凌钢880mm中宽带热轧厂精轧机主传动电控系统改造
2025-03-20
应用美国 AV TRON公司全数字 6相和 12相整流装置 AFM控制器和励磁装置 A FS控制器 ,成功完成了凌钢 880 m m中宽带热轧厂 6套精轧机主传动电控系统的数字化改造。解决了原系统故障率高 ,产品精度不高等问题。改造投产后 ,整套系统的可靠性和各项性能指标有了大幅提高。

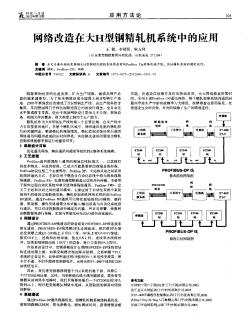
应用美国avtron公司全数字add32控制装置成功完成了凌钢中宽热轧带钢厂(880mm)6套精轧机主传动电控系统的数字化改造,同时完成了传动级(l0)网络的改造。其中快速以太网(100basefx)在传动级的应用在国内尚属先例,其快速性、稳定性和可靠性在实际使用中得到了充分验证,真正实现了传动级与基础自动化级(l1)和过程控制级(l2)的完美融合和无缝连接。本文主要介绍本系统中快速以太网的应用。
 武钢1700mm热轧精轧机电控系统改造
武钢1700mm热轧精轧机电控系统改造 采用大容量可控硅和logidynd2数字控制器对武钢1700mm热轧精轧机电控系统进行改造。经运行考验证明系统性能提高、稳定可靠。
编辑推荐下载
格式:pdf
大小:174KB
页数:5P
人气:53
 4.6
4.6
结合凌源钢铁公司中宽热带二手轧机的技术改造工作,介绍了该套生产线的工艺设备特点和技术改造内容,对于引进二手设备的工作有一定的借鉴和参考价值。
格式:pdf
大小:98KB
页数:7P
人气:53
4.3
浅谈1250精轧机的安装 1250精轧机组的安装应和活套和精轧机入口导卫和侧导板同时进行。本部分安装 顺序:座浆垫板——轨座——牌坊——下横梁——上横梁——标高调整及支撑辊换棍 滑台——提升轨道——弯辊窜辊装置——平衡装置——支撑辊锁紧挡板——agc缸— —平台——轧辊及轴承——设备配管及清洗——电气设备及行程开关的安装与粗调。 (1)底板的安装 1-1采用座浆的方法在地脚螺栓两边放置垫铁。 1-2测量基准面使上表面的标高与图纸相符。 1-3将底板安装在垫铁上,放置它们的中心线。 1-4调整底座上表面标高达到图纸规定的标高。 1-5用平尺和方水平测量底板上表面水平度,根据厂家检查记录,用垫铁进行调整, 直到满足规定要求。 1-6检测轧机的中心线,按图纸规定的从入口和出口侧调整底板。 1-7用比基准线大0.3—0.7mm的尺寸安装与基准板相对的底板。对于牌坊
热门文档 凌钢880mm中宽带热轧厂精轧机主传动电控系统改造
格式:pdf
大小:884KB
页数:4P
人气:53
4.6
济钢1700mm热轧带钢精轧机平衡力研究 针对济钢1700mmasp线生产中带钢头部存在中间浪问题,研究了精轧机平衡系统,计算了平衡力和弯辊力。根据计算结果,工作辊平衡力由原700kn调整为480kn,弯辊力由800kn调整为500kn,生产表明,轧机系统运行稳定,基本消除了带钢头部中间浪,有效改善了钢板板形。
格式:pdf
大小:164KB
页数:2P
人气:53
4.3
论述了太钢不锈钢热轧厂1700精轧机传动控制系统的硬件配置与软件配置,以及西门子全数字simadyn-d多处理器控制思路.
格式:pdf
大小:126KB
页数:2P
人气:53
4.8
太钢不锈钢热轧厂1700精轧机传动控制系统的改造 论述了太钢不锈钢热轧厂1700精轧机传动控制系统的硬件配置与软件配置,以及西门子全数字sima-dyn-d多处理器控制思路。
格式:pdf
大小:46KB
页数:2P
人气:53
4.8
济钢中板厂轧辊冷却系统存在结构简单,冷却水质差、水量不足、水喷分布不合理、调节不便、喷头堵塞等问题。通过建立四辊精轧机辊型曲线变化规律模型,计算辊身热膨胀凸度、辊身冷却水冷却速度、冷却水流量,得出轧辊辊型变化规律,实现辊型曲线及辊型配置的优化,改进轧辊水冷却系统,选择合理的轧辊水冷却工艺控制,延长了使用寿命,保证了计划正常换辊和生产作业率,改善了钢板板形和表面质量。
格式:pdf
大小:810KB
页数:4P
人气:53
4.3
重钢中板厂中的精轧机为生产线中的关键设备,精轧机前后导尺是保证轧件对中轧制中心并顺利通过精轧机的设备,因此,该设备对钢板的成品质量有直接的影响。通过对精轧机导尺设备进行分析,提出了进一步改进措施,使设备在使用中维修量、故障率大幅降低,对同类精轧机导尺的设计有参考意义。
精华文档 凌钢880mm中宽带热轧厂精轧机主传动电控系统改造
格式:pdf
大小:297KB
页数:3P
人气:53
4.8

本文介绍了济钢中厚板厂3200mm四辊粗轧机主传动系统的改造过程,并介绍了交错式万向接轴的应用,这对于提高中厚板轧机主传动轴万向节的承载能力具有重要意义。
格式:pdf
大小:333KB
页数:2P
人气:53
4.7
太钢2250mm热连轧精轧机模拟轧辊研制 介绍了太钢热连轧生产线7台精轧机布置的特点。分析了在满足轧制工艺要求的前提下,空设一架精轧机成为可能。重点阐述通过设计制作的模拟轧辊,当发生主传动故障时将模拟轧辊装入机架内,起到了过渡辊的作用,保证了正常的生产秩序,取得了良好的经济效益。
格式:pdf
大小:572KB
页数:3P
人气:53
4.5

本文主要针对中板精轧机轧辊水冷却装备进行分析,通过合理布局、调整水压和分段控制水量,使轧辊得到均匀冷却,轧辊热凸度及磨损不均减少,轧辊寿命和钢板板型得到改进。
格式:pdf
大小:100KB
页数:1P
人气:53
4.5
1500mm宽带精轧机组工艺通道设备适应性改造 随着生产的进行,设备运行过程中逐渐暴露出控制设计、强度设计和安装精度上的不足,已经开始制约生产。通过本次改造,将从根本上解决设备安全隐患,保证设备高效运行,减少维护量,降低维护难度。
格式:pdf
大小:385KB
页数:3P
人气:53
4.4
中板四辊轧机主电机电控系统故障分析 本文介绍了采用西门子simadynd控制装置的四辊轧机主电机电控系统的一起故障排查、处理过程,并对故障原因进行了分析。
最新文档 凌钢880mm中宽带热轧厂精轧机主传动电控系统改造
格式:pdf
大小:122KB
页数:2P
人气:53
4.7
唐钢二冷轧酸轧机组轧机主电机及传动系统 本文主要论述了唐钢二冷轧酸洗轧机联合机组轧机主电机的型式及其主传动系统的特点及控制功能。
格式:pdf
大小:443KB
页数:4P
人气:53
4.5
分析了本钢连轧厂七架普通四辊精轧机的改造,对所采用的工作辊弯辊装置和轧辊轴向横移装置的工作原理进行了研究,结果表明,产品板型得到控制,质量显著提高。
格式:pdf
大小:117KB
页数:2P
人气:53
4.3
降低热轧窄带钢中精轧机轧辊消耗 轧制生产过程中,轧辊始终处于复杂的应力状态中,如果轧辊的材质、加工、生产、操作等工艺不合理,就会出现断辊、爆辊、辊面损伤、裂纹等情况,造成轧辊失效,缩短轧辊寿命,甚至报废。宣钢热带生产线通过技术改造、对轧辊改造再利用、加强管理等措施,降低了轧辊消耗,使轧辊效用达到最大化。
格式:pdf
大小:411KB
页数:未知
人气:53
4.6
热连轧精轧机下阶梯垫板设计 对热连轧精轧机下阶梯垫板级次设计与应用的相关因素进行分析并建立数学模型,以某1580mm热连轧机为例,介绍该模型的使用方法。
格式:pdf
大小:982KB
页数:2P
人气:53
4.5
在生产实践中,由于精轧机机架辊容易产生旋转惯性导致钢板下表面纵向划伤、机架辊被钢板顶翻、换辊费时费力等问题,为此,济钢中板厂对机架辊进行技术改造。增加了机架辊驱动装置,机架辊改为固定式,对下轧辊护板、机前机后护板、辊子轴承座、更换吊具以及相配套的电控部分进行改造设计。改造后降低了机架辊的故障发生率,提高了产品质量。
格式:pdf
大小:80KB
页数:1P
人气:53
4.7
本文主要介绍的是莱钢大h型钢精轧控制系统将原有profibus—dp网络改造升级,保证精轧系统的稳定运行。
格式:pdf
大小:211KB
页数:2P
人气:53
4.5
轧钢过程中宽带热轧工作辊热凸度变化的研究 工作辊热凸度与轧制时间、轧制速度、轧制节奏、轧辊冷却水等有着密切的关系,充分了解轧辊热凸度在轧制过程中的变化,不仅可以提高宽带钢热连轧机组热辊形的模型控制及预报精度,而且可以通过及时调整轧制节奏,轧辊冷却水系统的工作情况调整轧辊热凸度,对于板形控制具有重要意义.
格式:pdf
大小:124KB
页数:4P
人气:53
4.5
包钢轨梁厂H型钢线粗轧机电控系统 文章主要叙述包钢轨梁厂大h型钢生产的线粗轧机主传动电控系统的结构及特性。系统采用西门子公司simadynd全数字矢量控制系统进行控制;通过profibus_dp网络实现信号采集,以及和一级自动化系统间进行数据交换,系统能够适应频繁可逆、大冲击负荷、高过载能力的轧钢工况需求。
格式:pdf
大小:211KB
页数:4P
人气:53
4.5
湘钢3800 mm宽厚板轧机主传动控制系统 湘钢新建3800mm宽厚板轧机主传动系统采用了西门子公司交-交变频传动控制系统,变频控制系统的控制器使用了simadyd全数字系统。根据该系统在轧制生产中的应用情况,阐述了交-交变频器的配置及运行效果。
格式:pdf
大小:267KB
页数:4P
人气:53
4.8
2100mm热精轧机换辊电气控制技术 本文主要介绍了东北轻合金有限责任公司超大规格特种铝合金板带材项目南线板带车间2100mm热精轧机自动换辊控制的工作原理、电气控制系统硬件和软件设计构成。
文辑创建者
我要分享 >
职位:建筑院总建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐