可伸缩衬套冲压成形工艺及模具设计
2025-01-19
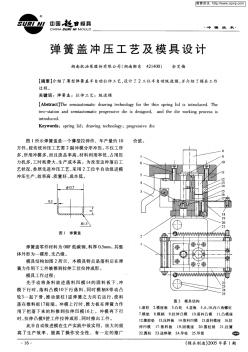
根据汽车可伸缩衬套的结构特点,采用复合缩口-胀形新工艺来生产可伸缩衬套,不但提高了零件的生产效率,同时零件的使用寿命也得到提高。文中针对可伸缩衬套进行了工艺计算及冲压模具的设计,并介绍了可伸缩衬套复合模的结构及工作原理。

弹簧座的冲压成形工艺及模具设计
铜片冲压成形工艺及模具设计
编辑推荐下载
格式:pdf
大小:488KB
页数:27P
人气:90
 4.7
4.7

目录 第1章绪论......................................................1 1.1国内模具的现状和发展趋势...................................1 1.1.1国内模具的现状.......................................1 1.1.2国内模具的发展趋势...................................2 1.2国外模具的现状和发展趋势...................................3 1.3方垫片冲孔落料级进模具设计与制造方面.......................3 1.3.1方垫片冲孔落料级进模具设计的设计思路.................3 1.3.2方
格式:pdf
大小:486KB
页数:23P
人气:90
4.7

毕业设计论文 论文题目:上防尘盖地冲压成形工艺与模具设计 系部材料工程系 专业模具设计与制造 班级 学生姓名 学号 指导教师 毕业设计题目:上防尘垫圈冲压成形工艺及模具设 计 起迄日期: 指导教师: 毕业设计<论文)任务书 1.本毕业设计<论文)课题来源及应达到地目地: 所示图形为上防尘盖零件,材料为10钢,料厚为1.2mm, 2.本毕业设计<论文)课题任务地内容和要求<包括原始数据、技术要求、 工作要求等): 1、了解目前国内外冲压模具地发展现状 2、分析上防尘盖零件地冲压成形工艺并确定其工艺方案 3、上防尘盖零件地冲孔模设计 4、绘制模具总装图,并绘制零件图 5、上防尘盖零件地模具安装与调整 第1章绪论 冷冲压是当代金属加工
热门文档 可伸缩衬套冲压成形工艺及模具设计
格式:pdf
大小:1.4MB
页数:31P
人气:90
4.6
河南科技大学毕业设计(论文) i ·大灯支架的冲压成形工艺与模具设计 摘要 本设计题目来源于生产实际,设计内容为冲压工艺及模具设计,包含了板 料冲压的要求,内容,有一定设计意义。通过对此零件的设计,加强设计者 对冲压模具的基础知识的理解,为以后设计复杂模具积累经验。矚慫润厲钐瘗睞 枥庑赖。 本次设计分析了大灯支架的结构和成型工艺,确定了三个工步:落料冲 孔-冲孔-弯曲。计算了毛坯尺寸和冲压力。为了提高大灯支架的生产效率, 设计了集两道工序为一体的落料冲孔复合模,采用弹性卸料装置。聞創沟燴鐺險 爱氇谴净。 在模具设计中,为了提高速度和准确度,用solidworks软件计算出了毛 坯尺寸和压力中心,画出了模具的装配体图。利用冲模手册快速设计模具, 并进行校验,提高了设计的速度和效率。残骛楼諍锩瀨濟溆塹籟。 关键词:落料,冲孔,复合模,弯曲,solidw
格式:pdf
大小:295KB
页数:5P
人气:90
4.8
 冰箱中盖板冲压成形工艺与模具设计
冰箱中盖板冲压成形工艺与模具设计 分析了冰箱中盖板弯曲成形工艺,介绍了一种由预弯、二次弯曲、压平和成形弯曲5道工序组成的冲压工艺方案,重点阐述了2道关键工序的模具结构和设计要点。采用此工艺方案和模具结构,显著提高了冰箱中盖板的生产效率和产品质量。
格式:pdf
大小:867KB
页数:22P
人气:90
4.3

河南机电高等专科学校毕业设计说明书 1 1绪论 目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因 是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造 工艺及设备等方面与工业发达的国家尚有相当大的差距,导致我国模具 在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比 差距相当大。 1.1国内模具的现状和发展趋势 1.1.1国内模具的现状 我国模具近年来发展很快,据不完全统计,2003年我国模具生产厂 点约有2万多家,从业人员约50多万人,2004年模具行业的发展保持良 好势头,模具企业总体上订单充足,任务饱满,2
格式:pdf
大小:18KB
页数:1P
人气:90
4.6
本文将项目教学法的教学模式引入到《冲压成形工艺与模具设计》教学中,对如何将理论与实践实现有机结合,如何提高学生的技能水平作了进一步的探索,并对课程做了相应改革。

精华文档 可伸缩衬套冲压成形工艺及模具设计
格式:pdf
大小:861KB
页数:21P
人气:90
4.7
-1- 毕业设计说明书 题目:端盖冲压工艺及模具设计 年级、专业: 姓名: 学号: 指导教师: 完成时间: -2- 摘要 本设计是对给定的产品图进行冲压模具设计。冲压工艺的选择是经查阅相关 资料和和对产品形状仔细分析的基础上进行的;冲压模具的选择是在综合考虑了 经济性、零件的冲压工艺性以及复杂程度等诸多因素的基础上进行的;产品毛坯 展开尺寸的计算是在方便建设又不影响模具成型的前提下简化为所熟悉的模型 进行的。文中还对冲压成型零件和其它相关零件的选择原则及选择方法进行了说 明,另外还介绍了几种产品形状的毛坯展开尺寸计算的方法和简化模型,以及冲 压模具设计所需要使用的几种参考书籍的查阅方法。 【关键词】工艺、工艺性、冲压工序、冲压模具、毛坯展开尺寸 abstract thisprojectisapressdiedesignation
格式:pdf
大小:1.1MB
页数:38P
人气:90
4.5

i 反光镜冲压工艺及模具设计 摘要 本文对反光镜外壳进行了冲压工艺性分析,采取两套复合模进行冲压生产,其中包括 落料、一次拉深、二次拉深、切边四道工序。其中落料、首次拉深为一套复合模,二次拉 深、切边为一套模具。本次模具设计的重点主要就是复合模具的制造方面,主要解决两套 复合模具的类型选择两套复合模具上的主要零部件的设计和计算;设计模具结构;绘制出 装配图及零件图;模具的三维设计和装配。 关键词:拉深件;成形性分析;模具设计;反光镜;落料拉伸复合模;拉深切边复合 模; abstract inthispaper,thestampingprocessofthereflectorshellisanalyzed,andtwosetsof compounddieareusedforstampingproduction,includingf
格式:pdf
大小:1.0MB
页数:44P
人气:90
4.7

目录 摘要........................................................................................................................................iii abstract...................................................................................................................iv 第1章绪论...................................................................................................................
最新文档 可伸缩衬套冲压成形工艺及模具设计
格式:pdf
大小:5KB
页数:2P
人气:90
4.6
由于各种冲压零件的形状、尺寸、公差要求和批量等的不同,所以生产中所 采用的冲压工序种类繁多。通常可按下述方法分类。 一、按变形性质分类 (一)分离工序 被加工材料在外力作用下产生变形,当作用在变形部分的相当应力达到了材 料的抗剪强度,材料便产生剪裂而分离,从而形成一定形状和尺寸的零件。这些 冲压工序统称分离工序,如剪裁一冲孔、落料、切口等。 (二)成形工序 被加工材料在外力作用下,作用在变形部分的相当应力处于材料的屈服极限 与强度极限之间,材料仅仅产生塑性变形,从而得到一定形状和尺寸的零件,这 些冲压工序统称成形工序,如弯曲、拉深、成形等变形工序。 二、按基本变形方式分类 (一)冲裁 使材料沿封闭或不封闭的轮廓剪裂而分离的冲压工序为冲裁,如冲孔、落料 等。 (二)弯曲 将材料弯成一定角度或形状的冲压工序称为弯曲,如压弯、卷边、扭曲等。 (三)拉深 将平板毛坯拉成空心件,或将空心
格式:pdf
大小:835KB
页数:30P
人气:90
4.6
毕业设计 题目盖帽冲压工艺及模具设计 英文题目blocksstampingprocessandmolddesign 二零一一年六月十日 东华理工大学长江学院毕业设计摘要 摘要 本论文设计的是冲压模,利用的是复合模生产,首先对冲压件进行工艺分析,然 后确定模具类型及模具零件。主要内容包括冲压工艺性分析、拉深工艺方案的确定、 毛坯尺寸计算、排样方案的确定及计算、裁板方案及计算、工序的合并与工序顺序、 计算各工序的压力、落料拉深复合模的设计、落料刃口、计算拉深部分刃口尺寸、模 架的选择、压力机的选择及校核、模具的综合性分析、模具的装配、校核模具闭合高 度、绘制模具总装配图及零件图。 关键词:复合模;冲压模具、排样图、工序 东华理工大学长江学院毕业设计abstract abstract thisthesispunchmould
格式:pdf
大小:16KB
页数:9P
人气:90
4.6

一、冲压的概念及其优点 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 二、课题国内外现状 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 三、课题研究主要成果 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 四、未来冲压模具制造技术发展趋势 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 五、中国汽车冲压技术发展存在的问题 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 六、主要参考文献 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 七、指导教师意见 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 一、冲压的概念及其优点 (1)冲压的概念 冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分 离或变形,从而获得一定形状、尺寸和性能的零件加工方法。它是一种压力
格式:pdf
大小:1.2MB
页数:4P
人气:90
4.4
安装支架的成形工艺分析及模具设计 通过对安装支架成形工艺的分析,重点介绍了此工艺方案下的压弯成形的难点,并介绍了压弯模结构设计的特点及模具的工作过程。
格式:pdf
大小:212KB
页数:未知
人气:90
4.5
U型封口铝卡冲压成形工艺及模具设计 通过对u型封口铝卡结构和冲压工艺分析,介绍了模具结构和重要模具零部件的设计要点,解决了u型封口铝卡自动送料和出件的问题,对类似冲压零件的模具设计具有一定的参考作用。
格式:pdf
大小:139KB
页数:2P
人气:90
4.7
一次弯曲负角冲压成形工艺与模具设计 冲压件上的一些特殊结构给冲压生产带来困难,弯曲负角(小于90°的角度)就是其中之一。本文通过改进模具结构,在弯曲凸模上增加了可以转动的活动凸模,转动凸模与模具开合动作过程相配合,完成负角的弯曲过程。将传统的、必须经过两次弯曲才能成形的负角,改为一次弯曲成形,简化了成形工序,降低了生产成本,提高了生产效率,获得了良好的效果。
格式:pdf
大小:219KB
页数:未知
人气:90
4.5
衬套冷挤压成形数值模拟分析与模具设计 针对衬套零件的特点,分析了成形工艺及挤压前处理,应用deform-3d软件建立有限元模型进行仿真模拟,定点追踪了关键部位在成形过程中的应力、应变、流速等变化情况,并依此为依据设计出双层组合式预应力挤压模,为实际生产提供了有价值的参考。
格式:pdf
大小:464KB
页数:3P
人气:90
4.5
内套管失稳成形工艺及模具设计 通过对长度较大的小直径管形零件的工艺分析,介绍了一种利用直杆在一定压力下失稳的特性来成形的新方法,并对其工艺流程、模具原理、成形力计算和模具结构进行了详细分析。采用扩口压环模进行生产后,劳动强度大大降低,提高了生产效率。
格式:pdf
大小:474KB
页数:3P
人气:90
4.4
20钢中间框成形工艺及模具设计 分析了中间框的成形工艺,计算了工件的展开尺寸、弯曲力及冲孔力。阐述了凸、凹模之间的间隙,介绍了中间框弯曲模具和冲孔模具的结构设计。生产实践证明,模具结构简单实用,工艺过程合理,加工的产品质量好。它适合批量生产。
文辑创建者
我要分享 >
职位:建造师课程讲师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐