螺杆式空压机安装安全技术措施
2025-01-21
副井螺杆式空压机安装安全技术措施 一:概况 宁夏宝丰能源集团公司丁家梁煤矿井深 929m,井筒径直径为 Φ6.8 米凿井期间,经计算采用 2 台 GA250型和一台 SA120A型空压机供风。 可满足不同施工工序的用风需要。 地面压风管选 用Φ219×6 无缝钢管,井下选用 Φ 159×6mm的无缝钢管,为保证安全施工特编此措施。 二、编制依据: 1、设备自带压缩机说明书。 2、《煤矿安全规程》 。 3、《机械设备安装工程施工及验收通用规程》 。 4、《煤矿安装工程质量检验评定标准》 。 三、安装主要工程量 1)、压缩机 3 台 单台最重大约重 5430kg 2)、安装电源起动柜 3 台 3)、加装散热通道 4)、铺设电源线及电源起动柜接头 四、施工技术方案 (一)、施工步骤 1、施工前的准备工作:及时组织施工人员熟悉施工现场,做好前期准备工作(如、钢丝绳、 马镫、橇杠、电钳工必用的工具

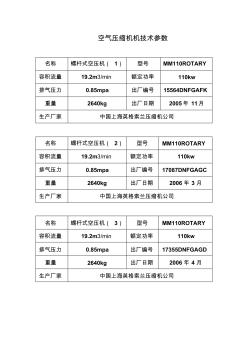
空气压缩机机技术参数 名称螺杆式空压机(1)型号mm110rotary 容积流量19.2m3/min额定功率110kw 排气压力0.85mpa出厂编号15564dnfgafk 重量2640kg出厂日期2005年11月 生产厂家中国上海英格索兰压缩机公司 名称螺杆式空压机(2)型号mm110rotary 容积流量19.2m3/min额定功率110kw 排气压力0.85mpa出厂编号17087dnfgagc 重量2640kg出厂日期2006年3月 生产厂家中国上海英格索兰压缩机公司 名称螺杆式空压机(3)型号mm110rotary 容积流量19.2m3/min额定功率110kw 排气压力0.85mpa出厂编号17355dnfgagd 重量2640kg出厂日期2006年4月 生产厂家中国上
最新整理副井螺杆式空压机安装安全技术措施 一:概况xx宝丰能源集团公司丁家梁煤矿井深929m,井筒径直径为φ6.8 米凿井期间,经计算采用2台ga250型和一台sa120a型空压机供风。可满足不 同施工工序的用风需要。地面压风管选用φ219×6无缝钢管,井下选用 φxxx×6mm的无缝钢管,为保证安全施工特编此措施。二、编制依据:1、设备 自带压缩机说明书。2、《煤矿安全规程》。3、《机械设备安装工程施工及验收通 用规程》。4、《煤矿安装工程质量检验评定标准》。三、安装主要工程量1)、压 缩机3台单台最重大约重5430kg2)、安装电源起动柜3台3)、加装散热通 道4)、铺设电源线及电源起动柜接头四、施工技术方案(一)、施工步骤1、施 工前的准备工作:及时组织施工人员熟悉施工现场,做好前期准备工作(如、钢 丝绳、马镫、橇杠、电钳工必用的工具等)。
编辑推荐下载
格式:pdf
大小:23KB
页数:3P
人气:67
 4.7
4.7
供应复盛sa04-11系列微油螺杆空压机 产品说明: 坚固耐用 新复盛sa04-11系列,将螺杆技术带入了小气量领域,为小气量领域带来螺杆压缩机的高 可靠性。 众多型号 地面安装型、储气罐安装型、带冷干机、储气罐、过滤器的全性能机型,满足不同需求;全 新能机组流程为空压机-储气罐-冷干机,符合压缩空气最佳流程;所有的管接口都经过了优 化,降低了空气泄露。 更接近用气点 sa04-11系列全性能机组更接近用气点,没有管路压降损耗,且安装方便,即插即用;更多 地减少占地面积,为客户创造理想的使用环境。 高度集成,高能效主机 来自复盛德国全球研发中心,可靠的螺杆技术,可100%连续负荷运行,优化齿形,优化容 积效率,能耗优化设计,提高低转速及工况效率,在做到高能效比的同时,振动噪音极小; 高度集成主机,螺杆主机及油气筒集成一体,与空滤、进气阀以及外置的油过滤、油细分离 器组成
热门文档 螺杆式空压机安装安全技术措施
格式:pdf
大小:36KB
页数:6P
人气:67
4.5
... z 螺杆式空压机培训教材 一、空压机的组成结构 1、电气部分:电机、控制系统、操作面板; 2、压缩机部分:主机头、进气控制器、单向阀、断油阀、最小压力阀、电磁阀; 3、冷却器部分a风冷:冷却风扇、油气冷却器; 冷却器部分b水冷:油冷却器、空气冷却器、温控阀。 二、主机头转子结构及工作原理 1、主机结构:机体平行配置一对相互啮合的螺旋形转子(阴转子和阳转子), 转子两端轴承实行轴向和径向定位; 2、螺杆机主要特点:可靠性高,运行寿命长; 操作简单,维护便; 动平衡性好,可平稳高速运行,压力平稳无脉冲。 3、工作原理:阴阳转子与机体构成的容积变化产生吸气——压缩——排气三个 连续的工作过程。 三、压缩机运行流程:空气经过空滤——进气控制器——主机头——油气 分离器——最小压力阀——气冷却器——用户用气现场。 1、空气压缩流程:空气被压缩的同时一定量的冷却油不断注入主机
格式:pdf
大小:31KB
页数:4P
人气:67
4.3
变频螺杆式空压机介绍 1、省电(37kw为例) 2、供电压力恒定 普通空压机无论是活塞机还是螺杆机,都会存在2公斤左右的压力差,浪费不况,对于大 多数用户会因此而降低生产效率,严重的会降低产品质量,所以变频空压机始终以恒压变 频产气,受到了众多用户的热烈欢迎! 3、噪音低 变频空压机运行平稳、缓速,既无普通螺杆机的频繁加卸载声,更不像活塞机有突然的启 动声,而且避免了普通螺杆机长期高速的高负载声。而且从本质上讲,变频机的配置和造 价也远远要高于普通螺杆。 4、寿命厂、费用低 长期全速或高速运转对任何设备都是不利的,空压机亦如此,以前有客户采用“—用—备”, 一是为了备用,二是为了可以相互切换轮流使用,避免单台机组长期高速运行对机组的不 利;而变频空压机缓速而平稳的运转,减少了机组的磨损,既延长使用寿命,也延长了它 的维护周期,自然节省运行费用。 5、对自发电

精华文档 螺杆式空压机安装安全技术措施
格式:pdf
大小:12KB
页数:4P
人气:67
4.5
每月保养内容: 1、检查冷却器,必要时予以清洗; 2、检查所有电线连接情况并予以紧固; 3、检查交流接触器触头; 4、清洁电机吸风口表面和壳体表面的灰尘; 5、清洗回油过滤器; 6、检查空气压缩机设定与运行是否一致。 每季度保养内容: 1、清洁主电机和风扇电机; 2、更换油过滤芯; 3、清洁冷却器; 4、检查最小压力阀、安全阀; 5、检查传感器。 每天保养内容: 1、检查油位; 2、检查空滤芯和冷却剂液位; 3、检查软管和所有管接头是否有泄漏情况; 4、检查易耗件已经到了更换周期必须停机予以更换; 5、检查主机排气温度,达到或接近98℃,必须清洗油冷却器; 6、检查分离器压差,达到0.6bar以上(极限1bar)或压差开始有下降趋势时应停 机更换分离芯; 7、检查冷凝水排放情况,若发现排水量太小或没有冷凝水排放,必须停机清洗水分 离器; 8、检查空气压缩机是否有不

最新文档 螺杆式空压机安装安全技术措施
格式:pdf
大小:132KB
页数:14P
人气:67
4.8

**有限公司 螺杆式空气压缩机大修方案 **有限公司 **有限公司 目录 一、空压机现状 二、原因分析 三、采取措施 四、维修方案 五、质量保证 六、施工安全、环保注意事项 七、报价 八、业绩及企业资质 **有限公司 一、空压机现状 **能源有限公司活性炭公司在用空气压缩机,经过近5年的运 行,目前普遍存在故障率高、运行效率降低的现象。主要表现在运行 温度高,冷却液变质,电器元件老化、打压时间延长等方面。 1.1机头损坏(轴承严重磨损腐蚀、轴封失效、螺杆锈蚀) 1.2冷却器结垢腐蚀。 1.3储液罐结垢严重。 1.4油气管道结垢严重。 二、原因分析 2.1使用环境较差,空气中粉尘含量高。 2.2冷却器换热效果不好,水质不好,造成结垢严重,影响换热效果。 怀疑漏水腐蚀压缩机部件(需检查后确认)。 2.3日常运行时维护保养工作很欠缺,从现场局部拆解部件的情况来 看,轴
格式:pdf
大小:72KB
页数:7P
人气:67
4.5
螺杆式空压机 简介 用可靠性高的螺杆式空压机取代易损件多、可靠性差的活塞式空压机, 已经成为必然趋势。日本螺杆压缩机1976年仅占27%,1985年则上升到85%。 目前西方发达国家螺杆空压机市场占有率为80%,并保持上升势头。螺杆空 压机具有结构简单、体积小、没有易损件、工作可靠、寿命长、维修简单 等优点。 螺杆空压机有双螺杆与单螺杆两种。单螺杆空压机的发明比双螺杆空 压机晚十几年,设计上双螺杆式空压机更趋合理、先进。双螺杆空压机克 服了单螺杆空压机不平衡、轴承易损的缺点;具有寿命长,噪音低,更加 节能等优点。八十年代技术成熟后,其应用范围在日渐扩大。 单螺杆空压机又称蜗杆空压机,单螺杆空压机的啮合副由一个6头螺 杆和2个11齿的星轮构成。蜗杆同时与两个星轮啮合即使蜗杆受力平衡, 又使排量增加一倍,空压机的体积小,每分钟只有9立方米(9m3/min)蜗 杆空压机
格式:pdf
大小:254KB
页数:2P
人气:67
4.5
 螺杆式空压机积炭结焦处理
螺杆式空压机积炭结焦处理 1.问题分析经过长期实践总结,螺杆式空压机在螺杆泵、吸气端、冷却器、油管及气阀上产生积炭、油垢及结焦的原因有6点。(1)环境太差,吸入空气太脏与油中有机物混合成油焦。另外,冷凝水及金属的氧化催化,水分和金属都是润滑油氧化的催化剂,两者同时存在对油品的氧化有显著加速作用。
格式:pdf
大小:23KB
页数:3P
人气:67
4.4
螺杆式空压机保养检修规程 空压机的维护保养由空压机值班人员和维修工共同负责,要认真做到正确使 用,精心维护好设备;严格执行设备定期维护,强制保养制度,做好设备清洁和 防腐工作。 1、机器运转1000小时:检查进气阀动作机活动部位,加注油脂,清洁空滤, 检查固定螺栓及紧固电线螺丝。 2、机器运转2000小时或6个月:检查进气阀,更换o型圈,加注润滑油脂, 检查各部管路。 3、机器运转3000小时:清洁进气阀,更换o型圈,加注润滑油脂,检查三 相电磁阀,检查卸放阀,更换油细分离器,更换螺杆油,检查压力维持阀,清洗 冷却器,更换o型环,清洁空滤和油过滤器,检查各保护亚查开关是否动作正常。 3、机器运转20000小时或3年:更换机体轴承,各油封,调整间隙,测量电 动机绝缘,应在1mω以上。 4、油细分离器指示灯亮表示油细分离器阻塞,应立即安排时间更换。否则引 起空气管路油
格式:pdf
大小:114KB
页数:未知
人气:67
4.8
螺杆式空压机的节能运行 本文通过介绍分析螺杆式空压机运行的情况,论述了不同控制模式下的电动机功率消耗情况,阐明了通过应用变频器调速,控制螺杆机的供气量,来保证压缩空气用户的压力平稳、压缩空气流量平滑调节、实现最小电动机功率消耗的节能运行模式。
格式:pdf
大小:57KB
页数:8P
人气:67
4.7

山东鲁抗医药股份有限公司螺杆式空压机检修安全技术规程 起草单位维修公司起草人:年月日 审核人 机械动力工程部:年月日质量保证部:年月日 环保安全部:年月日 1主题内容与适用范围 本规程规定了lu910—37型螺杆空气压缩机的检修方法、检修内容和常规故障 处理。 本规程适用于各车间lu910—37型螺杆空气压缩机的检修。 2引进标准 《医药工业设备维护检修规程》1992年出版 3术语 4职责 4.1设备的小修部分和备件准备由车间负责。 4.2设备的计划检修和故障处理由维修公司负责。 5检修标准 5.1检修间隔期 5.1.1检修内容分小修、中修和大修。 5.1.2检修间隔期(小时) 检修类别小修中修大修 检修间隔期2000-24008000-1000024000-30000 5
格式:pdf
大小:8KB
页数:3P
人气:67
4.4
最新整理螺杆式空压机检修安全技术规程 1主题内容与适用范围本规程规定了lu910—37型螺杆空气压缩 机的检修方法、检修内容和常规故障处理。本规程适用于各车间lu910—37型螺 杆空气压缩机的检修。2引进标准《医药工业设备维护检修规 程》1992年出版3术语4职责4.1设备的小修部分和备 件准备车间负责。4.2设备的计划检修和故障处理维修公司负责。5检修标 准5.1检修间隔期5.1.1检修内容分小修、中修和大修。5.1.2检修间隔期 (小时)检修类别小修中修大修检修间隔期 2000-24008000-1000024000-300005.2检修内容5.2.1小修5.2.1.1检 查、紧固机器内各连接管道接头及各部位紧固件。5.2.1.2清除
格式:pdf
大小:91KB
页数:7P
人气:67
4.5
螺杆式空压机检修安全技术规程序第1页共7页 文件编码:lk股wx-jx02(0) 批准人:批准日期:年月日实施日期:年月日 山东鲁抗医药股份有限公司螺杆式空压机检修安全技术规程 起草单位维修公司起草人:年月日 审核人 机械动力工程部:年月日质量保证部:年月日 环保安全部:年月日 1主题内容与适用范围 本规程规定了lu910—37型螺杆空气压缩机的检修方法、检修内容和常规故障处理。 本规程适用于各车间lu910—37型螺杆空气压缩机的检修。 2引进标准 《医药工业设备维护检修规程》1992年出版 3术语 4职责 4.1设备的小修部分和备件准备由车间负责。 4.2设备的计划检修和故障处理由维修公司负责。 5检修标准 5.1检修间隔期 5.1.1检修内容分小修、
格式:pdf
大小:13KB
页数:2P
人气:67
4.5

电动螺杆式空压机安全技术交底 交底内容: 1、电动螺杆空压机司机必须经培训合格方可上岗。 2、启动前要做好下列准备和检查 1)检查机械应设置平稳;外部各联接螺栓应紧固,运动部位应灵活; 各传动防护装置应良好。 2)检查电动机及启动器外壳需接地良好,电机附近不准堆放易燃易 爆物品。 3)保持润滑油螺杆式液压油在标尺范围内。 4)检查传动皮带的松紧度适宜,空气内锓器物无污物堵塞。 5)接通水源,打开各进水阀,使冷却水畅通。 6)打开排风阀,使启动前压缩机处于空载状态。 7)打开储气筒下部开关放水。 3、运转中注意事项 1)机械必须在无负荷状态下启动,待空载运转正常后,再逐步使风 机进入负荷状态。 2)检查机器中无漏油漏水漏气现象,如严重应立即停机检查。 3)注意机油压力排气压力水温指示油指示是否正常。 4)检查电机温度是否正常吸气阀盖是否过热。 5)运行中出现异响异味油温排
文辑创建者
我要分享 >
职位:装修工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐