铝合金型材表面麻点的成因及解决方法
2025-03-21


铝合金型材表面处理技术及发展趋势 武汉材料保护研究所作者:张德忠 [摘要]:综述了国内外铝合金建筑型材表面处理技术的现状,重点介绍了铝型材阳极氧化、 电泳涂漆、粉末喷涂、氟碳漆喷涂及木纹处理的生产流程和工艺规范,并对各种保护层的特 点及其应用作了评述。同时对建筑铝型材表面处理技术今后的发展趋势进行了展望,提出了 未来应大力开发和推广的清洁环保、高效节能技术。 [关键词]:铝合金;建筑型材;表面处理;发展趋势 0引言 铝合金建筑型材是当今门窗和幕墙主要的结构材料,在世界范围内广泛应用[1]。铝 合金挤压型材(未经表面处理)外观单一,并且在潮湿大气中容易腐蚀[2],因而很难满 足建筑材料高装饰性和强耐侯的要求。为了提高装饰效果、增强抗腐蚀性及延长使用寿命, 铝型材一般都要进行表面处理。因此,表面处理是铝合金建筑型材生产的一道必不可少且极 为重要的工
编辑推荐下载
格式:pdf
大小:68KB
页数:2P
人气:59
 4.4
4.4
 铝合金型材表面条纹的成因及预防措施
铝合金型材表面条纹的成因及预防措施 条纹是铝合金型材表面的主要缺陷之一。从型材结构、铝液、模具设计、加工工艺几个方面剖析了条纹产生的原因,并提出了行之有效的预防措施
热门文档 铝合金型材表面麻点的成因及解决方法

格式:pdf
大小:14KB
页数:2P
人气:59
4.3

. .. 铝合金型材分类:阳极氧化膜,电泳涂漆,粉末喷涂,氟碳漆喷涂怎么辨别 基材韦氏硬度6063为8.6063a为10 膜厚阳极 膜厚级 别 平均膜厚um局部膜厚um aa10≥10≥8 aa15≥15≥12 aa20≥20≥16 aa25≥25≥20 电泳喷漆 膜厚级 别 阳极氧化膜局部膜厚um漆膜局部膜厚um复合膜局部膜厚um a≥9≥12≥21 b≥9≥7≥16 s≥6≥15≥21 粉末喷涂最小局部厚度≥40um 氟碳漆喷涂 涂层种 类 平均膜 厚 最小局部膜厚 二涂≥30um≥25 三涂≥40≥34 四涂≥65≥55 规格怎么辨认、以下为普通氟碳油漆和普通粉末喷涂相比: 第一:测量厚度,氟碳三涂为40um,而粉末涂装至少为60um(一般情况下) 第二:表面平整度,氟
格式:pdf
大小:103KB
页数:1P
人气:59
4.7
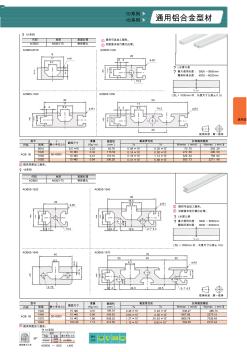
通用铝合金型材 l长度公差? 切断面未进行氧化处理。 代码材质表面处理 喷砂氧化aob05a6063-t5 提供可选加工服务。 视角标准:第一视角 10系列? aob05-1030aob05-1050 aob05-8516aob05-1020 l长度公差? 切断面未进行氧化处理。 aob05-1520 代码材质表面处理 喷砂氧化aob05a6063-t5 提供可选加工服务。 15系列? aob05-1540 aob05-1570 请按图示订货 1020 aob05l400 代码 1030 型号 规格 aob05 l 最小单位0.5 1020 50~6000 10系列? 10系列 15系列 最大使用长度:5800~5850mm 整条标准长度:6000~6020mm ? 最大使用长度:5800~5850mm 整条标准长度:6000~6020mm ?
格式:pdf
大小:16KB
页数:7P
人气:59
4.7
铝合金型材 质量要求及识别方法 窗壁厚不少于1.4mm。门壁厚不少于2mm。 执行标准 1,gb5237.1-6-2004《铝合金建筑型材》 2,gb/t8013.1-3-2007《铝及铝合金阳极氧化膜与有机聚合物膜》 存在的主要问题 1,膜层厚度不合格:在使用过程中易受腐蚀,降低产品的使用寿命; 2,耐蚀性不合格:在使用过程中很容易出现斑点、脱落、腐蚀等,影响铝合金型材的正 常使用; 3,尺寸偏差不合格:壁厚太薄会引起结构强度不够,受力后变形增大等。在使用过程中 会出现密封不严、推拉不畅等现象。严重时会引起幕墙倒塌、门窗脱落等后果。 塑钢型材 质量要求及识别方法 1,型材表面光滑平整、发亮、有光泽、无纹路。 2,大、小面均有专用保护膜,保护膜文字清晰,有规律。 3,背面的压码标识,清楚有规律。 4,型材四角达到90度。 5,内筋直、腔体光滑无气泡,专用衬钢穿
格式:pdf
大小:84KB
页数:1P
人气:59
4.5
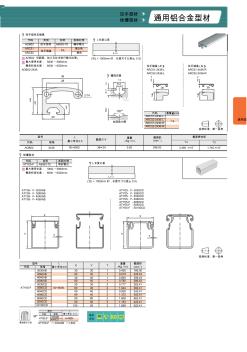
aty05-f-3030cd aty05-f-3060cd aty05-f-4040cd aty05-f-4080cd aty05-f-5050cd aty05-f-50100cd aty05-f-8080cd aty05-f-3030ab aty05-f-3060ab aty05-f-4080ab aty05-f-4040ab 通用铝合金型材 拉手型材及端盖? l长度公差? 视角标准:第一视角 36×24 型号重量 (kg/m) 截面积 2(mm) 截面惯性矩l 最小单位0.5 0.82298.93 代码规格 截面尺寸 50~60002436aob023.4654×1041.745×10 ?x?y aob02-2436 槽部详图? 拉手端盖(左) arc51-2436-l arc52-2436-l 拉手端盖(右) ar
精华文档 铝合金型材表面麻点的成因及解决方法
格式:pdf
大小:28KB
页数:3P
人气:59
4.3
铝合金型材知识 铝型材是铝棒通过热熔、挤压,从而得到不同截面形状的铝材料。 铝型材的生产流程主要包括熔铸、挤压和上色(上色主要包括:氧 化、电泳涂装、氟炭喷涂、粉末喷涂等)3个过程。 铝型材按用途分为: 1.工业铝型材:主要用于飞机、火车、工业散热器、汽车、电器 等。 2.铝合金建筑型材:主要用于建筑门窗、幕墙、室内外装饰及建 筑结构用铝型材。 铝型材按表面处理分为: 1.阳极氧化铝材:型材表面经阳极氧化、电解着色或有机着色。 2.电泳涂漆铝材:型材表面经阳极氧化和电泳涂漆复合处理。 3.粉末喷涂铝材:型材表面以热固性有机聚合物粉末做涂层。 4.氟碳漆喷涂铝材:型材表面以聚偏二氟乙烯漆作涂层。目前, 普遍使用的隔热型材,是采取穿条式或浇注式复合的一种铝合金型 材。 关键指标: 1.外观质量:阳极氧化型材表面不允许有电灼伤、氧化膜脱落等 影响使用的缺陷;电泳、粉末、氟碳型材涂漆后的漆
格式:pdf
大小:19KB
页数:1P
人气:59
4.7
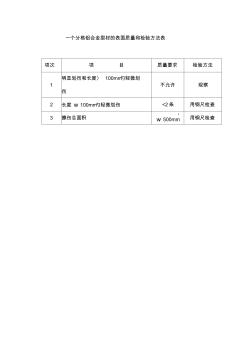
一个分格铝合金型材的表面质量和检验方法表 项次项目质量要求检验方法 1 明显划伤和长度〉100mm勺轻微划 伤 不允许观察 2长度w100mm勺轻微划伤<2条用钢尺检查 3擦伤总面积 2 w500mm用钢尺检查
格式:pdf
大小:134KB
页数:3P
人气:59
4.7
轻轨车用铝合金型材的矫直方法 针对目前轻轨车用铝合金型材生产品种多且形状不规则,采用传统的矫直方法难以达到形状和尺寸精度的要求。通过分析研究并结合生产实际,对不同的铝合金型材制定了专用的矫直生产技术,使其形状和尺寸满足产品的技术要求。

格式:pdf
大小:99KB
页数:1P
人气:59
4.4
6063铝合金型材表面腐蚀的分析表面处理过程中的腐蚀现象 富余和游离硅多的6003铝合金型材在表面处理时出现下列现象:当把型材放入酸性槽(硫酸15%~20%)时,能明显地观察到在型材表面有很多小气泡,随着时间延长和槽液温度升高,反应速度越来
最新文档 铝合金型材表面麻点的成因及解决方法
格式:pdf
大小:135KB
页数:8P
人气:59
4.4

目次 序号标题名称页码 1范围 ----------------------------------------------------------------------------------------------- -----2 2规范性引用文件 -------------------------------------------------------------------------------------2 3术语、定义 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------------
格式:pdf
大小:142KB
页数:9P
人气:59
4.7

. . 目次 序号标题名称页码 1范围 ----------------------------------------------------------------------------------------------- -----2 2规范性引用文件 -------------------------------------------------------------------------------------2 3术语、定义 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------
格式:pdf
大小:133KB
页数:8P
人气:59
4.8

. . 目次 序号标题名称页码 1范围----------------------------------------------------------------------------------------------------2 2规范性引用文件-------------------------------------------------------------------------------------2 3术语、定义-------------------------------------------------------------------------------------------2 4要求------------------------------------------------------------------

格式:pdf
大小:476KB
页数:3P
人气:59
4.8
建筑铝合金型材耐磨性测试方法 总结了国内外常用的建筑铝合金型材耐磨性试验方法及其所采用的标准,分析讨论了其特点,并对相关标准的异同进行了比较。结果表明:gb5237—2008规定采用落砂试验法,但该方法有多方面的不足;而喷砂试验仪法、轮磨试验仪法和taber试验法在实践中应用较少,需要继续研究。
格式:pdf
大小:178KB
页数:3P
人气:59
4.6
铝合金型材三维弯曲成形的方法探讨 现有轿车用铝合金型材,都有三维弯曲成形的需求,可分别用拉弯、冲弯、辊弯的弯曲成形方法实现,介绍了这3种工艺方法完成3维成型的关键技术要点。前面两种方法(拉弯、冲弯)是运用前人已有的技术,应用到轿车的三维弯曲成形后,加以改良,使弯曲更加符合客户要求。辊弯的弯曲成形方法,为新型的加工技术,阐述了辊弯的基本工作原理等技术要点。
格式:doc
大小:31KB
页数:4P
人气:59
4.6
 附近的铝合金型材批发
附近的铝合金型材批发 本文将详细介绍建设工程领域中附近的铝合金型材批发的相关信息,包括供应商选择、产品质量、价格优势等方面的内容。
格式:pdf
大小:52KB
页数:3P
人气:59
4.3
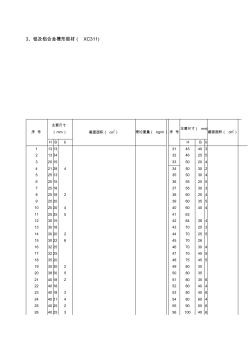
3、铝及铝合金槽形型材(xc311) 序号 主要尺寸 (mm)截面面积(cm 2 )理论重量(kg/m)序号 主要尺寸(mm) 截面面积(cm2) hbbhbb 113133145403 213343246255 320153350204 4212843450302 525133550304 625153655255 725183755303 8251823860254 925203960355 10252044060404 11252554163 1230154264384 1330184370253 14302024470255 1530226457026 163225
格式:pdf
大小:44KB
页数:7P
人气:59
4.3
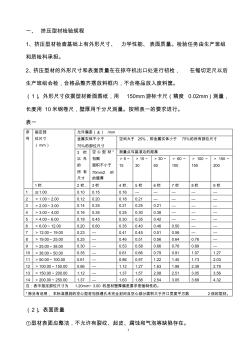
1 一、挤压型材检验规程 1、挤压型材检查基础上有外形尺寸、力学性能、表面质量。检验任务由生产班组 和质检科承担。 2、挤压型材的外形尺寸和表面质量在在掠夺机出口处进行初检,在锯切定尺以后 生产班组会检,合格品整齐摆放料框内,不合格品放入废料筐。 (1)、外形尺寸依据型材断面图纸,用150mm游标卡尺(精度0.02mm)测量, 长度用10米钢卷尺,壁厚用千分尺测量。按照表一的要求进行。 表一 序 号 指定部 位尺寸 (mm) 允许偏差(±)/mm 金属实体不小于 75%的部位尺寸 空间大于25%,即金属实体小于75%的所有部位尺寸 3栏 以外 的 所有 尺寸 空心型材* 包围 面积不小于 70mm2时 的壁厚 测量点与基准边的距离 >6~ 15 >15~ 30 >30~ 60 >60~ 100 >100~ 150 >150~ 200 1栏2
文辑创建者
我要分享 >
职位:装修施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐