铝合金门窗生产流程
2024-06-24
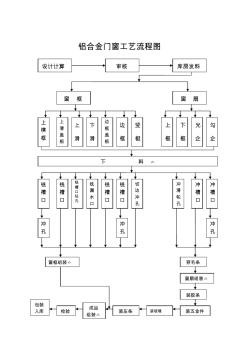
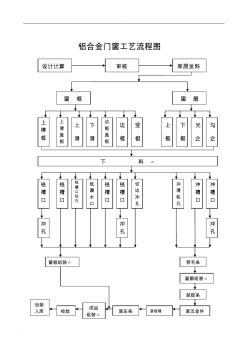
铝门窗生产工艺流程图 标“*”为关键工序 框、扇料角码切割*框料切割 框料工艺孔槽铣削 扇料执手孔槽冲铣 加工 扇料冲槽口中梃端面铣削 组装 断热铝门窗质检合格 断热铝门窗交检 断热铝门窗组装 框五金件装配 *框料挤角 扇五金件装配 *扇料挤角 框料连接孔铣削 框料组角 *扇料切割 扇料组角 下料 (一)、下料(关键工序) A、工序流程: *为关键工序 B、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式( 900或 450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平台面与料的最高点做料高,不许单独测 量原材料的料高(测料高采用游标卡尺,至少 3 点,以平均值为准)。 领料 确认 角码切割*框料切割 *扇料切割


-! 铝门窗生产工艺流程图 标“*”为关键工序 框、扇料角码切割*框料切割 框料工艺孔槽铣削 扇料执手孔槽冲铣 加工 扇料冲槽口中梃端面铣削 组装 断热铝门窗质检合格 断热铝门窗交检 断热铝门窗组装 框五金件装配 *框料挤角 扇五金件装配 *扇料挤角 框料连接孔铣削 框料组角 *扇料切割 扇料组角 下料 -! (一)、下料(关键工序) a、工序流程: *为关键工序 b、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平台面与料的最高点做料高,不许单独测 量原材料的料高(测料高采用游标卡尺,至少3点,以平均值为准)。 7、下料时必须严格执行首检
铝合金门窗工艺流程图 设计计算审核库房发料 窗框窗扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下料△ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 1 铝合金门窗生产工艺 1范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3工艺要求 3.1型材检验 型材进厂后,应根据国家标准gb/t5237-2008《铝合金建筑型材》及合同要 求对型材进行检验。 3.2
编辑推荐下载
格式:pdf
大小:71KB
页数:7P
人气:78
 4.7
4.7
. . 铝合金门窗工艺流程图 设计计算审核库房发料 窗框窗扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下料△ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 . . 铝合金门窗生产工艺 1范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3工艺要求 3.1型材检验 型材进厂后,应根据国家标准gb/t5237-2008《铝合金建筑型材》及合同要 求对型材
格式:pdf
大小:45KB
页数:7P
人气:78
4.7
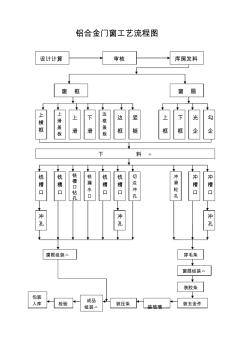
铝合金门窗工艺流程图 设计计算审核库房发料 窗框窗扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下料△ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃 装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 铝合金门窗生产工艺 1范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3工艺要求 型材检验 型材进厂后,应根据国家标准gb/t5237-2008《铝合金建筑型材》及合同要 求对型材进行检验。 下料 3.2.1使
热门文档 铝合金门窗生产流程
格式:pdf
大小:46KB
页数:8P
人气:78
4.6
![铝合金门窗生产工艺[教学]](https://files.zjtcn.com/group1/M00/6D/3D/CgoBZ2A6lk2AKO3gAAAMKM_im7g958.jpg)
山东圣光装饰工程有限公司 铝合金门窗工艺流程图 设计计算审核库房发料 窗框窗扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下料△ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 铝合金门窗生产工艺 1范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3工艺要求 3.1型材检验 型材进厂后,应根据国家标准gb/t5237-2008《铝合金建筑型材》及合同要 求对型
格式:pdf
大小:1.0MB
页数:10P
人气:78
4.4
铝合金门窗生产工艺流程 作业前的准备:熟悉门窗分格图,查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶 条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同一樘 窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与钢卷尺 尺寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确认尺 寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核对断料 是否有误差。 3、针对45度组角的外框断料。断第一支料时,应用万能角度
格式:pdf
大小:90KB
页数:1P
人气:78
4.6
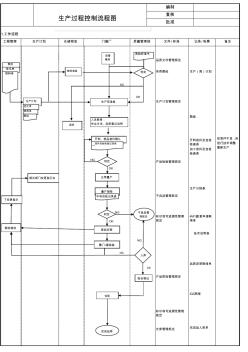
标识和可追溯性管理 规定 产品质检管理规定 iqc周报 生产日报表 编制 复核 批准 如首件不良,则 进行技术调整 重新生产 备注记录/帐票 生产过程控制流程图 仓储物流工程管理 图纸 1.工作流程 质量管理部文件/标准 各类图纸生产(周)计划 品质文件管理规定 生产计划管理规定 完成品入库单 品质异常联络单 4m1e变更申请联 络单 技术说明表 开料首件及自检 检查表 加工首件及自检 检查表 仓库管理规定 标识和可追溯性管理 规定 不良品管理规定 生产计划门窗厂 产品检验管理规定 开料、部品首件确认 正常量产 ok 生产计划 优化单 生产前准备 判定 包装 贴合格证 不良品管 理规定 ng 完成品库 人员教育: 作业方法、品质要点说明 ng ok ng 设备 模具 质检标准书 判定 量产抽检 中间自检记录表 部品安装 图纸错误 整门/窗组装 下变更指示 图纸 领料单 图纸 首
格式:pdf
大小:1.0MB
页数:9P
人气:78
4.6
标准实用 文案大全 铝合金门窗生产工艺流程 作业前的准备:熟悉门窗分格图,查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶 条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同一樘 窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与钢卷尺 尺寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确认尺 寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核对断料 是否有误差。 3、针对45度组角的外框断料。断第一
精华文档 铝合金门窗生产流程
格式:pdf
大小:1.0MB
页数:9P
人气:78
4.5
word格式-可编辑 专业知识--整理分享 铝合金门窗生产工艺流程 作业前的准备:熟悉门窗分格图,查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶 条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同一樘 窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与钢卷尺 尺寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确认尺 寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核对断料 是否有误差。 3、针对
格式:pdf
大小:170KB
页数:10P
人气:78
4.6
铝 合 金 门 窗 生 产 工 艺 流 程 铝合金门窗生产工艺流程 标注*为关键工序 下料(关键工序) 一、工序流程: *为关键工序 二、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、检查设备运行是否正常。 4、确认型材放置方向是否正确。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,测料高采用游标卡尺,至少3点,以 平均值为准。 7、下料时须严格执行首检制,确认无误后方可成批下料(由工艺员、 质检员、班长认可并做好首检记录),并且在下料过程中进行抽检。 8、主操手和副操手应互检,每次调整尺寸或角度,副操手应复合尺 寸和角度,防止批量尺寸或角度出现错误。 9、角码要根据不同的型材试装后,方可成批下料。 10、工件的数量应以生产部下发的下料单或班长经书面形式提供的数 量为准
格式:pdf
大小:67KB
页数:1P
人气:78
4.3

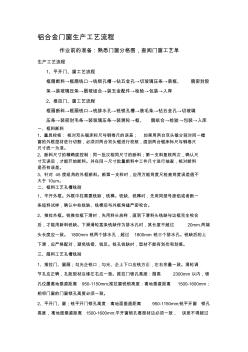
仅供个人学习参考 铝合金门窗生产工艺流程图 下料 框料切中梃切 注胶孔冲 扇料切 加工 框料连接孔铣 框料工艺槽扇料冲槽 组装 中梃端面铣 框五金装 中梃连接件定 巡 检 框扇质 窗框注 固定压条装 扇料执手孔铣 窗扇组 窗扇注 扇五金装 窗扇压条装 窗扇玻璃注 包装出
格式:pdf
大小:195KB
页数:10P
人气:78
4.4
标准实用 文案大全 铝 合 金 门 窗 生 产 工 艺 流 程 铝合金门窗生产工艺流程 标准实用 文案大全 标注*为关键工序 下料(关键工序) 标准实用 文案大全 一、工序流程: *为关键工序 二、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、检查设备运行是否正常。 4、确认型材放置方向是否正确。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,测料高采用游标卡尺,至少3点,以 平均值为准。 7、下料时须严格执行首检制,确认无误后方可成批下料(由工艺员、 质检员、班长认可并做好首检记录),并且在下料过程中进行抽检。 8、主操手和副操手应互检,每次调整尺寸或角度,副操手应复合尺 寸和角度,防止批量尺寸或角度出现错误。 9、角码要根据不同的型材试装后,方可成批下料。 标准实用
格式:pdf
大小:1.0MB
页数:11P
人气:78
4.4
-1- 一、铝合金门窗生产工艺流程 二、作业前的准备:熟悉门窗分格图, 查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶 条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同 一樘窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与 钢卷尺尺寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确 认尺寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核 对断料是否有误差。 3、针对45度组角的外
最新文档 铝合金门窗生产流程

格式:pdf
大小:1.2MB
页数:9P
人气:78
4.4
铝合金门窗生产工艺流程 作业前的准备:熟悉门窗分格图,查阅门窗工艺单 生产工艺流程 1、平开门、窗工艺流程 框扇断料→框扇铣口→铣锁孔槽→钻五金孔→切玻璃压条→装框、扇密封胶 条→装玻璃压条→扇玻组合→装五金配件→检验→包装→入库 2、推拉门、窗工艺流程 框扇断料→框扇铣口→铣排水孔→铣锁孔槽→装毛条→钻五金孔→切玻璃 压条→装密封毛条→装玻璃压条→装滑轮→框、扇组合→检验→包装→入库 一、框料断料 1、量具校核:核对双头锯床标尺与钢卷尺的误差;如果用两台双头锯分别对同一樘 窗的外框型材进行切割,必须对两台双头锯进行校核,直到两台锯床标尺与钢卷尺 尺寸统一为准。 2、断料尺寸的精确度控制:同一批次相同尺寸的断料;第一支料复核两次,确认尺 寸无误后,才能开始断料。并在同一尺寸批量断料中工件尺寸进行抽查,核对断料 是否有误差。 3、针对45度组角的外框断料。断第一支料时,应用万能角度
格式:pdf
大小:40KB
页数:1P
人气:78
4.7

铝合金门窗生产工艺流程图 下料 框料切割中梃切割 注胶孔冲洗 扇料切割 加工 框料连接孔铣削 框料工艺槽铣扇料冲槽孔 组装 中梃端面铣 框五金装配 中梃连接件定位 巡 检 框扇质检 窗框注胶 固定压条装配 扇料执手孔铣削 窗扇组角 窗扇注胶 扇五金装配 窗扇压条装配 窗扇玻璃注胶 包装出厂
格式:pdf
大小:28KB
页数:1P
人气:78
4.6
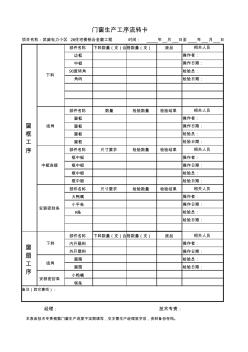
部件名称下料数量(支)合格数量(支)废品 边框 中梃 90度转角 角码 部件名称数量检验数量检验结果 窗框 窗框 窗框 窗框 部件名称尺寸要求检验数量检验结果 框中梃 框中梃 框中梃 框中梃 部件名称尺寸要求检验数量检验结果 大鸭嘴 小平条 k条 部件名称下料数量(支)合格数量(支)废品 内开扇料 外开扇料 窗扇 窗扇 小鸭嘴 塔条 操作者: 检验员: 相关人员 下料 操作者: 操作日期: 检验日期: 相关人员 组角 操作者: 操作日期: 检验员: 检验日期: 中梃连接 相关人员 操作者: 操作日期: 检验员: 检验日期: 相关人员 操作者: 操作日期: 检验员: 检验日期: 安装密封条 窗 框 工 序 组角 安装密封条 项目名称:武威电力小区2#住宅楼铝合金窗工程时间:年月日至年月日 门窗生产工序流转卡 窗 扇 工 序 相关人员 下料
格式:pdf
大小:13KB
页数:6P
人气:78
4.8
铝合金门窗生产许可证,向当地技术质量监督部门申请 铝合金门窗三级建筑业企业资质,向当地建设行政主管部门申请。 (上海的建筑业企业资质首次申请程序如下) 建筑业企业资质首次申请 一、办理依据: 1、中华人民共和国建筑法(中华人民共和国主席令第91号) 2、建设工程质量管理条例(中华人民共和国国务院令第279号) 3、关于印发《建筑业企业资质等级标准》的通知(建建[2001]82号) 4、《建筑业企业资质管理规定》(建设部令第159号) 5、关于印发《建筑业企业资质管理规定实施意见》的通知(建市[2007]241 号) 6、关于印发《建设工程企业资质申报材料清单》、《建设工程企业资质申报 示范文本》、《建设工程企业资质规定和标准说明》的通知(建办市函〔2006〕 274号) 二、提交材料:(窗口受理时,所有附件材料复印件需携带原件核对) (一)从最低等级首次申请: 1
格式:pdf
大小:99KB
页数:12P
人气:78
4.4
南京煜典幕墙科技有限公司生产管理 铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>
格式:pdf
大小:65KB
页数:12P
人气:78
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
格式:pdf
大小:13KB
页数:5P
人气:78
4.7
铝合金门窗生产许可证,向当地技术质量监督部门申请 铝合金门窗三级建筑业企业资质,向当地建设行政主管部门申请。 (上海的建筑业企业资质首次申请程序如下) 建筑业企业资质首次申请 一、办理依据: 1、中华人民共和国建筑法(中华人民共和国主席令第91号) 2、建设工程质量管理条例(中华人民共和国国务院令第279号) 3、关于印发《建筑业企业资质等级标准》的通知(建建[2001]82号) 4、《建筑业企业资质管理规定》(建设部令第159号) 5、关于印发《建筑业企业资质管理规定实施意见》的通知(建市[2007]241 号) 6、关于印发《建设工程企业资质申报材料清单》、《建设工程企业资质申报 示范文本》、《建设工程企业资质规定和标准说明》的通知(建办市函〔2006〕 274号) 二、提交材料:(窗口受理时,所有附件材料复印件需携带原件核对) (一)从最低等级首次申请: 1、《
格式:pdf
大小:98KB
页数:12P
人气:78
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装 (接中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
格式:pdf
大小:98KB
页数:12P
人气:78
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
文辑创建者
我要分享 >
职位:二级建造师项目经理(建筑专业)
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐