kx钢结构栓钉焊接施工工艺标准
2025-01-21
钢结构栓钉焊接施工工艺标准 21.5.1 材料要求 21.5.1.1 根据栓钉的焊接位置, 熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。


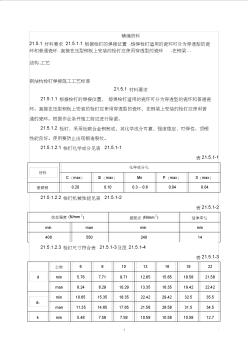
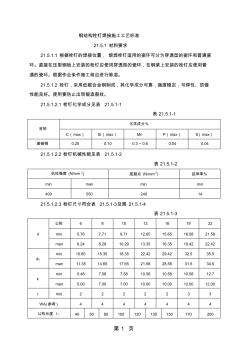
钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin 400550
精编资料 21.5.1材料要求21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷 环和普通瓷环.直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁... 结构,工艺 钢结构栓钉焊接施工工艺标准
编辑推荐下载
格式:pdf
大小:92KB
页数:7P
人气:88
 4.7
4.7

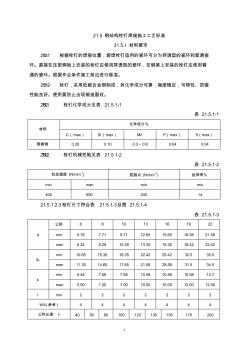
1 21.5钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 化学成分% 材料 c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanmin
格式:pdf
大小:68KB
页数:5P
人气:88
4.3
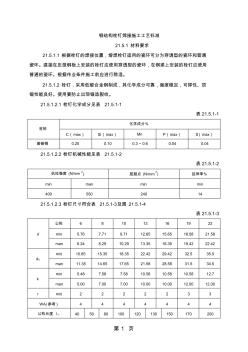
第1页 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通 瓷环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用 普通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶 锻性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin
热门文档 kx钢结构栓钉焊接施工工艺标准
格式:pdf
大小:89KB
页数:7P
人气:88
4.8
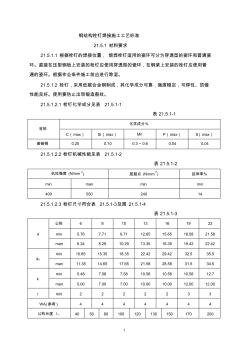
1 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin 400
格式:pdf
大小:69KB
页数:6P
人气:88
4.4
第1页 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin
格式:pdf
大小:61KB
页数:5P
人气:88
4.8
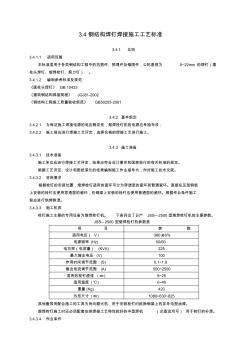
3.4钢结构焊钉焊接施工工艺标准 3.4.1总则 3.4.1.1适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm的焊钉(圆 柱头焊钉、熔焊栓钉、剪力钉)。 3.4.1.2编制参考标准及规范 《圆柱头焊钉》gb10433 《建筑钢结构焊接规程》jgj81-2002 《钢结构工程施工质量验收规范》gb50205-2001 3.4.2基本规定 3.4.2.1为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源应单独布设; 3.4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工。 3.4.3施工准备 3.4.3.1技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,作好施工技术交底。 3.4.3.2材料要求 根据栓钉的安装位置
格式:pdf
大小:68KB
页数:10P
人气:88
4.8
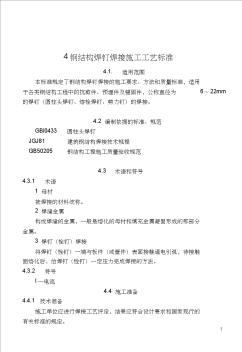
4钢结构焊钉焊接施工工艺标准 4.1.适用范围 本标准规定了钢结构焊钉焊接的施工要求、方法和质量标准,适用 于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm 的焊钉(圆柱头焊钉、熔栓焊钉、剪力钉)的焊接。 4.2编制依据的标准、规范
精华文档 kx钢结构栓钉焊接施工工艺标准
格式:pdf
大小:245KB
页数:9P
人气:88
4.4

钢结构焊钉焊接施工工艺标准则 3.4.1总则 3.4.1.1适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公 称直径为6~22mm的 焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)。 3.4.1.2编制参考标准及规范 (1)《圆柱头焊钉》gb10433 (2)《建筑钢结构焊接技术规程》jgj81—2002 (3)《钢结构工程施工质量验收规范》gb50205—2001 3.4.2基本规定 3.4.2.1为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源 应单独布设; 3.4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行 施工。 3.4.3施工准备 3.4.3.1技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行 的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,做 好施工技术交底。 3.
格式:pdf
大小:86KB
页数:7P
人气:88
4.7
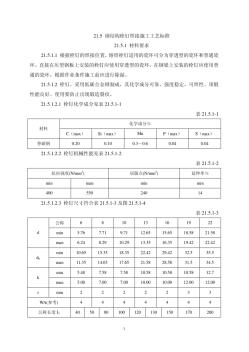
1 21.5钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmi
格式:pdf
大小:23KB
页数:3P
人气:88
4.4

压型钢板栓钉焊接施工工艺标准 q/ahhl-fjgy-13-010-2010 1、适用范围 本工艺标准适用于钢结构中的组合楼盖剪力连接件的栓钉焊接及劲性钢筋混凝土结构中钢构件 与混凝土间的剪力连接件的栓钉焊接工程。 2、施工准备 2.1技术准备及要求 2.1.1图纸会审已完成。 2.1.2施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 2.1.3根据工艺评定、设计和图纸深化的结果编制施工作业指导书,做好施工技术交底。 2.1.4楼盖主次梁已安装好,压型板已铺设完毕,并办理预检手续。 2.1.5对不同材质、不同规格、不同厂家、不同批号生产的栓钉,采用不同型号的焊机及焊枪 进行严格的、与现场同条件的工艺参数试验,经试验合格的工艺术参数,方可在工程中使用。 2.1.6在已安装好的压型板上测量放线,确定栓钉位置。 2.1.7抽检栓钉和瓷杯,潮湿的瓷杯、
格式:pdf
大小:250KB
页数:14P
人气:88
4.7

建筑钢结构焊接(栓钉焊)工艺评定报告 编号:jgjpqr- 编制: 焊接责任 技术人员: 批准: 单位:山东莱芜煤矿机械有限公司 日期:2016年10月20日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告封面1 2焊接工艺评定报告目录1 3焊接工艺评定报告1 4焊接工艺评定指导书1 5焊接工艺评定记录表1 6焊接工艺评定检验结果1 附录 1栓钉材料质量证明书1 2焊丝材质证明书1 3理化检验报告1 4外观检验报告1 栓钉焊焊接工艺评定报告 共1页第1页 工程(产品)名称评定报告编号jgjpqr- 委托单位工艺指导书编号jgjwps- 项目负责人依据标准《建筑钢结构焊接技术规 程》(jgj81) 试件焊接单位山东莱芜煤
格式:pdf
大小:220KB
页数:8P
人气:88
4.5
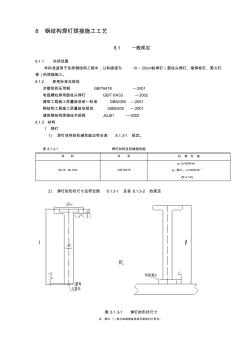
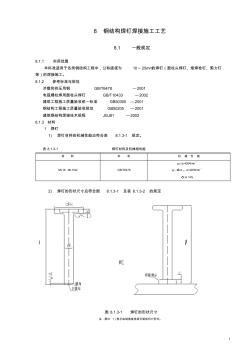
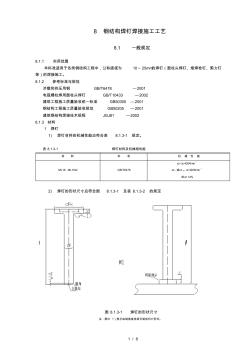
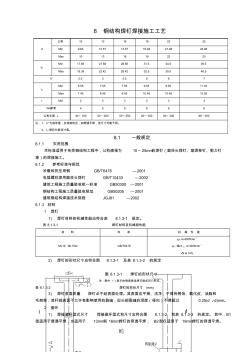
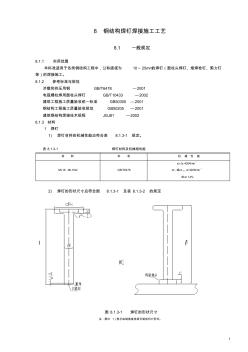
8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6
最新文档 kx钢结构栓钉焊接施工工艺标准
格式:pdf
大小:201KB
页数:7P
人气:88
4.3
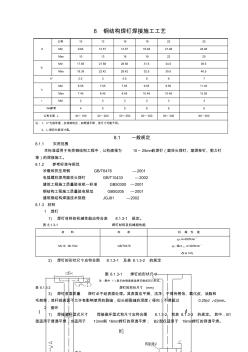
8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6
格式:pdf
大小:220KB
页数:8P
人气:88
4.7
1 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb
格式:pdf
大小:220KB
页数:8P
人气:88
4.7
1/8 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15a
格式:pdf
大小:201KB
页数:7P
人气:88
4.4
8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6
格式:pdf
大小:244KB
页数:8P
人气:88
4.7
1 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb
格式:pdf
大小:161KB
页数:4P
人气:88
4.4
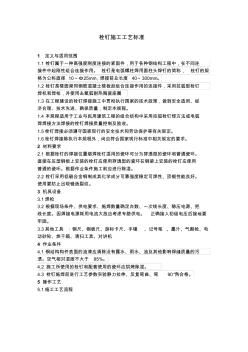
栓钉施工工艺标准 1定义与适用范围 1.1栓钉属于一种高强度刚度连接的紧固件,用于各种钢结构工程中,在不同连 接件中起刚性组合连接作用。栓钉是电弧螺柱焊用圆柱头焊钉的简称,栓钉的规 格为公称直径10~ф25mm,焊接前总长度40~300mm。 1.2栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,采用拉弧型栓钉 焊机和焊枪,并使用去氧弧耐热陶瓷座圈 1.3在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经 济合理、技术先进、确保质量,制定本规程。 1.4本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧 焊焊接方法焊接的栓钉焊接质量控制及验收。 1.5栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。 1.6栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。 2材料要求 2.1根据栓钉的焊接位置熔焊栓钉适用的瓷环可
格式:pdf
大小:2.1MB
页数:41P
人气:88
4.4
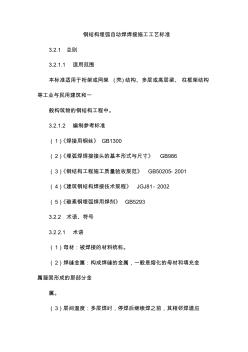
钢结构埋弧自动焊焊接施工工艺标准 3.2.1总则 3.2.1.1适用范围 本标准适用于桁架或网架(壳)结构、多层或高层梁、柱框架结构 等工业与民用建筑和一 般构筑物的钢结构工程中。 3.2.1.2编制参考标准 (1)《焊接用钢丝》gb1300 (2)《埋弧焊焊接接头的基本形式与尺寸》gb986 (3)《钢结构工程施工质量验收规范》gb50205-2001 (4)《建筑钢结构焊接技术规程》jgj81-2002 (5)《碳素钢埋弧焊用焊剂》gb5293 3.2.2术语、符号 3.2.2.1术语 (1)母材:被焊接的材料统称。 (2)焊缝金属:构成焊缝的金属,一般是熔化的母材和填充金 属凝固形成的那部分金 属。 (3)层间温度:多层焊时,停焊后继续焊之前,其相邻焊道应 保持的最低温度。 (4)余高:高出焊趾连线部分的焊缝高度。 (5)定位焊缝:焊前为装配和固定焊
格式:pdf
大小:119KB
页数:6P
人气:88
4.5
qb-cncecj020402-2004 164 钢结构co2气体保护自动焊施工工艺标准 (qb-cncecj020402-2004) 1适用范围 本工艺标准适用于工业与民用建筑钢结构co2气体保护自动焊焊接工程施工。 2施工准备 2.1材料 焊丝、二氧化碳气体。 2.1.1用于co2气体保护焊的实芯焊丝应符合gb8910-87《二氧化碳气体保护焊用焊丝》的有关规定。 2.1.2焊丝使用前要检查,对有油、锈的必须除去油锈。 2.1.3用于co2气体保护焊所用co2气体应符合gb3052-85《工业液体二氧化碳》ⅱ类一级标准要求, co2气体按容积含量应≥99.5%,水分含量(质量比)应<0.005%,超过上述指标的co2气不可直接用 于焊接,co2气购置时,应随带质量证明书。 2.1.4当co2气体中含水量超过标准时,应采取下列办法处理: 1
格式:pdf
大小:22KB
页数:10P
人气:88
4.4
钢结构埋弧自动焊焊接施工工艺标准 目录 3.2.1总则 3.2.2术语符号哦能够 3.2.3基本规定 3.2.4施工准备 3.2.5材料和质量要点 3.2.6安装施工工艺 3.2.7安装质量标准 3.2.8成品保护 3.2.9安全环保措施 3.2.10质量记录 3.2.11附加说明 正文 3.2.1总则 3.2.1.1适用范围 本标准适用于桁架或网架(壳)结构、多层或高层梁、柱框架结构等工业与民用建筑和一 般构筑物的钢结构工程中。 3.2.1.2编制参考标准 (1)《焊接用钢丝》gb1300 (2)《埋弧焊焊接接头的基本形式与尺寸》gb986 (3)《钢结构工程施工质量验收规范》gb50205-2001 (4)《建筑钢结构焊接技术规程》jgj81-2002 (5)《碳素钢埋弧焊用焊剂》gb5293 3.2.2术语、符号 3.2.2.1术
格式:pdf
大小:95KB
页数:5P
人气:88
4.7
qb-cncecj020402-2004 164 钢结构co2气体保护自动焊施工工艺标准 (qb-cncecj020402-2004) 1适用范围 本工艺标准适用于工业与民用建筑钢结构co2气体保护自动焊焊接工程施工。 2施工准备 2.1材料 焊丝、二氧化碳气体。 2.1.1用于co2气体保护焊的实芯焊丝应符合gb8910-87《二氧化碳气体保护焊用焊丝》的有关规定。 2.1.2焊丝使用前要检查,对有油、锈的必须除去油锈。 2.1.3用于co2气体保护焊所用co2气体应符合gb3052-85《工业液体二氧化碳》ⅱ类一级标准要求, co2气体按容积含量应≥99.5%,水分含量(质量比)应<0.005%,超过上述指标的co2气不可直接用 于焊接,co2气购置时,应随带质量证明书。 2.1.4当co2气体中含水量超过标准时,应采取下列办法处理: 1
文辑创建者
我要分享 >
职位:岩土工程师现场负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐