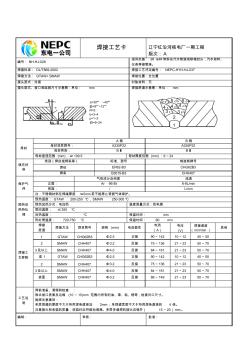
空气储罐焊接工艺卡
2025-03-18
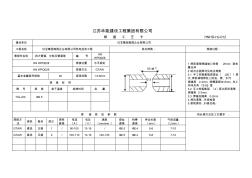
B52 共 页 第 页 名称 牌号 规格 烘烤温度 保温时间 电焊条 J422 φ3.2 150℃ 1h 电焊条 J422 φ4 150℃ 1h 焊丝 H08A φ4 焊剂 HJ431 250℃ 1-2h 氩气 钨棒 规格 电流( A)电压( V) 焊速mm/S 焊丝 /钨棒伸出长度 环缝提前量 氩气流量 φ3.2 110~130 24~26 1.5~2.5 φ4 160~190 24~26 1.5~2.5 φ4 450~550 34~36 9~10 30~40 焊接工艺员焊接责任工程师 3Z 镇江安装工程有限公司 工—焊前— 61 焊 接 工 艺 卡 层次 电源极性 焊材牌号 5、咬边应≤ 0.5mm,且总长应≤ 10%。 7、X探伤 100%按JB/T4730.2-2005 Ⅲ级合格。 J422 J422 空气储罐 0.4m HP26 SMAW-Ⅱ-1G SAW-1G-07/

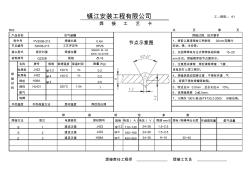
b52共页第页 名称牌号规格烘烤温度保温时间 电焊条j422φ3.2150℃1h 电焊条j422φ4150℃1h 焊丝h08aφ4 焊剂hj431250℃1-2h 氩气 钨棒 规格电流(a)电压(v)焊速mm/s焊丝/钨棒伸出长度环缝提前量氩气流量 φ3.2110~13024~261.5~2.5 φ4160~19024~261.5~2.5 φ4450~55034~369~1030~40 焊接工艺员焊接责任工程师 3z 镇江安装工程有限公司工—焊前—61 焊接工艺卡 层次电源极性焊材牌号 5、咬边应≤0.5mm,且总长应≤10%。 7、x探伤100%按jb/t4730.2-2005ⅲ级合格。 j422 j422 空气储罐 0.4m hp26 smaw-ⅱ-1g saw-1g-07/
空气储罐焊接工艺 图号:qt10064产品编号:lc-1039 编制: 审核: 日期: 青岛威龙锅炉辅机有限公司 产品名称空气储罐dn2000310 产品焊接工艺程序产品图号qt10064 青岛威龙锅炉辅机有限公司 序 号 接头编号焊接工艺评定编号焊工持证项目 无损检 测要求 页 数 1a1-2.b1-2pqr22210saw01-2saw-1g(k)-07/09rt100%1 2b3pqr22210smaw/saw02-9 smaw-ⅱ-1g-12-f3j saw-1g(k)-07/09 rt100%2 3a3pqr22210smaw01-3smaw-ⅱ-1g-12-f3jrt100%3 4c1-4pqr1125735gtaw01-11smaw-ⅱ-
编辑推荐下载
格式:pdf
大小:332KB
页数:9P
人气:57
 4.3
4.3
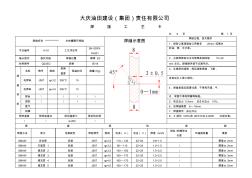
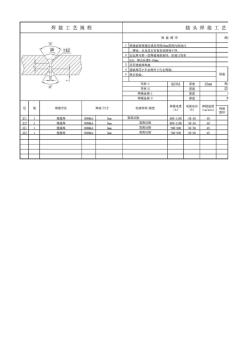
大庆油田建设(集团)责任有限公司 焊接工艺卡 共9页第1页 焊缝名称:*************主体罐壁环焊缝焊缝示意图 焊接过程、技术要求 1、焊前认真清理坡口两侧各20mm范围内 节点编号h-01工艺评定号 sk-xdpx m-001 的油、锈、水分等。 接头型式板状对接焊接位置横焊2g2、点固焊焊条与正式焊焊条相同每15~20 材料牌号q235c/规格δ=8mm左右。焊接顺序按节点图所示。 焊 接 材 料 名称牌号规格 烘烤 温度 保温时间数量(kg) 3、注意层间清理,焊后清除焊渣,飞溅, 电焊条j507φ3.2350℃1h 自检后打上焊工钢印。 电焊条j507φ4.0350℃1h4、焊缝表面应园滑过渡,不得有夹渣,气 焊丝\\\\孔,背面不得有焊瘤等缺陷。 焊剂\\\\5
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAACEAAAAmCAYAAABK4fLXAAABkElEQVRYR+2YPUvDQBzGn393S3HQXRCxUgSxihCk8TPY0WIL8a2iS/WT6OLQoWv9KE52iC+0Ia2ClKLUDqYukTTRIdjkLvWKhcsW8n/ufvfcc+HuCADs7O4O7NglCFPO+8jP8tIrpuMqHWm3LG3RAGI7/waiBIuAqWYjDczPtdFsZqio6WEaFyJbsMMKub47EKlFwOq30TAUOj14DNKLhXB67n8+o95Qg0DEQ7ggJnRTpTPN+M2R8UA4PVuWCaOl0In25AcZH4QLUofRyvhBxgvhgtxBr6t0Xnz5dkQQxCqQSg5fEJal497cpNJ+xykSA5FcAJT14FX90a/hobZFpVJHDESMgLUVYHbGG+YQnvfeDR0W0mIgOP5sVC2ThBiEUjrh5Ybdib0cR9R8pVeVQO2EQUT3IVTJ7kRoU9ELJgxCBjP6VDMrJywTzOPiL2R3QgaT311uBft0cDfNLpAQP2cOubPi3lmx54y78r8FM98FKM49jNEFXaqWE96dVcHZyV782cUZC5yNHoBjui5XvgCLtuIn1Z+9MgAAAABJRU5ErkJggg==)
热门文档 空气储罐焊接工艺卡
格式:pdf
大小:415KB
页数:15P
人气:57
4.3
焊接工艺规程 规程编号 产品编号2006-61项目 用户南阳石蜡精细化工厂位号 图号制-0041名称dn500浮头式换热器 版次阶段说明修改标记及处数编制人及日期审核人及日期备注 第一版 焊接工艺规程目录 产品名称:dn500浮头式换热器产品编号:2006-61 序号名称编号页数页次备注 1产品接头编号表11 2焊接材料汇总表12 3接头焊接工艺卡710 4无损探伤委托单111 接头编号表 焊接工艺规程 接头编号示意图: a5 a1a5 b1 b5b1 b1b1a2 b2b2 b4 b3 b3 b4 d3 d1 d1 d1 d1 d2 d2 d3 d4 d4 d5 jt-11(a5、b5)07hps-2-10smaw-ⅱ-4g-12-f3j20%rt.
格式:pdf
大小:72KB
页数:2P
人气:57
4.6
焊接工艺卡 企业名称:xxxx公司工艺卡编号:aq-wps-001 所依据的工艺评定报告编号:5-033-005b批准日期:2002年8月8日 修改文件编号:/日期:/ 评定项目:1.外观检查2.无损探伤3.断口检查4.机械性能5.金相焊接方法:ws/ds 产品名称:φ273×27p91钢大口径管焊接自动化程度:手工施焊 接头: 接头型式对接 衬垫/ 衬垫材料/ 其他/ 母材:类号ⅴ级号/与类号ⅴ级号/ 钢号p91与钢号p91相焊接 母材厚度范围:对接接头27~31mm角接接头/ 焊缝金属厚度范围:27~31mm 管子直径范围:对接接头φ273mm角接接头/ 其他: 填充金属根部填充盖面 焊条型号/e9015-b9e9015-b9 规格
格式:pdf
大小:37KB
页数:1P
人气:57
4.3
通用焊接工艺卡编号:fhth01-2005 焊接工艺评定编号fhpr0501、fhpr0507、fhpr0508 适 用 范 围 材料牌号 q235-b、10、 q235-c、20、 20g、20r 焊接层次、顺序示意图: 焊接层次(正/反):3/0 坡口角度:60° 钝边:0-2 组对间隙:2-3 背面清根:/ 接头种类全焊透对接 坡口型式v型 焊接方法 氩弧焊+ 焊条电弧焊 焊接 电源 种类直流 极性 正接(氩弧焊) +反接(焊条电 弧焊) 焊接位置平焊焊前 预热 预热方式/预热温度/ 厚度范围(mm)层间温度/测温方式/ 母材1.5≤δ≤12焊后 热 处理 种类/加热方式/ 焊缝 金属 氩弧焊不限≤δ≤6温度范围/保温时间/ 焊条电弧焊不限≤δ≤6冷却方式/测温方式/ 焊
格式:pdf
大小:476KB
页数:7P
人气:57
4.6
zyyj/jl-11-05 编制:日期:审核:日期: 新疆中油油田建设 开发有限责任公司 焊接工艺卡工艺: 共页第页 产品编号2011004坡口、焊接层次及顺序示意图焊工资格 saw-1g(k)-07/08 smaw-ⅱ-1g-12-f3j 产品名称主汽提塔(c-201)预热温度/ 基本金属q245r(正火) 焊后热处 理 整体消除应力热处理 工艺评定编号zygy-005温度范 围℃ 600±20 焊 接 材 料 型(牌)号规格烘烤规范保温时间 min 30 焊丝h08aφ4.0 工 艺 说 明 1焊前清洗焊道两侧各20毫米内 的油、锈、水分等杂质 2背面碳弧气刨清根后用砂轮打磨 3严格控制焊缝外观质量,焊缝余 高,自动焊≤3.0mm,表面不得有 裂纹、气孔、弧坑、夹渣和咬边等 缺陷,焊后清理溶渣和飞溅物
格式:pdf
大小:1.5MB
页数:74P
人气:57
4.8
焊接工艺卡 q.jdj1/qeo-hjj001 同煤项目1#机2012年02月21日no. 工程 项目 名称 集中下水管材质 sa-106c 规 格 φ558.8×55焊 口 数 26 焊前 准备 人员资质是否合格□焊机型号zx7-400stg材料是否检验合格□ 环境温度应不小于0℃工前练习是否合格□坡口型式u坡 口清理无油、污、锈、水份等杂质。 间隙2-3mm钝边0.5-1mm偏折<1%错口≤10%壁厚 且不大于1mm氩气纯度≥99.99%。 焊条烘烤350/1-2℃/h焊条放在80-110℃保温桶,焊丝清理干 净。 对口简图焊道简图 焊 接 工 艺 材质规格焊接方法焊丝焊条焊接电流极性 焊接速 度 层/道数 sa-106cφ558.8×55ws tig-j50 φ2.5 /
精华文档 空气储罐焊接工艺卡
格式:pdf
大小:85KB
页数:3P
人气:57
4.5
工艺编号:2009011 产品图号: 四川省化工建设总公司 焊接工艺卡 规程编号:wpr2004-002-0001 项目名称:四川瑞昱光伏材料有限公司切割钢丝厂项目 2011年7月2011年7月2011年7月 阶段说明编制人及日期审核人及日期批准 重庆三阳化工三氯氢硅项目工艺管道焊接施工 电弧电压焊接速度线能量 牌号直径极性电流(a)(v)(cm/min)(kj/cm) 打底焊/1gtawer50-6φ2.0直流正接80~9011~14 盖面焊/1smawj427φ3.2交流/直反90~11022~26 正面流量7~10l/min 背面流量 母材及厚度(mm) 接头简图: 焊接过程及要求焊接工艺卡编号gd-01 接头名称20#钢管对接环缝 气体成分ar
格式:pdf
大小:419KB
页数:10P
人气:57
4.8
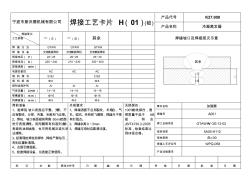
宁波市斯沃德机械有限公司焊接工艺卡片h(01)(临) 产品代号k27.000 产品名称冷凝蒸发器 焊接层次 工艺参数一(正)一(反)其余焊缝坡口及焊接层次示意 焊接方法gtawgtawgtaw 1正 1反 其余 焊接设备交流氩弧焊机交流氩弧焊机交流氩弧焊机 焊接电压(v)22~2520~2525~30 焊接电流(a)220~240210~230300~400 焊接速度(m/m) 电源及极性acacac 填料牌号51835183 填料规格φ6φ6 焊剂或保护剂ararar 气体流量(l/min)14~1614~1614~16 喷嘴直径(mm)φ16φ16φ16 钨棒直径(mm)φ6φ6φ6 焊前准备: 1、施焊前,坡口表面应平整、光滑、不 应有裂纹、分层、夹渣
格式:pdf
大小:491KB
页数:20P
人气:57
4.8
通用焊接工艺卡 版接次修改标记及处数编制人及日期审核人及日期备注 焊接工艺卡 表h-05n0:01 产品名称储气罐产品型号零部件名称 焊接工艺指导书编号hp01-01焊接工艺评定编号hp01图号 母材q235b规格2.5㎜钢号类组别号ⅰ-1 气体/配比/流量/清根方式/ 接头编号a类焊接接头焊工资格m1-1 层次焊接方法 焊接材料 电源及极性电流(a)电压(v) 焊接速度 (cm/min) 线能量 (j/cm)牌号规格 1sawer50-6 hj431ф1.6直流反极 ~20025~2860~804543 2saw~25028~3080~905118 焊接层次,顺序示意图: 技术要求及说明: 1、清除坡口两侧内外表面20㎜范围的
格式:pdf
大小:27KB
页数:2P
人气:57
4.5

中国焊接协会cwa编制 通用焊接工艺卡 焊接工艺评定编号 适 用 范 围 焊材牌号及规 格 接头种类 坡口形式 焊接方法 焊接 电源 种类 极性焊前 预热 加热方式层间温度 焊接位置温度范围测温方法 焊后 热处 理 种类保温时间 加热方式冷却时间 温度范围测温方法 焊接工艺参数 焊层焊材牌号焊材直径 mm 焊接电流 a 电弧电压 v 焊接速度 cm/min 保护气体流量 l/min 备注: 中国焊接协会cwa编制 编号: 编制:日期:年月日审批:日期:年月日
格式:pdf
大小:245KB
页数:19P
人气:57
4.8
b52共页第页 名称牌号规格烘烤温度保温时间 电焊条t422φ3.2150℃1h 电焊条t422φ4150℃1h 焊丝 焊剂 氩气 钨棒 规格电流(a)电压(v)焊速mm/s焊丝/钨棒伸出长度环缝提前量氩气流量 φ3.2110~13024~261.5~2.5 φ4160~19024~261.5~2.5 焊接工艺员 产品名称 焊接位置 规格 焊 接 材 料 s2006-183 pv2006-183~212 工艺评定号 焊缝长度 板状角接 材料牌号 s 2、4s 制令号 接头型式 节点编号 q235b 自检后打上焊工钢印。 4、焊缝表面应园滑过渡,不得有夹渣,气 数量(kg) 0.2 0.3 予热保温方法 孔,背面不得有焊瘤等缺陷。 6、该焊缝高度1.5±0.5mm. 节点示意图 焊接过程、技术要求 1、焊前认真清理坡口两侧各2
最新文档 空气储罐焊接工艺卡
格式:pdf
大小:482KB
页数:6P
人气:57
4.5
焊接工艺卡辽宁红沿河核电厂一期工程 版次:a 编号:nh-hj-028 适用范围:3#&4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准:dl/t869-2002焊接工艺评定编号:nepc-hyh-hj-037 焊接方法:gtaw+smaw焊接位置:全位置 接头型式:对接衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位:mm a=30°~40° β=8°~12° r=5 b=3~4 p=1~2 δ=9~24 r 焊接层道示意图:单位:mm 1 2 3132 414243 515253 母材 a侧b侧 母材材质牌号:a335p22a335p22 母材类别:bⅰbⅰ 母材直径范围(mm):≥109.5母材厚度范围(mm):9~24 填充材 料 类别(焊丝或焊条等)标准、型号制造商
格式:pdf
大小:111KB
页数:3P
人气:57
4.3
焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号qap-19工艺卡号1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格 φ108*4 φ159*4.5 φ219*6 焊丝tig-50φ2.5 焊条j422φ2.5150~200℃1-2小时 焊接位置垂直固定 焊接方法gtaw+smaw 探伤要求探伤级合格,加探伤级合格 焊接方法电源极性 焊缝 层次 焊材牌号焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直(正)1tig-50φ2.595-10013-154-5坡口加工机械 smaw直(正)2j422φ3.2115-12021
格式:pdf
大小:26KB
页数:1P
人气:57
4.7
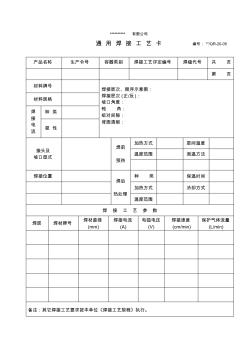
**********有限公司 通用焊接工艺卡编号:**/qr-20-05 产品名称生产令号容器类别焊接工艺评定编号焊缝代号共页 第页 材料牌号 焊接层次、顺序示意图: 焊接层次(正/反): 坡口角度: 钝角: 组对间隙: 背面清根: 材料规格 焊 接 电 流 种类 极性 接头及 坡口型式 焊前 预热 加热方式层间温度 温度范围测温方法 焊接位置 焊后 热处理 种类保温时间 加热方式冷却方式 温度范围 焊接工艺参数 焊层焊材牌号 焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 保护气体流量 (l/min) 备注:其它焊接工艺要求按本单位《焊接工艺规程》执行。
格式:pdf
大小:553KB
页数:18P
人气:57
4.6
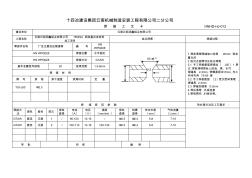
十四冶建设集团云南机械制造安装工程有限公司二分公司 焊接工艺卡hnhd-hj-012 建设单位云南云铝润鑫铝业有限公司 工程名称 云南云铝润鑫铝业有限公司150kt/a铝钛基合金材料 加工项目 结点简图:焊接过程: 零部件名称厂区主要空压管道等编号 hn wpq028 60±5° 2-3 1焊前清理焊缝坡口各侧20mm致金 属光泽 2组对点固焊详见结点简图 3.1手工钨极氩弧焊焊丝〔j50〕1层 次,焊前清理焊丝上的油、锈、水汽, 焊缝高2-3mm,喷嘴直径ф8mm,与工 件间夹角75-85度 3.2手工钨极氩弧〔2〕层次层间清理, 焊缝高2-3mm 3.3焊缝加强高0-2mm 4.焊后清理,外观检查 5.射线探伤,ⅱ级合格。 hnwpq028焊接位置水平固定 hnwpq028焊接方法gtaw
格式:pdf
大小:563KB
页数:22P
人气:57
4.7
江苏华能建设工程集团有限公司 焊接工艺卡hnhd-hj-012 建设单位红豆集团南国企业有限公司 工程名称红豆集团南国企业有限公司热电技改工程结点简图:焊接过程: 零部件名称四大管道、中低压管道等编号 hn wpq028 60±5° 2-3 1焊前清理焊缝坡口各侧20mm致金 属光泽 2组对点固焊详见结点简图 3.1手工钨极氩弧焊焊丝〔j50〕1层 次,焊前清理焊丝上的油、锈、水汽, 焊缝高2-3mm,喷嘴直径ф8mm,与工 件间夹角75-85度 3.2手工钨极氩弧〔2〕层次层间清理, 焊缝高2-3mm 3.3焊缝加强高0-2mm 4.焊后清理,外观检查 5.射线探伤,ⅱ级合格。 hnwpq028焊接位置水平固定 hnwpq028焊接方法gtaw 基本金属型号规格20适用范围1.5-8
格式:pdf
大小:40KB
页数:2P
人气:57
4.6
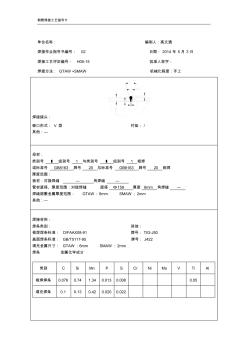
钢管焊接工艺指导卡 单位名称:编制人:高文通 焊接作业指导书编号:02日期:2014年5月3日 焊接工艺评定编号:h05-15批准人签字: 焊接方法:gtaw+smaw机械化程度:手工 焊接接头: 破口形式:v型衬垫:/ 其他:— 母材: 类别号ⅰ组别号1与类别号ⅰ组别号1相焊 或标准号gb8163牌号20与标准号gb8163牌号20相焊 厚度范围: 板材:对接焊缝—角焊缝— 管材直径、厚度范围:对接焊缝直径ф159厚度8mm角焊缝— 焊缝熔敷金属厚度范围:gtaw:6mmsmaw:2mm 其他:— 焊接材料: 焊条类别:其他: 根焊焊条标准:o/faax08-91牌号:tig-j50 盖面焊条标准:gb/t5117-95牌号:j422 填充金属尺寸:gtaw:6mm
格式:pdf
大小:737KB
页数:23P
人气:57
4.7
焊接工艺课程设计任务书 题目:zy-1型反应釜的焊接工艺制定 材料:16mnr 焊接方法:co2气体保护焊 要求: 1、看懂图纸 2、根据相关标准画出焊缝布置图,并标注焊缝类别 3、制定焊接工艺总则 4、设计焊接工艺卡 5、重要的焊缝制定相应的焊接工艺卡 6、工艺卡中应标明焊接检验的方法及标准 学生:班级:指导教师: 16mnr的焊接性分析: 16mnr的成分: 名称csimnpsainicr 含量0.150.321.380.0160.014-0.010.017 热裂纹:16mnr是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料。它的强度较高、塑韧性零号。常见交货状态 为热轧或正火。属低合金高强度钢,含mn量较低。16mnr作为压力容器用钢,s,p含量比16mn要
格式:pdf
大小:378KB
页数:6P
人气:57
4.6

焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
格式:pdf
大小:127KB
页数:4P
人气:57
4.4

焊接工艺卡编号:hj001 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程 施工单位:中国石化集团第十建设公司安庆石化工程项目部 支持的焊接工艺评定报告编号:pqr-1696 母材:15crmog+15crmog 焊接方法:氩电联焊(gtaw+smaw) 焊接接头:对焊坡口型式v型 壁厚范围:5~24mm 简图: 焊接位置: 对接焊缝位置全位置 焊接方向(向上、向下)—— 角焊缝位置全位置 焊接方向(向上、向下)—— 焊后热处理: 加热温度680℃,升温速度≤200℃/h, 保温时间1h,冷却速度≤260℃/h, 其它—— 预热: 最低的预热温度150~200℃ 最高的层间温度≤250℃ 保持预热时间—— 加热方式电加热 气体: 气体种类混合比流量(l/min) 保护
文辑创建者
我要分享 >
职位:建筑结构安装BIM工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐