拉钉抽芯铆钉
2025-04-03

产品介绍 抽芯铆钉(blindrivets)---------铆体(rivetbody)钉芯(rivetstemorrivet mandrel)。是一类单面铆接用的铆钉,但须使用专用工具——拉铆枪(手动、电 动、气动)进行铆接。铆接时,铆钉钉芯由专用铆枪拉动,使铆体膨胀,起到铆接作用. 这类铆钉特别适用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,故广泛 用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。其中以开口型扁圆 头抽芯铆钉应用最广,沉头抽芯铆钉适用于表现需要平滑的铆接场合,封闭型抽 芯铆钉适用于要求随较高载荷和具有一定密封性能的铆接场合。 尺寸规格说明 标记:公称直径d=4mm、公称长度l=12mm、钉体由铝合金(aia)制造、 钉芯由钢(st)制造、性能等级为10级的开口型平圆头抽芯铆钉的标记:抽芯铆
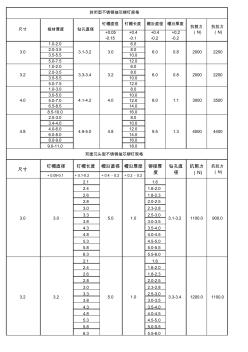
+0.05+0.4+0.4+0.2 -0.15-0.1-0.2-0.2 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-2.06.0 2.0-3.58.0 3.5-5.510.0 5.0-7.512.0 1.0-3.08.0 3.0-5.010.0 5.0-7.012.0 6.5-8.514.0 8.5-10.016.0 2.0-3.08.0 3.4-4.010.0 4.0-6.012.0 6.0-8.014.0 8.0-9.016.0 9.0-11.018.0 钉帽直径钉帽长度帽沿直径帽沿厚度 +0.09-0.1+0.1-0.2+0.4-0.2+0.2-0.2 2.11.6 2.41.6-2.0 2.61.8-2.3 2.82.0-2.5 3.02.3-2.8 3.
编辑推荐下载
格式:pdf
大小:2.0MB
页数:3P
人气:78
 4.4
4.4
 抽芯铆钉用于复合材料夹层的研究与探讨
抽芯铆钉用于复合材料夹层的研究与探讨 根据国内外有关产品标准分析了各种类型抽芯铆钉在复材夹层上的安装,同时结合hb8001系列抽芯铆钉在复材夹层上的实际应用分析,提出了各种类型抽芯铆钉在复材夹层上的适用性及安装时应考虑的问题。

热门文档 拉钉抽芯铆钉
格式:pdf
大小:658KB
页数:3P
人气:78
4.4
推芯铆钉组件在机动式装备中的应用 推芯铆钉是一种高效的连接方式,作为一种通用件,通常采用大批量生产模式,与机动式装备通常采用的单件或小批量生产模式不太相符,但在机动式装备的结构中应用推芯铆钉结构形式确实能够带来更高的效率。为此,针对机动式装备中较为通用的结构专门定制推芯铆钉组件,既具备较大批量生产的条件,又可以提高生产效率。本文介绍了一个自行设计推芯铆钉组件的实例,对比分析了该组件与原典型结构的功能和优缺点,验证了推芯铆钉结构代替原有结构的可行性,并借以推广推芯铆钉在机动式装备中的应用。
格式:pdf
大小:746KB
页数:5P
人气:78
4.6
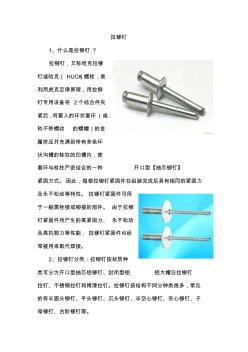
拉铆钉 1、什么是拉铆钉? 拉铆钉,又称哈克拉铆 钉或哈克(huck)螺栓,是 利用虎克定律原理,用拉铆 钉专用设备将2个结合件夹 紧后,将套入的环状套环(或 称不带螺纹的螺帽)的金 属挤压并充满到带有多条环 状沟槽的栓柱的凹槽内,使 套环与栓柱严密结合的一种开口型【抽芯铆钉】 紧固方式。因此,每根拉铆钉紧固件在组装完成后具有相同的紧固力 及永不松动等特性。拉铆钉紧固件可用 于一般需栓接或铆接的部件。由于拉铆 钉紧固件所产生的高紧固力、永不松动 及高抗剪力等性能,拉铆钉紧固件也经 常被用来取代焊接。 2、拉铆钉分类:拉铆钉按材质种 类可分为开口型抽芯铝铆钉、封闭型铝铝大帽沿拉铆钉 拉钉、不锈钢拉钉和烤漆拉钉。拉铆钉按结构不同分种类很多,常见 的有半圆头铆钉、平头铆钉、沉头铆钉、半空心铆钉、实心铆钉、子 母铆钉、台阶铆钉等。 3工作原理:拉铆钉紧固件与传统螺栓利 用扭力旋
格式:pdf
大小:7KB
页数:4P
人气:78
4.7

序号品种名称与标准号规格范围技术条件或材料 1 半圆头铆钉* gb867—86 0.6—16 按gb116—86规定: 碳素钢: a.不经处理; b.镀锌钝化 不锈钢: a.不经处理 铜及其合金: a.不经处理; b.钝化 铝及其合金: a.不经处理; b.阳极氧化 2 半圆头铆钉(粗制)* gb863.1—86 12—36 3 小半圆头铆钉(粗制)* gb863.2—86 10—36 4 平锥头铆钉* gb868—86 2—16 5 平锥头铆钉(粗制) gb864—86 12—36 6 沉头铆钉* gb869—86 1—16 7 沉头铆钉(粗制) gb865—86 12—36 8 半沉头铆钉 gb870—86 1—16 9 半沉头铆钉(粗制) gb866
格式:pdf
大小:304KB
页数:3P
人气:78
4.6
拉铆钉高精度测量技术的研究与实现 本文采用数字图像处理技术实现拉铆钉非接触实时在线的高精度测量。首先简单介绍硬件像素达到300万的图像采集系统的软硬件结构。其次详细给出了拉铆钉几何参数测量的算法,运用matlab进行仿真分析。最后从应用理论和实验结果证明了此种非接触测量方法在工业现场正确性和研究性。
精华文档 拉钉抽芯铆钉
格式:pdf
大小:57KB
页数:1P
人气:78
4.6
哈克拉铆钉技术在车辆中的应用 1原铆钉连接方式的缺陷铁道车辆结构连接所运用的低碳钢铆钉是一种较普遍的连接方式,它的连接强度大于螺栓连接,整体重量小于螺栓是该连接形式的优点。但是,人们往往忽视了铆钉连接的缺陷。首先,铆接工艺复杂,需要人员数量多,工人的技术熟练度要求高,相互间配合要默契。而且,各个工序间衔接极其紧密,因
格式:pdf
大小:645KB
页数:4P
人气:78
4.5
拉铆钉及其在铁道车辆中的应用 简述了车辆结构连接中存在的问题,介绍了拉铆钉的性能特点,提出了拉铆钉在车辆制造与修理中应用的必要性和可行性。
格式:pdf
大小:17KB
页数:4P
人气:78
4.6
第1页 栓钉 栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,施工采用 拉弧型栓钉焊机(型号:yd-200ls)和焊枪(型号:ys-223g),并使 用去氧弧耐热陶瓷座圈。型钢与砼不存在和钢筋一样的握裹力,加入栓钉 是为了加强钢与砼的结合,以便共同受力。 栓钉焊接方法:接通焊机焊枪电源,柱状栓钉套在焊枪上,防弧座圈, 启动焊枪,电流即熔断,座圈则产生弧光,经短时间后柱状栓钉以一定速 度顶紧母材端部熔化,切断电源柱状栓钉焊接完成固定在母材上。 栓钉焊接检查:柱状栓钉的质量以锤击为主,外观表面检查为辅,按 每天产量取其中的1/500进行弯曲检查,焊缝处无断裂视为合格,如焊缝 出现裂缝,该栓钉判为报废,需在附近重焊一只柱状钉作为补充。 铆钉 一种金属制一端有帽的杆状零件,穿入被联接的构件后,在杆的外端 打、压出另一头,将构件压紧、固定。常用铆钉 常用的有半圆头、平头、半空
格式:pdf
大小:170KB
页数:4P
人气:78
4.8
《铝及铝合金铆钉线与铆钉剪切试方法及铆钉线铆接试验方法》标准评述 gb/t3250-2007《铝及铝合金铆钉线与铆钉剪切试方法及铆钉线铆接试验方法》是铝及其合金力学性能检测方面的基础标准之一,相关产品标准、贸易合同、技术协议等都要求铆接、剪切试验测定所需的性能,这就需要具有通用可靠、准确可行的铆接、剪切试验方法。"铝及铝合金铆钉线与铆钉剪切及铆钉线铆接试验方法"经过长期的使用已达到相对成熟的程度,只是此标准已20多年没有修订,在其先进性和国际通用上已存在很大差距,因此修订国家剪切、铆接试验方法达到与国际接轨很有必要。本文简要介绍了gb/t3250—2007标准的修订原则和标准结构,重点介绍了标准的主要修订内容及修订依据,阐述了新标准的特点和创新点。
格式:pdf
大小:210KB
页数:2P
人气:78
4.7
骨水泥强化RF提拉钉治疗严重腰椎滑脱症 目的评价应用骨水泥强化rf提拉钉治疗严重腰椎滑脱症的疗效,总结手术经验和体会。方法对严重腰椎滑脱病人采用骨水泥强化rf提拉钉治疗,术后随访,观察临床症状和x线片的变化。结果23例患者全部得到随访,平均随访18个月,手术临床疗效优良率为78.3%,有1例出现rf提拉钉轻微向后移位,无一例出现内固定断裂和复位丢失。结论应用骨水泥强化rf提拉钉治疗严重腰椎滑脱症,能有效增加内固定的可靠性,减少术后并发症的发生。
最新文档 拉钉抽芯铆钉
格式:pdf
大小:9KB
页数:4P
人气:78
4.3
铝及铝合金铆钉线与铆钉铆接、剪切试验方法(审定稿) 国家标准编制说明 1编制依据 全国有色金属标准化技术委员会有色标委[2004]第08号文件,下达了编制《铝及铝合 金铆钉线与铆钉铆接、剪切试验方法》标准的任务,确定由东北轻合金有限责任公司为主 编单位,并于2005年8月1日在五大连池的标准预审会上对此标准进行了预审,提出了此 审定稿。 2编制原则 2.1本标准是对gb3250-82及gb3252-82的整合修订,修订后的标准引进了国家标准中新 的力学术语符,并对文字及章节重新进行了规范化整编。 2.2根据国内具体生产设备检验状况和用户对产品检测的使用要求,做到标准方法的合理 性与实用性。 2.3按照gb/t1.1-2000《标准化工作导则第一部分:标准的结构和编写规则》和gb/t 1.2《标准化工作导则第2部分:标准的制
格式:pdf
大小:14KB
页数:1P
人气:78
4.6
技术交底书no:005 工程名称:工程里程:导流洞进口k0-044~k0+000 编制单位:项目部技术科接收单位:施工十五队 工程项目:泄洪(兼导流)隧洞边坡土锚钉 支护 交底时间: 交底内容: (1)处理范围为全风化及以上边坡。 (2)土锚钉规格为48钢管,l=6m (3)工艺流程为:开挖修坡→喷第一层砼→土钉制作→定位打入→压力注浆→土钉头锚固→ 挂网喷锚。 ①土钉制作:在钢管壁两个或四个方向上按一定规律布置出浆孔,孔径5mm~10mm,间距 300mm~800mm,在出浆孔上方,焊接l30×3角钢保护出浆孔并形成倒刺。 ②定位打入:土钉土钉放线定位后使用专用配套设备振动打入,当土钉要接长时,采用焊接 短钢筋等接长。 ③压力注浆:必须保证设计要求的注浆量以保证土钉的抗拔力。注浆用水灰比为0.5的水泥 净浆,注浆泵灌注。 ④土钉
格式:pdf
大小:48KB
页数:1P
人气:78
4.7
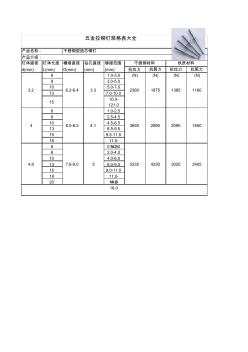
钉体直径钉体长度帽缘直径钻孔直径铆接范围 d(mm)l(mm)d(mm)(mm)(mm)抗拉力 (n) 抗剪力 (n) 抗拉力 (n) 抗剪力 (n)61.0-3.0 83.0-5.0 105.0-7.0 137.0-10.0 15 10.0- 121.0 61.0-2.5 82.5-4.5 104.5-6.5 136.5-9.5 159.5-11.5 1811.5- 14.560.5-2.0 82.0-4.0 104.0-6.0 136.0-9.0 159.0-11.0 1811.0- 14.02014.0- 16.0 1160 4 2405 五金拉铆钉规格表大全 4.87.8-8.05533542303020 18751385 6.0-6.24.1365028902090 不锈钢材料铁质材料 产品名称:不锈钢型
格式:pdf
大小:642KB
页数:3P
人气:78
4.3
铁路车辆铆钉拉伸断口不平整原因分析 采用光学显微镜、扫描电镜对失效铁路车辆铆钉的微观组织与断口进行分析。结果表明,铆钉拉伸断口上产生凸台阶的主要原因是在槽口边缘形成的裂纹扩展到心部之前,又在中心形成新的裂纹,且在这些中心裂纹处发生塑性变形。通过调整热处理工艺与控制材料中夹杂物级别可以解决断口不平问题。
格式:pdf
大小:73KB
页数:2P
人气:78
4.6
铆钉的装配应力对连接部分拉伸强度的影响 本文以铆钉为例,从连接部分所受到的装配应力角度进行理论计算分析,校核板件与铆钉的许用应力,分析结构的稳定性,并预测连接部分的破坏部位。
格式:pdf
大小:88KB
页数:未知
人气:78
4.5
不锈钢抽芯铆钉真空气淬 最近,我所接到上海异型铆钉厂委托的一项热处理任务。对不锈钢抽芯铆钉进行热处理。该铆钉材料为1cr18ni9,芯子为2cr13。热处理后技术要求;2cr13达到hrc42~45,1cr18ni9hv180。热处理后要求变形小,且铆钉表面光亮,不允许有微量氧化色。这种铆钉是新产品,国外市场上很畅销。该厂原来用箱式炉加热水淬,然后酸洗
格式:pdf
大小:335KB
页数:未知
人气:78
4.4
抽芯铆钉用钢丝的发展 抽芯铆钉作为新颖的紧固件,愈来愈受到人们的关注。由于它有许多独特的优点。在很多领域里取代了螺栓连接和焊接,使各种结构件变得紧凑、轻巧,造型美观,使用方便,省工省料,因此广泛地应用于飞机,船舶、汽车、机械、家用电器,电器仪表,建筑装璜、箱包和集装箱等行业。进入90年代以后,抽芯铆钉的品种,规格和产量得到了很大的发展,从单一的抽芯铝铆钉,发展到金钢、全不锈钢等的开口型和封闭型抽芯铆钉,共8大类,600多种规格。产品已能与国际接轨,远销美洲、欧洲、亚洲等5大洲,30余个发达国家,深受用户青睐。近10年来,铆钉用芯轴钢丝的生产已成为金属制品新兴产业,发展迅速。钢的牌号由过云的2个发展到现在的15个;钢丝规格由几个发展到80余个,逐步形成了系列化产品。抽芯铆钉属劳动密集型产品,只要能根据国内外市场需要,不断开发新产品,提高产品档次,其发展前景是很广阔的。
格式:pdf
大小:532KB
页数:未知
人气:78
4.6
抽芯铆钉钉套退火设备冷却系统的设计与实现 为满足工艺要求,在抽芯铆钉钉套局部退火过程中,需要对其部分环节进行冷却,对此本文提出了相应的冷却系统要求,根据要求制定了冷却系统设计方案,完成了泵的计算选型和水箱设计,制定了工作流程图,为抗拉型抽芯铆钉钉套局部退火设备冷却系统设计提供了参考。
格式:pdf
大小:256KB
页数:未知
人气:78
4.5
钢抽芯铆钉的研制及应用 本文描述了新型单面连接件钢抽芯铆钉的研制过程及工艺难点,同时分析了铆接成型原理,介绍了在某新型飞机上的应用。
文辑创建者
我要分享 >
职位:消防检测维护人员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐