磷肥厂硫酸技术改造
2025-01-24
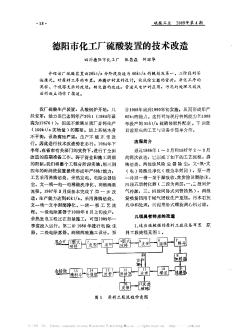
四川银山磷肥厂硫酸车间原采用文、泡、电水洗净化,一转一吸,尾气制取固体亚铵工艺流程,年产硫酸6万吨,1979年9月由内江地区批准进行扩建和技术改造,要求年产硫酸达到8万吨,并消除污染。为此,该厂与南化公司研究院订立技术服务合同,在硫酸技术改造中应用南化公司研究院科研成果:氧表检测及加矿自调:新型板式电除尘器:封闭净化(空冷法冷却稀酸)。并由南化研究院派人参加试车工作。

孝义市磷肥厂1976年建成投产,采用文—泡—文水洗净化、一转一吸流程,设计能力为5kt/a。1984年进行技术改造,转化工序改为利用沸腾炉出口炉气废热换热的“4+1”两转两吸流程,并新建了污水处理装置,生产能力达10kt/a。1997年对硫酸系统进行...
硫酸i业1996年第6期 葺同巷酸, 仙桃市磷肥厂40kt/a硫酸装置技术改造 1概述 熊茂昌 (仙横市磷肥厂433000) 我厂硫酸车间始建于1972年,次年建成 投产,设计能力为5kt/a,文一泡一文水洗净 化,一转一吸流程。1980年,转化系统扩建, 生产能力提高到10kt/a|1988年进行技术改 造,生产能力达到25kt/a;1991年改文一泡 一文净化流程为文一泡一电;后又经挖潜改 造,1994年实际生产能力已达105t/d1995 年,针对普钙供求矛盾日益突出而现有硫酸 装置跑、冒、滴、漏现象严重,维修量大,开车 率低,产量难以维持的状况,对硫酸系统进行 了扩产改造。改造工程从1995年2月开始 至1995年8月完成,并于8月22日一次开 车成功。9个月的生产实践证明,硫酸产量
编辑推荐下载
格式:pdf
大小:164KB
页数:1P
人气:79
 4.5
4.5
全国化工硫磷中心在全国硫酸和磷复肥企业开展技术改造咨询服务 我国即将加入世贸组织(wto),包括硫酸和磷 复肥在内的化肥企业将面临巨大挑战。以机制创 新、技术创新为主要手段,降低成本、占领市场为目 的是每个企业的必由之路。技术创新的核心是在企 业现有的硫酸、磷复肥装置基础上采用新技术、新工 艺、新设备、新材料,减少污染等方法,以少投入、多 产出为目的进行技术改造。 中国化工勘察设计协会1999年1月颁发的《全 国化工设计技术中心站工作规定》,要求中心(站) “承担或参予政府部门、协会和有关单位委托的咨 询、审核和审定、鉴定、分析评估、评优、仲裁等技术 服务工作”,根据此规定,我中心将在全国硫酸和磷 复肥企业开展技术改造咨询服务。 1、技术服务的主要方式 根据用户的不同要求和目的,提供硫酸、磷复肥 装置技术改造的技术咨询方案设计、可行性研究报 告或施工图设计方案
热门文档 磷肥厂硫酸技术改造
格式:pdf
大小:143KB
页数:1P
人气:79
4.4
陕西省岐山磷肥厂副产的氟硅酸钠近几年一直畅销不衰。但由于是土法生产,产量低,远远赶不上市场需要。去年下半年,通过调研,实施了先进的两室一塔强制循环吸收新工艺改造,改造后,不但产品质量稳定,而且产量大增,并于近期荣获龙海地区
格式:pdf
大小:154KB
页数:2P
人气:79
4.6
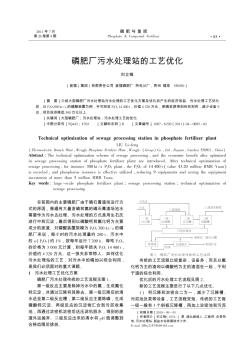
介绍大型磷肥厂污水处理站污水处理的工艺优化方案及优化后产生的经济效益。污水处理工艺优化后,以p2o5300kt/a的磷酸装置为例,年可回收p2o514400t,价值4320万元,使磷资源得到有效利用,减少设备9台,项目投资降低500万元以上。
格式:pdf
大小:542KB
页数:4P
人气:79
4.6
介绍了韶冶硫酸系统技术改造和改造后运行情况.改造后设备生产能力提高,有关工艺指标控制改善,并进一步改善环保排放和节能降耗.
格式:pdf
大小:278KB
页数:2P
人气:79
4.4

韶关冶炼厂(以下简称韶冶)有两套烟气制酸系统,与isp铅冶炼系统配套,硫酸总产量(ⅱ系统改造前)达到约300kt/a。2001年硫酸ⅰ系统改造改为两转两吸工艺,二氧化硫总转化率提高到99.8%。硫酸ⅱ系统于1996年底投入生
格式:pdf
大小:63KB
页数:2P
人气:79
4.4
厦门化肥厂硫铁矿制酸装置到1995年底生产能力达到40kt/a,采用沸腾焙烧、一级旋风除尘、文—泡—文水洗净化、两转两吸工艺流程。由于设备陈旧、工艺落后,硫酸系统阻力大、工艺指标差、开工率低,影响了企业的经济效益。为了企业的发展,我厂于1996、19...
精华文档 磷肥厂硫酸技术改造
格式:pdf
大小:129KB
页数:3P
人气:79
4.8
叙述了矿业公司硫酸厂生产规模由2万t/a扩大3万t/a的工艺设备技术改造的主要内容。同时分析了改造后存在的问题及下一步的打算。
格式:pdf
大小:128KB
页数:4P
人气:79
4.7

阐述了贵溪冶炼厂采用富氧熔炼技术后对烟气制酸装置进行技术改造的情况。经过技术改造,硫酸产量由1989年的367.8kt增加到1994年的417kt。
格式:pdf
大小:321KB
页数:4P
人气:79
4.5
介绍了我国造纸行业主要的耗能设备、国家支持的节能项目及硫酸盐浆厂碱回收溶解槽尾气余热利用原理、方案、案例及效果。
格式:pdf
大小:84KB
页数:1P
人气:79
4.5
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——sif4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对sif4尾气进
格式:pdf
大小:76KB
页数:1P
人气:79
4.5
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——sif4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对sir尾气进行吸收处理。当吸收室或吸收塔内氟水达到排放浓度时,便将之排至3个露天沉降池进行沉降。沉降后的上层清液氟水由废水泵打至磷肥装置氟水罐循环用于生产中。
最新文档 磷肥厂硫酸技术改造
格式:pdf
大小:203KB
页数:3P
人气:79
4.4
介绍了中国石油抚顺石化公司石油二厂废硫酸裂解制酸装置的运行情况及转化工序存在的问题。对该工序进行了技术改造:更换了转化反应催化剂,调整转化工序换热流程,增加了换热器,去掉转化混合器,同时增加了转化工序设备和管线的保温层厚度。改造后装置运行平稳,硫酸转化率达到设计值,并多生产硫酸520万t/a,排放尾气中so2的质量浓度低于960mg/m3,同时节约电耗100万kwh/a,实现了经济效益和环境效益的双增长。
格式:pdf
大小:368KB
页数:3P
人气:79
4.4
结合我国磷矿资源特点,分析论述了“料浆法”磷铵与引进的“传统法”磷铵的优劣,从而提出以国产化“料浆法”磷铵生产技术改造引进的五大磷肥工程的建议,以及今后磷复肥还需开展的工作。
格式:pdf
大小:469KB
页数:3P
人气:79
4.5
介绍160kt/a硫酸装置干吸工序的技术改造。将干燥及吸收酸铸铁排管冷却器改为阳极保护管壳式酸冷却器,冷却水采用两次换热,以回收部分低温热能,同时更换了耐酸泵等。改造后,消除了废水污染,改善了操作条件,提高了系统开工率,达到了预期目的。
格式:pdf
大小:157KB
页数:4P
人气:79
4.3
介绍80kt/a硫酸装置的焙烧工序通过技术改造达到130kt/a。沸腾炉用高强度焙烧技术,新建一台新一代全自然循环废热锅炉,采用单级单台大直径旋风除尘器。改造后,系统运行稳定,达到了预期的目的。
格式:pdf
大小:1.1MB
页数:2P
人气:79
4.4
介绍了山东明瑞化工集团有限公司硫酸系统技术改造和蒸汽利用情况。通过采取增加催化剂装填量、改变硫酸余热炉供气方式等技术措施提高了硫酸系统生产能力,降低了电耗,同时提高了余热锅炉的产汽量;根据实践提出以供磷铵生产为主、发电为辅的蒸汽利用方案,以提高公司的整体效益。
格式:pdf
大小:158KB
页数:4P
人气:79
4.6
 依靠科技进步 进行挖潜改造:宝鸡磷肥厂硫酸“二改四工程”...
依靠科技进步 进行挖潜改造:宝鸡磷肥厂硫酸“二改四工程”... 依靠科技进步 进行挖潜改造:宝鸡磷肥厂硫酸“二改四工程”...
格式:pdf
大小:91KB
页数:2P
人气:79
4.4

云南铜业股份有限公司硫酸三系列始建于1990年,1991年6月投入运行。该装置设计能力为103kt/a,采用空塔—填料塔—一级电除雾器—间冷器—二级电除雾器稀酸洗净化、4段转化、一转一吸工艺流程。2001年1月—2002年3
格式:pdf
大小:184KB
页数:2P
人气:79
4.6

湖南永利化工股份有限公司现有2套100kt/a硫铁矿制酸装置和1套160kt/a锌冶炼烟气制酸装置,均采用一转一吸制酸工艺,制酸尾气送环保处理厂用两段氨法处理后排放。由于尾气吸收系统so_2吸收率不高,排放尾气so_2浓度时有超标。2008年公司技术人员对影响so_2吸收率的因素进行了全面分析,并有针对性地进行了技术改造,保证了尾气达标排放。
格式:pdf
大小:817KB
页数:6P
人气:79
4.6
介绍该厂硫酸装置由20kt/a分阶段改造为60kt/a的规划及第一、二阶段的实施情况。对原料工序的布置,沸腾炉衬里的设计,旋风除尘器的密封,净化工序的流程、干吸塔支承的改进,转化器的改造,管道式电炉的应用,污泥的处理及枝改后的效益均作了报道。
格式:pdf
大小:462KB
页数:3P
人气:79
4.4
在硫酸装置干吸工序改造中,引用了带阳极保护管壳式浓硫酸冷却器,高强度的填料塔,对填料、填料支承、除沫器及一些辅助设备进行了改造,改造后技术指标良好,设备运行平稳。
文辑创建者
我要分享 >
职位:测量项目组长
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐