序控制器对自动机床进行改造的情况,对采用ex40pc电控系统的结构和特点作了简要介绍。
格式:pdf
大小:498KB
页数:3P
人气:55
4.5
通过介绍可编程序控制器的组成、基本原理、编程方法、应用范围等,系统地阐述了可编程序控制器在建筑领域中的应用。
格式:pdf
大小:164KB
页数:2P
人气:55
4.6
老式的电气控制系统采用继电器——接触器控制,这种控制系统布线复杂,故障率高,不易查找维修。作者利用日本三菱公司的可编程序控制器在普通车床改造中进行应用,对车床电气控制的软硬件重新进行了改造设计。通过验证采用先进的可编程序控制器控制取代传统的继电器控制使普通车床的可靠性和性能以及效率大为提高。
格式:pdf
大小:96KB
页数:3P
人气:55
4.4
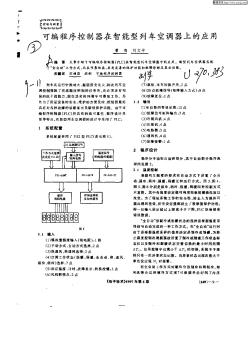
文章介绍了可编程序控制器(plc)在智能型列车空调器中的应用。新型列车空调器实现了“全自动”工作方式,而且可靠性高,具有完善的保护功能和故障诊断及显示功能。
格式:pdf
大小:307KB
页数:2P
人气:55
4.8

序言c7632液压半自动多刀车床是机械行业拥有量较多的一种半自动机床.它采用二极管矩阵顺控装置及继电器逻辑控制系统,液压驱动上下刀架作纵横两个方向的运动,具有液压卡盘.其加工自动化程度及生产效率较高,适用于较大批量工件的车削加工.
格式:pdf
大小:96KB
页数:5P
人气:55
4.8
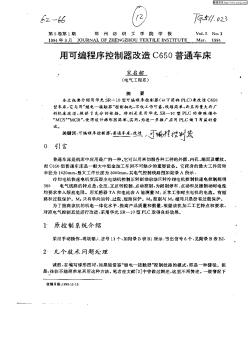
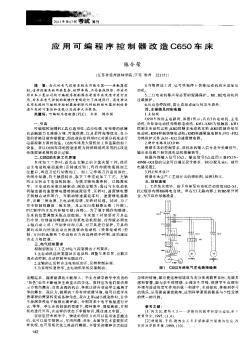
本文扼要介绍用华光sr-10型可编程序控制器(以下简称plc)来改造c650型车床,它与用“继电-接触器”控制相比,不仅工作可靠,线路简单,而且为量大而广的机床改造,提供了充分的依据。特别是采用华光sr-10型plc的特殊指令“mcs”“mcr”,使得设计梯形图简单、实用,为进一步推广应用plc做了有益的尝试。
文辑创建者
我要分享 >
职位:安全评价师(二级)
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐